
数控车床直线进给运动部件机械安装与调整
2014-11-18 12:23周兰
机床与液压 2014年20期
周兰
(武汉船舶职业技术学院机械工程学院,湖北武汉 430050)
2013年全国职业院校技能大赛高职组“数控机床装配、调试与维修”赛项机械部分命题是CKA6150 数控车床Z 轴部件安装调试。作为大赛参赛院校,进行了反复装调实践,确定并完善了直线进给运动部件装配工艺,解决了装配过程中出现的系列问题,总结出了影响部件运动及其精度的装配工艺因素。
1 机床直线进给运动实现方式及支承方式
1.1 机床直线进给运动实现方式
机床直线进给运动实现通常有3 种方式:电机通过联轴器直接带动丝杠螺母副(图1 (a)),此方式传动链短,传递扭矩小,适合于小型数控机床;电机通过齿轮副带动丝杠螺母副(图1 (b)),此方式丝杠能够传递较大扭矩,适合大型数控机床,但是齿轮副周向侧隙产生反向间隙影响运动精度;电机通过同步带轮副带动丝杠螺母副(图1 (c)),此方式运动平稳性高,适合于中小型数控机床。

图1 机床直线进给运动实现方式
1.2 丝杠螺母副支承方式
机床直线进给运动丝杠螺母副支承通常有4 种方式:固定-自由式(图2 (a)),固定端通过承受双向轴向力轴承限制丝杠轴颈双向轴向移动,自由端没有轴承支承。此方式适合于短丝杠情形,刚度低、承载能力低。固定-支承式(图2 (b)),支承端通过只承受径向力的轴承对丝杠螺母副一端起支承作用。此方式适合于长丝杠情形,当丝杠受热后可向支承端延伸,减少热变形对丝杠弯曲变形影响。单推-单推式(图2 (c)),丝杠螺母副两端分别使用承受单向轴向力的轴承支承,分别限制丝杠轴颈一个方向移动。此方式安装时对丝杠进行预拉伸,减少丝杠因自重引起的弯曲变形,提高丝杠刚性。固定- 固定式(图2 (d)),两端均使用承受双向轴向力的轴承,分别限制轴颈双向移动,结构复杂,丝杠热变形可转换为预紧力,刚度、精度高。
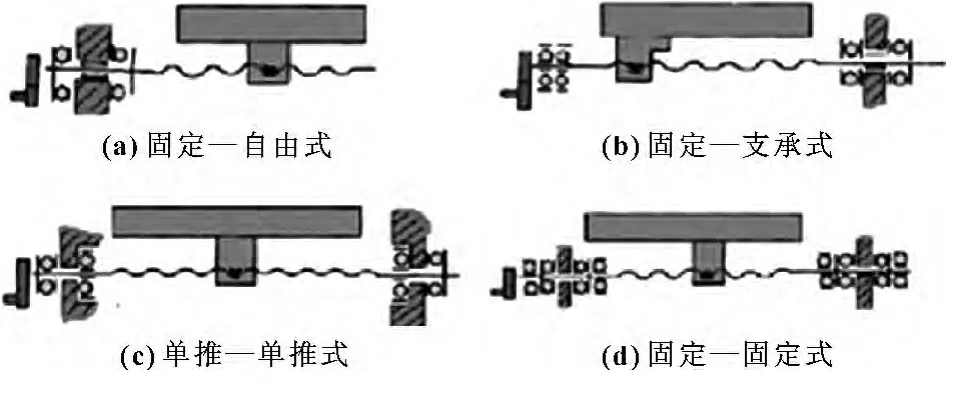
图2 丝杠螺母副支承方式
2 Z 轴部件安装与调整
2.1 Z 轴部件安装工艺
所装配的CKA6150 数控车床Z 轴部件采用同步带传动方式,丝杠螺母副采用固定- 支承方式,Z向有效行程长度为1 935 mm,装配示意图如图3 所示。
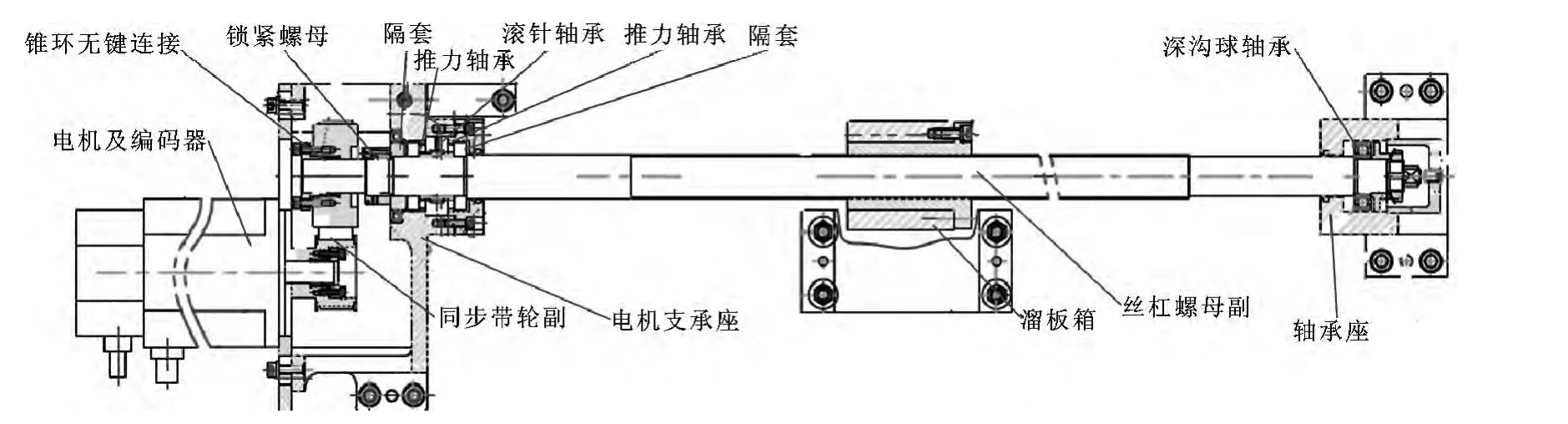
图3 CKA6150 数控车床装配示意图
正确的安装工艺是达到进给部件运动精度和加工精度的重要保证,安装时采用以下装配工艺:
