
基于Edgecam 的五轴机床后处理研究
2014-11-18 12:25李铁钢
机床与液压 2014年20期
李铁钢
(1.沈阳工程学院机械学院,辽宁沈阳 110136;2.Edgecam China,北京 100086)
Edgecam 是由英国Pathtrace 工程系统公司开发的一套智能数控编程系统,主要应用在数控铣、数控车、数控线切割以及车铣复合等领域[1]。Edgecam 已经成为全球最著名的数控编程软件之一,在独立的CAM 系统中,其客户数量居全球第二位。
后置处理是将CAD 模型、CAM 操作步、刀具数据和机床数控系统配置文件综合运算生成具体数控系统机床指令的过程,后置处理结果和速度直接影响数控编程的质量和效率。
针对Edgecam 后置处理问题,提出了后置处理流程,并研究了构造后置处理器的机床建模、运动变换和后处理器定制等关键技术。
1 关键技术
1.1 后置处理流程
基于CAM 软件数控编程的后置处理方法有3 种:第1 种方法是使用商品化的通用后置处理器,如加拿大ICAM 公司的CAMPOST 等,后置处理简单但软件价值昂贵;第2 种方法是利用软件自带的后置处理构造器进行后置处理;第3 种方法是针对通用前置文件利用C++语言自编后置处理器[2]。
Edgecam 未向外界公开前置刀位文件的数据信息,集成制造环境不能生成刀位数据文件,只能利用自带的后置处理构造器CodeWizard 生成CGD 文件,供CAM 模块调用进行后置处理。具体的后置处理流程如图1 所示。
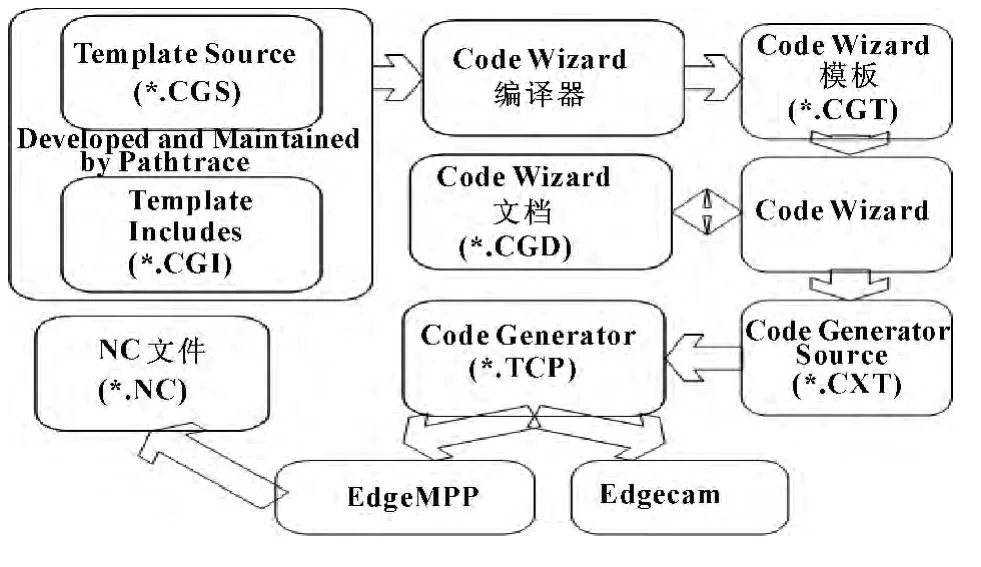
图1 Edgecam 后置处理流程
1.2 机床建模
数控机床加工程序取决于数控系统和机床的结构,常规数控机床从结构上看是一个典型的串联系统,CodeWizard 中机床模型主要由运动模型和几何模型组成[3],运动模型表征机床结构部件的运动关系,包括X、Y、Z、A、B、C 轴,刀具轴等;几何模型利用三维实体表示机床的床身、工作台、立柱、横梁、主轴、刀具和转台等典型结构。机床模型利用运动变换关系反映实际机床的虚拟运动,利用造型软件创建机床各零部件模型,然后装配(也可在Edgecam 里进行装配),对于一些与运动无关的部件可以简化造型。用Edgecam 打开装配好的模型,调整机床模型零件使其CPL (Coordinate Position Location,坐标系)位于主轴端面上。
