用于烟草烘丝机进料气锁送料减少堵料的送料振槽
2014-10-21 20:06丁聪
中国机械 2014年24期
摘要:为防止气流式烟草烘丝机频繁堵料,通过在气锁前进料振槽平板上加装一个或多个导料装置,导料装置为一个或多个三棱锥体,能够有效松散分流物料,使烟丝在进入气锁前能够均匀分布,有效的防止因物料流量不均匀造成的气锁堵料现象。
关键词:气流式烘丝机;堵料现象;进料气锁;进料振槽;导料装置;三棱锥体
1.进料气锁前送料振槽工作过程
进料气锁在烟用制丝设备中的烘丝机中运用,进料气锁位于烘丝机设备进料端,烟丝通过气锁进入烘丝机内部,其作用是将设备内部气体与外部空气隔离,避免设备内部蒸汽外泄,对其系统内部温湿度控制产生影响。烟草烘丝机包括送料振槽,烟丝通过一条振槽将物料送入气锁;烟丝通过振槽从上方进入气锁后,气锁内翻板处于旋转状态,将烟丝翻入下方物料输送管道,同时保证气密性。
2.烟丝通过送料振槽进入进料气锁存在的问题
但在输送烟丝的过程中,经常会出现气锁堵料现象。例如,有种气流式5000kg/h流量的HXD烘丝机。烘丝机由于生产環境温度和水分的变化,当烟丝的水分偏潮时,来料烟丝容易形成烟丝结团进入气锁前进料振槽,由于现有的振槽单靠振槽震动无法将结团烟丝松散均匀;气锁内部翻板与气锁内壁之间密封性良好,结构紧密,当进入气锁内的烟丝结团触及气锁内的蒸汽后,烟丝结团受热后黏性增大,极容易附着在气锁内壁上;生产过程中由于气锁内部空间狭小,附着在气锁内壁的结团随生产时间的积累越来越多,而气锁翻板不能及时有效将物料送走,造成落料通道不通畅导致气锁内部堵料。
气锁内部堵料后,气锁翻板转动阻力变大,传动链条无法带动,经常造成电机过载或传动链条断裂,造成生产中断。制丝线是连续性生产,对来料稳定性和连续性要求很高,频繁的断料严重影响制丝生产的连续性和稳定性,产品工艺质量无法得到保障。当气锁内部堵料时,人工疏通工作和传动链条的修复需要耗时达二十分钟以上,大大降低了生产效率。
3.对气锁前进料振槽的改造
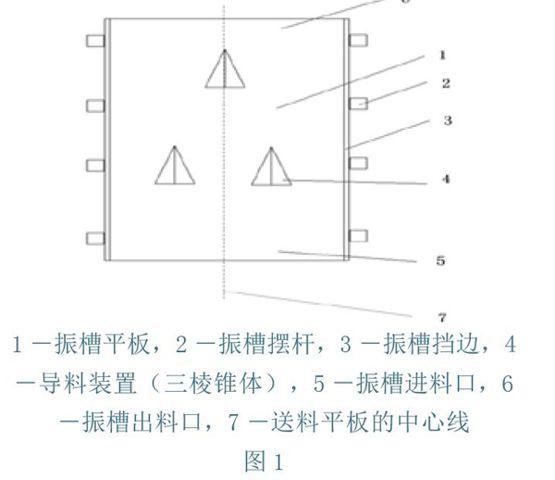
有鉴于此,在气锁前进料振槽平板上加装一个或多个导料装置,与送料平板固定连接;导料装置为三棱锥体,在送料平板上并沿从送料振槽的进料口至送料振槽的出料口的方向,依次设置第一排导料装置和第二排导料装置,第一排导料装置包括相对于送料平板的中心线为对称设置两个个三棱锥体,第二排导料装置包括设置在送料平板的中心线上一个三棱锥体。
第一排导料装置和所述第二排导料装置的间距为30CM。三棱锥体的高度为4CM。导料装置与送料平板焊接或螺纹连接。导料装置的材质为不锈钢或铝合金。
本方法通过在气锁前进料振槽平板上加装一个或多个导料装置,能够有效松散分流物料,使烟丝在进入气锁前能够均匀分布,有效的防止因物料流量不均匀造成的气锁堵料现象,保证了操作人员的人身安全,提高了生产过程的连续性,使产品工艺质量得到了保障。
下面参照图1进行更全面的描述。在送料振槽的送料平板上设置一个或多个导料装置,一个或多个导料装置与送料平板固定连接。可以根据不同型号烘丝机的进料特点,对导料装置进行设计,导料装置可以包括:柱体、三棱锥体和“V”字形板等等形状,并且可以根据具体的烘丝机,设计一个或多个导料装置在送料平板上的布置方式。
如图1所示,在送料平板1上并沿从送料振槽的进料口5至送料振槽的出料口6的方向,依次设置第一排导料装置和第二排导料装置,第一排导料装置包括相对于送料平板的中心线7为对称设置的两个三棱锥体4,第二排导料装置包括设置在送料平板的中心线7上的一个三棱锥体4。送料平板的中心线7为送料平板的左右对称线,方向为输送物料的方向。
根据本实施例,第一排导料装置和第二排导料装置的间距可以为30CM。三棱锥体的高度可以设置为4CM。
该导料装置的布置适合HXD烘丝机装置,在振槽平面部分设置三棱锥体,为三面三角形组成的金属凸起,在物料进入方向为顶角,当烟丝通过时,导料装置将更靠近平面底部的来料分开两边,中间通过的较高位物料通过三角形顶端凸起顶角通过振动进一步松散,以达到均匀物料的效果。
三棱锥体底边长15CM,顶角到底边距离长37CM,凸起高度4CM。根据生产时通过振槽物料密度情况,可以安装三个凸起,振槽靠近入口处并在送料平板的中心线安装一个,在第一个后端30CM处分别以送料平板的中心线为对称线左右安装两个。
参考文献:
[1]王建伟,许佩.《解决烟丝风力输送系统堵料问题》《中州大学学报》 2010年01期 .
[2]丁美宙,王宏生.《气流干燥在烟草加工中的应用研究进展》《烟草科技》 2005年第9期.
[3]徐伟民,刘剑敏,舒梦,徐荣华.《COMAS烘丝机整体改造与应用》 《烟草科技》 2011年02期 .
作者简介:丁聪,毕业于沈阳航空航天大学自动化专业,助理工程师,就职于龙岩烟草工业有限责任公司,从事电气技术维护。