(1)电机支承座安装与调整。电机支承座用来安装电机,同时也是丝杠螺母副前支承。安装时保证电机支承座轴承孔中心线与机床导轨之间达到平行度要求,并将电机支承座作为其他部件的安装基准;
(2)轴承座安装与调整。轴承座是丝杠螺母副后支承,轴承座中心孔需要保证与机床导轨平行度要求,同时保证与电机支承座轴承孔同轴度要求;
(3)溜板箱安装与调整。溜板箱直接和丝杠螺母副相连,溜板箱中心孔需要保证与机床导轨平行度要求,同时保证与电机支承座轴承孔同轴度要求;
(4)丝杠螺母副在溜板箱上安装与调整。将丝杠螺母副法兰盘与溜板箱连接并紧固;
(5)丝杠螺母副两端轴颈轴承安装与预紧。丝杠前支承为两个推力轴承和一个滚针轴承组合实现丝杠轴颈“固定”,后支承为一个深沟球轴承实现丝杠轴颈“支承”,两端轴承按照图纸要求安装到位并落入轴承孔中,同时前端轴承需要有合适的预紧力;
(6)电机及同步带轮副安装与调整。电机通过止口与电机支承座定位并连接,保证与丝杠螺母副中心线平行度,同时保证同步带轮合适张紧力;
(7)Z 轴丝杠保护罩安装。
2.2 Z 轴安装精度检验
保证Z 轴各部件安装精度,在电机支承座、轴承座、溜板箱孔中放置标准检验套和检验棒,通过百分表测量各检验棒上母线、侧母线读数作为各部件位置调整依据,直至达到规范要求。百分表在检验棒上测试部位如图4 所示,安装时精度检验指标见表1。
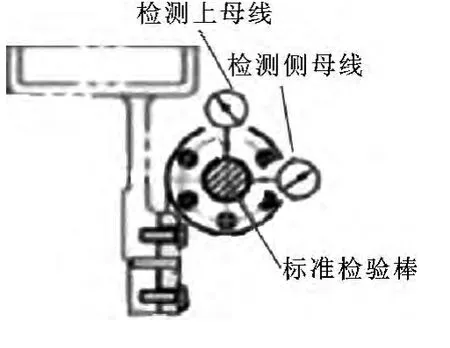
图4 百分表在检验棒上测试部位
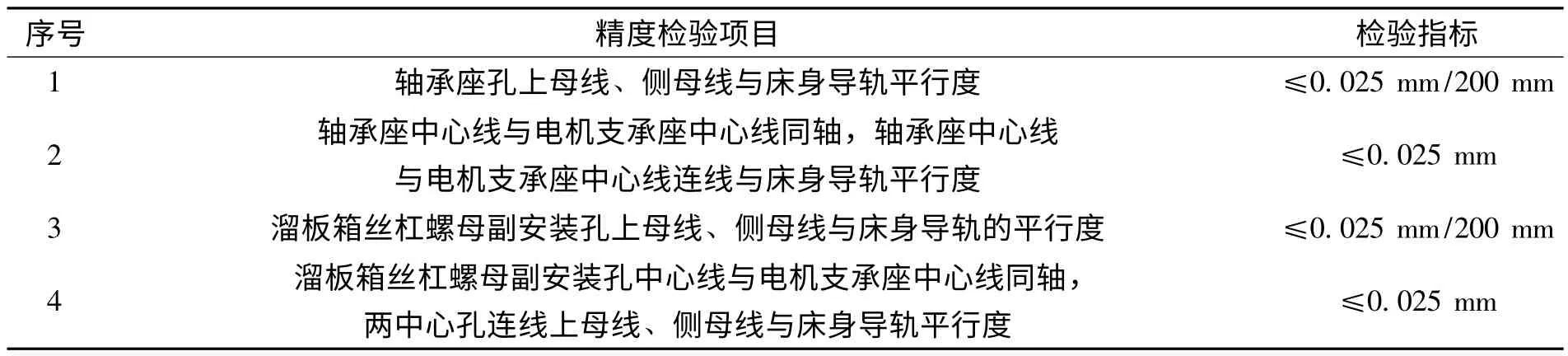
表1 Z 轴部件装配精度检验指标
3 装配工艺因素对Z 轴部件运动及精度影响
3.1 零部件刮研、清洗、清洁与润滑
(1)配合面的刮研与清洁
在安装Z 轴进给运动部件时,各零部件配合面的刮研、清洁直接影响运行精度。电机支承座与床身结合面、轴承座与床身结合面、丝杠螺母副法兰盘与溜板箱结合面等都需要刮研、清洁,否则部件间平行度、同轴度达不到要求。
实际装配时,轴承座中心孔侧母线与导轨平行度侧母线方向调整始终达不到位置公差要求,通过反复刮研、清洁轴承座安装平面,解决问题。
(2)轴承组件的清洗与润滑
装配前轴承组件必须放在煤油中用毛刷清洗并擦拭干净,并在轴承滚动体部分均匀涂抹上润滑脂,润滑脂占据1/3 空间,防止干摩擦。
实际装配时,Z 轴部件装配完毕后用套筒扳手旋转丝杠,发现旋转所需力矩很大,丝杠明显承受了阻力矩。将丝杠螺母副部件前端轴承拆卸,发现推力轴承与滚针轴承接触端面有一很薄金属丝,导致丝杠中心线位置偏移,产生附加阻力矩,重新清洗、清洁、装配,丝杠螺母副运转自如。细小毛刺、粉尘颗粒均可成为影响Z 轴部件安装精度、正常运转因素,不可忽视。
