浅谈SIEMENS 840D主轴速度控制
2014-10-21 20:06张红王朋
中国机械 2014年24期
张红 王朋
摘要:本文研究SIEMENS 840D主轴速度控制中的无级变速,对其无级变速的换挡控制进行了详细的分析。
关键词:主轴换挡;PLC;参数
前言
主轴换挡的目的是为了主轴工作在低速时,仍能获得较大的功率,提供足够的切削动力。主轴的换挡操作可以在摆动控制方式下进行,也可以在定位控制方式下进行,取决于机床数据MD35010的设置。数控系统在执行主轴换挡指令时,自动进入摆动控制方式,主轴电机处于摆动状态,使主轴变速箱内的齿轮在摆动过程中容易啮合,便于主轴换挡。840D系统规定了最多5个档位级别,每个档位的最高速度和最低速度可通过机床数据设置。
1.主轴换挡的PLC控制
主轴的摆动控制方式用辅助功能代码M41、M42、M43、M44、M45激活,它们对应于主轴的第一挡到第五挡,也可用自动换挡指令M40激活,这时系统根据零件加工程序中的主轴速度指令S和机床数据中设置的每挡的速度范围,自动确定主轴的挡位。数控系统在执行换挡指令时,系统接口信号DB33.DBX84.6被置位,激活摆动控制方式,同时把挡位信息传送到DB33.DBB82的低3位中。PLC应用程序从接口中读出这些信息,控制主轴的换挡动作。
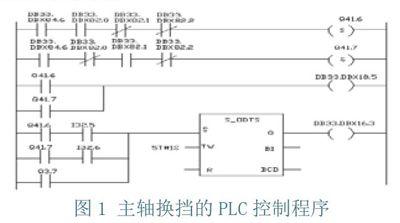
图1中给出了主轴在摆动控制方式下,主轴换挡的PLC控制程序。程序中假如数控机床只有两个挡位,Q41.6为第一挡,Q41.7为第二挡,进行换挡操作时,系统接口信号DB33.DBX18.5被置位,主轴电机开始以设置的摆动速度来回摆动,同时PLC程序控制液压系统驱动换挡拨叉进行换挡。为了监测换挡是否到位,在机床上安装有两个挡位状态开关,主轴在第一挡位上,第一挡位开关信号输入到接口I32.5;主轴在第二挡位上,第二挡位开关的信号输入到接口I32.6。一旦系统检测到实际擋位符合目标挡位,系统接口信号DB33.DBX16.3被置位,利用此信号使换挡操作信号Q41.6和Q41.7复位,换挡过程结束。
实际上主轴换挡过程有一定的时序要求,在设计PLC控制时序时,必须遵守主轴的换挡时序。数控系统在接收到零件程序中的换挡指令后,主轴首先减速到零,然后主轴由速度控制方式自动转为摆动控制方式,DB33.DBX84.6被置位,同时通过信号接口DB33.DBX82.3发出换挡要求,目标挡位信号送到接口DB33.DBX82.0—DB33.DBX82.2中, PLC程序在接到换挡请求信号后,检测主轴是否停止(DB33.DBX61.4)。当确认主轴停止后,通过接口信号DB33.DBX18.5启动主轴摆动。主轴摆动开始,经过T3延时后,控制换挡电磁阀动作,利用拨叉改变齿轮的位置,以达到目标挡位。T3的延时时间根据换挡机构的时间滞后特点设置。PLC程序检测到目标挡位到位信号后,需要将主轴的实际挡位信息通过信号接口DB33.DBX16.0—DB33.DBX16.2反馈给数控系统,并通过信号接口DB33.DBX16.3向数控系统发出换挡已经完成信号。系统接收到换挡完成信号,自动恢复主轴的速度控制方式,DB33.DBX84.7置位为1,DB33.DBX84.6复位。
为了使主轴的换挡安全可靠,关键是防止换挡齿轮损坏,要做到这一点,在发出换挡动作之前,主轴必须完全停止,然后进入摆动工作状态。主轴在换挡过程中有时检测不到挡位到位信号,数控系统就认为换挡过程没有完成,主轴将继续摆动,加工程序不能往下执行。其原因有两种可能:一是行程开关或限位挡块出现了故障,或者是产生了偏移,即使挡位已经到位,也不能向数控系统提供正确的挡位信号;二是两个换挡齿轮端面相碰,没啮合,挡位的确没有到位。针对第一种情况,换挡过程可能永远都不能完成解决这个问题的最好解决办法是在PLC控制程序中增加拨叉动作计数功能,如果的时间内系统接收不到换挡到位信号,可将换挡拨叉退回,经过延时再次启动拨叉使齿轮啮合,同时启动时间监控,如果数控系统仍然得不到换挡到位信号,重复上述动作,直到最终得到换挡到位信号。一般来说,只要换挡部件没有问题,经过几个换挡动作,是可以完成主轴换挡操作的。
2.结语
数控机床是综合应用机械发展的新成就,并运用现代电子、测量计算机等新技术,是机电一体化的结晶,目前已成为机械制造发展的重要方向。近年来, PLC 已具有强大的运算能力,良好的通讯功能,极高的处理速度,已获得广泛的应用。PLC技术具有成品组装,可靠性极强,安装、使用、维护、维修方便的特点。PLC在数控机床中的推广和使用必然使得数控机床的控制系统更加灵活、工作性能更加稳定、加工精度更高、速度更快、功能更趋向于齐全。
参考文献:
[1] SIEMENS SINUMERIK840D/810D简明调试指南,2006:207—255.
[2]SIEMNS SINUMERIK 840D/840Di/810D/FM-NC Description of Functions,Basic Machine
[3]王洪波.数控机床电气维修技术-SINUMERIK810D/840D系统.电子工业出版社,2007.
作者简介:
张红(1986—),女,汉族,广东中山市人,天津职业技术师范大学学士,助教,研究方向:数控机床故障诊断与维修技术。
王朋(1982—),男,汉族,广东佛山市人,天津职业技术师范大学学士,数控车技师,研究方向:数控机床故障诊断与维修技术。