每个基础部件的模型坐标系CPL 应该位于转动中心处,通过测量与机床坐标系的偏置数据后输入轴属性的定位数据X、Y 和Z 中,通过轴行程的最大和最小值限制运动的“软行程”。
1.3 运动变换
由典型数控系统知,五轴加工的角度坐标指令格式有ABC 和ijk 两种格式,ABC 分别代表旋转轴旋转的角度,ijk 矢量模式通过空间刀轴表示其方向。机床角度部件模型的结构有摆头、转台和倾斜转台等多种形式。五轴加工生成的NC 代码中的坐标点有多种类型,最常用的是刀尖点绝对坐标模式,也就是说生成代码中的X、Y 和Z 坐标点与刀尖点(即刀位点)一一对应,对刀时将刀尖与编程原点重合即可。
如图2 所示,对于一些五坐标设备,有些可能采用回转中心绝对坐标模式,程序中的X、Y 和Z 坐标点并不在刀具上,而是在旋转轴的回转中心上,这样一来,刀尖点的位移实际上是通过旋转角度、刀长(L2)、主轴端面到回转中心的距离(L1)三者换算而来。
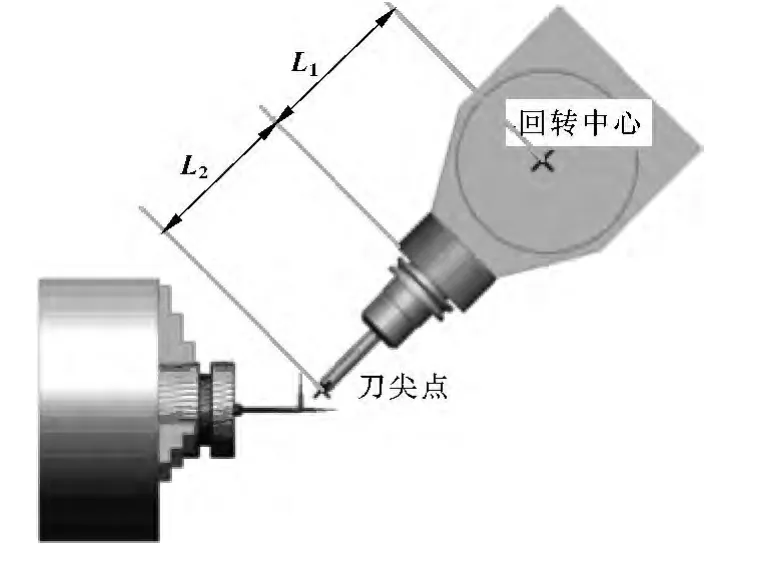
图2 回转中心绝对坐标模式
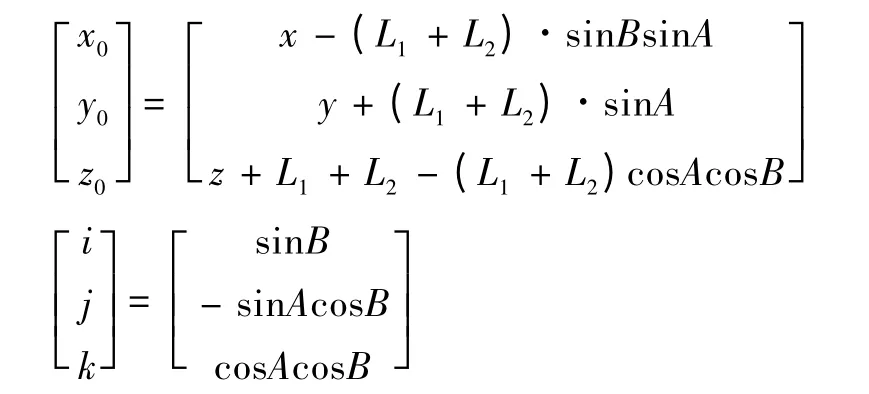
运动变换是将CAM 操作的刀位点P0(x0,y0,z0,i,j,k)计算为在线测量的机床坐标,设机床坐标形式为P(x,y,z,A,B),属于回转中心绝对坐标模式,机床转心距为L1+L2,则变换关系式如下[4-5]:
1.4 后处理器定制
启动CodeWizard 后,需要选择机床的结构类型和标准模板,后处理器的配置过程主要包括机床参数设置、样式表、NC 样式表、代码构造器和M 功能等5 个主要步骤。
机床参数为数控机床的硬件参数,包括处理数据的单位、文件扩展名、进给率、螺旋插补、圆弧插补、多平面坐标系选定、旋转坐标输出选项、五轴坐标模式、倾斜双转台输出模式、主轴设置、转塔设置和变速挡位指令设置等;样式表设置每个出现在NC代码中的字母的含义、格式和精确度等内容;NC 样式表规定G 和其他代码及模态选项;代码构造器设定了生成NC 代码的语法结构,配置NC 代码中每个语句的前后次序和组成,包括跟踪程序开始部分、直线插补、换刀后快速移动等NC 程序每一部分的内容;M 指令从M00~M99,除数控机床通用的十几个指令外,大多数不指定功能,是数控机床厂家自主配置最多的指令,使用户能够根据自己机床的特殊功能定义一些特殊的M 功能。