3.2 丝杠螺母副轴向窜动调整
丝杠螺母副安装完成后,需要保证丝杠螺母副前端轴向窜动量控制在0.007 mm 内。在保证轴承组件正确安装工艺、轴承组件安装到位情况下,轴承组件预紧力大小直接影响丝杠螺母副窜动量和丝杠正常运行。
实际装配时,通过丝杠前端锁紧螺母调整轴承组件预紧力大小。预紧力过大,丝杠刚性固然提高,但是摩擦阻力增大,丝杠运转需要克服较大阻力,甚至是无法正常运行;预紧力过小,导致丝杠轴向窜动过大,产生反向间隙影响加工精度。通过千分表头触及丝杠前轴端钢球可以测量轴向窜动量。装配时边测试边调整轴承锁紧螺母位置调整预紧力大小,在保证正常运行情况下减小反向间隙。
3.3 工作台运行时爬行现象的消除
实际装配试运行时,发现工作台Z 向运行时出现爬行现象,有以下几个原因导致爬行:
(1)丝杠上同步带轮是通过锥环无键连接将扭矩传递给丝杠,锥环无键连接通过压盖止口压紧锥环迫使锥环内外圈变形传递扭矩。所传递扭矩大小取决于锥环组数及压盖预紧力大小,当锥环预紧力不够时出现爬行现象;
(2)电机通过同步带轮副将扭矩传递给丝杠,当同步皮带张紧力不够时,会出现爬行现象。调整电机连接板位置(其上有腰圆孔便于位置调整),增大皮带张紧力,爬行现象消除。
4 结束语
数控机床直线进给运动装置目前多采用丝杠螺母副方式将电机旋转运动转变为工作台直线运动,装配内容主要是丝杠螺母副前后支承座的装配与调整、丝杠螺母副与滑板的连接与调整、丝杠上轴承的安装与预紧;装配精度要求主要是达到与装配基准(如机床导轨)平行度、同轴度、垂直度要求;装配过程中常出现的问题主要是丝杠卡死无法运行、丝杠轴向窜动过大等。多轴运动机床是多个直线运动、旋转运动的叠加,CKA6150 数控车床Z 轴安装与调整工艺对其他机床直线运动部件安装具有指导意义。
[1]周兰.现代数控加工设备[M].北京:机械工业出版社,2009.
[2]严峻.数控机床安装调试与维护保养技术[M].北京:机械工业出版社,2010.
[3]大连机床集团有限责任公司.CKA6150 数控车床技术资料[M],2012.
猜你喜欢
大电机技术(2022年2期)2022-06-05
防爆电机(2022年1期)2022-02-16
有色金属加工(2020年4期)2020-08-20
思维与智慧·上半月(2020年4期)2020-04-13
思维与智慧(2020年7期)2020-04-09
制造技术与机床(2019年11期)2019-12-04
福建质量管理(2018年20期)2018-11-14
中国铸造装备与技术(2017年3期)2017-06-21
深圳职业技术学院学报(2015年5期)2015-11-30
