
斜面盖冲孔工艺及模具设计
2014-10-10 07:06钟翔山江西省新余市长林集团长林机器公司
锻造与冲压 2014年14期
文/钟翔山·江西省新余市长林集团长林机器公司
李松林·江西省新余市赛维太阳能高科技有限公司
斜面盖冲孔工艺及模具设计
文/钟翔山·江西省新余市长林集团长林机器公司
李松林·江西省新余市赛维太阳能高科技有限公司
通过对冲切凸模在斜面冲切过程中受力及其所产生影响的分析,设计了合理的模具结构。同时,针对斜面冲孔的加工难点,系统归纳了在斜面冲孔模设计时,在模具结构中可采取的措施及方法。
零件结构
图1为某改进产品上的斜面盖,由料厚为1mm的Q235-A钢板制成,该产品已小批量生产,根据安装要求,需要在已弯曲好的斜面盖顶部冲切出矩形孔。
斜面冲切工艺难点
与在平面上冲孔相比,在斜面或锥面上冲孔(斜冲),其凸、凹模的受力情况和工件材料的变形及分离过程要复杂得多。平面冲孔时,凸模与冲孔平面垂直,尽管剪断面上除剪应力外还有侧向拉应力或压应力,但对于封闭轮廓线而言,各向的侧应力基本上可相互抵消,所以凸凹模仍然处于稳定的平衡状态,不会发生明显的横向偏移。但斜冲时,凸模处于倾斜位置,不垂直于冲孔平面,凸模沿被切轮廓线无论是同时切入还是由局部切入后再逐渐推移都会产生较大的侧向力。对矩形断面凸模来说,斜面最上与最下两条边和普通平板的冲裁变形相同,而对两条斜边的冲载,除了垂直向上的冲裁变形抗力FC外,还将水平受到一个作用在凸模上的侧向分力FS,受力如图2所示。
侧压力的存在将使凸模工作时发生歪斜,造成间隙不均匀。当斜面角大时,产生的侧压力就大,对凸模零件的影响也就越大,为此,在模具设计中须有针对性地采取措施。
模具设计
模具结构及工作原理
采用的模具结构如图3所示。
模具工作时,将弯曲好的半成品安装在凹模上,并使之与凹模较好地吻合。随着压力机滑块的下移,在凸模与凹模共同作用下将矩形孔冲切出来。
设计要点
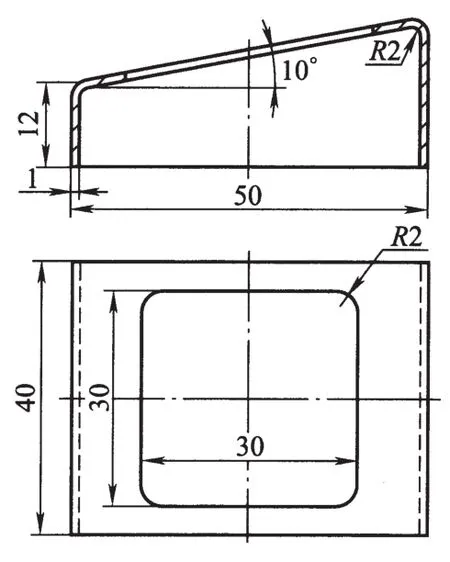
图1 斜面盖结构图
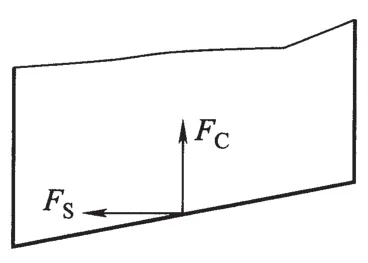
图2 冲切凸模受力分析图
在模具设计时,为保证斜冲时零件的稳定、可靠,模具间隙a取单面间隙的0.5倍,b则取标准查表间隙的1.5 倍,以减小侧向力FS的影响。该间隙分配的目的是当凸模在受侧向力向外偏移时,能使单边间隙都在标准间隙值上、下限之内,以保证冲切断面良好,冲切顺利进行。
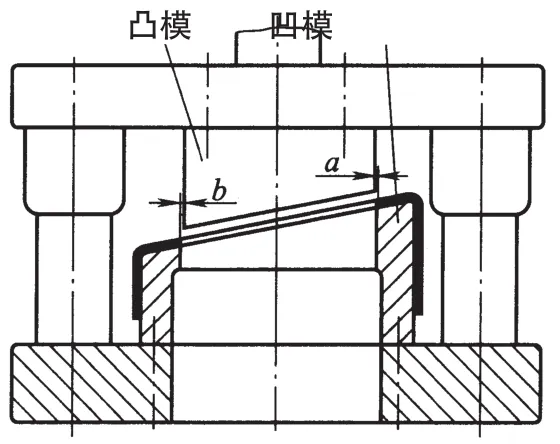
图3 斜面盖冲孔模
结构设计分析