完成定制后保存设置,利用菜单“主菜单→文件→另存为”命令保存当前CGD 文件,而后进行编译自动生成后处理模板文件。在进入CAM 加工模式时,选择此后处理模板生成机床加工用程序。
2 应用实例
某数控五坐标机床,控制系统为西门子840D,机床坐标为X、Y、B 和C,行程见表1。
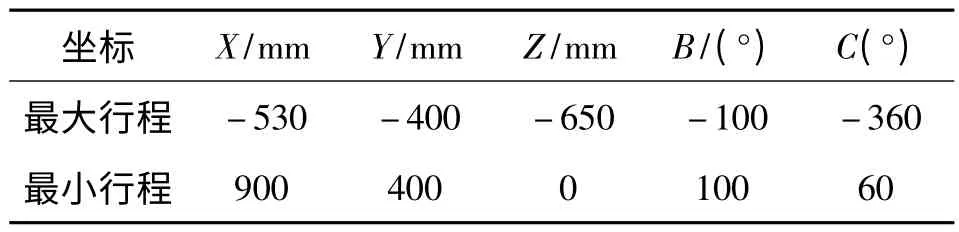
表1 机床行程
后置处理器建立的模型和设置如图3 所示。

图3 后置处理器建立的模型和设置
3 结束语
选择典型的球形件进行处理验证,通过比较生成的文件数据点和CAM 中的数据,验证了处理器的正确。经过实际零件切削加工,得到了合格的产品。
[1]韩庆瑶,韩芝龙,路世强.基于EdgeCAM 的数控加工技术在模具加工中的应用[J].机床与液压,2009,37(6):214 -216.
[2]李铁钢.基于UG 的后置处理和加工仿真技术研究[J].工具技术,2012,46(8):30 -32.
[3]李铁钢.5 -基于VERICUT 的结构件数控加工仿真研究[J].煤矿机械,2009,30(8):109 -111.
[4]李铁钢.基于UG Postbuilder 的五轴后置处理器设计[J].机床与液压,2009,31(10):72 -74.
[5]RAO Yunqing,HUANG Gang,LI Peigen,et al.An Integrated Manufacturing Information System for Mass Sheet Metal Cutting[J].Int J Adv Manuf Technol,2007,33:436 -448.
猜你喜欢
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2018年12期)2018-12-23
动漫星空(2018年11期)2018-10-26
动漫星空(2018年2期)2018-10-26
动漫星空(2018年9期)2018-10-26
动漫星空(2018年5期)2018-10-26
电子制作(2018年10期)2018-08-04
电子制作(2017年20期)2017-04-26
环境科技(2016年4期)2016-11-08