在斜面上冲孔时,冲孔凸模不可避免地要承受侧向力的作用,进而使凸模承受该力所引起的弯矩,造成凸模的偏移。当弯矩过大时可将凸模折断。当偏移较大时就破坏了凸、凹模间隙的均匀性,使模具磨损加剧,模具寿命降低,同时也使工件毛刺增大,导致切断面质量和尺寸精度降低。当偏移进一步增大时将导致凸、凹模相互卡死,甚至挤裂,引发模具、设备等安全事故。因此,应尽量将工件的斜冲改为平冲,将凸模由倾斜改为垂直于冲孔平面。具体可考虑以下两种方法:将工件翻转,使斜面处于水平位置,但应注意工件定位的可靠性;将凸模安装在斜面的法线方向,利用楔块传动推动凸模进行垂直冲裁,但该方法将直接导致模具结构的复杂化。
在企业生产中,为简化模具结构,降低制造成本,当工件的斜面倾斜角度不是很大(α<45°)时,仍可直接采用斜冲方式,但必须采取措施以减小侧向力引起的弯矩和防止凸模的横向偏移,在模具结构上可采取的对策主要有:
⑴凸模加装固定护套。护套固定在凸模固定板上,与凸模紧密配合,为了充分发挥护套的保护作用,凸模露出护套的刃口部分应尽可能缩短,模具结构如图4所示。
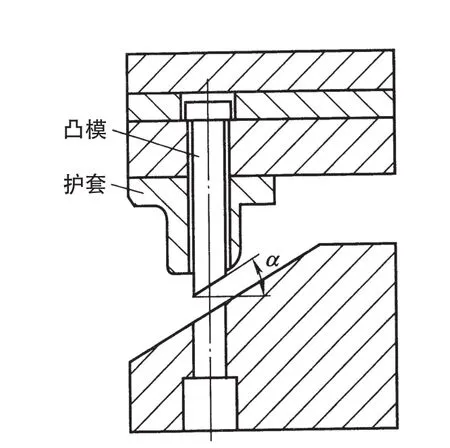
图4 凸模加装固定护套
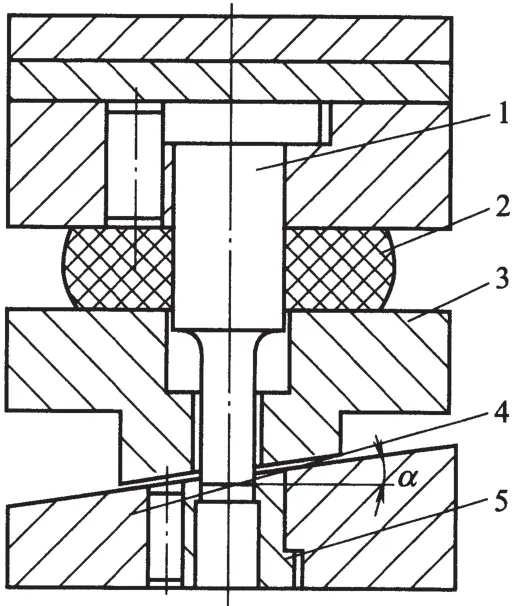
图5 弹压导板导向

图6 斜刃凸模的刃口斜角
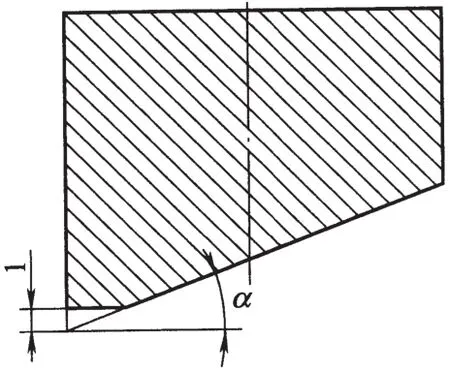
图7 冲切大斜面角时凸模的结构
⑵采用弹压导板。利用弹压导板对凸模进行导向和平衡侧压力,模具的弹压导板与凸模制成小间隙配合,模具结构如图5所示。
⑶提高导向精度。采用滚动式导柱、导套模架进行导向,有助于平衡并减小侧向力引起的弯矩,从而防止凸模的横向偏移,为消除压力机精度对模架导向精度的影响,也可在滑动式导柱、导套模架结构中采用浮动模柄。
⑷确定合理的凸模形状。当α>15°时,由于侧向力较大,可采用0<β<α的斜刃凸模结构来减小侧向力所造成的影响,β与α的差值可按α-β=(1°~3°)确定,其结构及受力分析如图6所示。图中,β为斜刃凸模的倾斜角度,F为冲裁力,Q为侧向力,F合为F和Q的合力。
之所以采用这种结构,因为当0<β<α时,能保证凸模右边刃部先切入板料,而该刃部呈钝角形状,强度较好。特别是此时F和Q对凸模产生的弯矩方向正好相反,即MF为逆时针方向,MQ为顺时针方向,二者可以抵消一部分,从而降低了凸模所受的总弯矩,提高了凸模的抗弯强度。
当α≤15°时,也可取β=0,此时仍然是凸模右边刃部先切入板料,其受力情况与0<β<α时类似,且这种平口凸模形状简单,加工方便。
此外,在冲切斜面零件时,要仔细分析考虑侧向力对凸模造成的偏移,这种偏移对小凸模产生的后果就更为严重,甚至可能影响到冲切的断面质量及冲切过程的顺利进行,适当地调整初始间隙值,保证模具工作时的合理间隙。
当15°<α<45°时,由于凸模斜角较大,尖角过于尖锐,冲切时容易崩刃。因此,采取如图7所示的处理方式,将尖角磨掉1mm,形成一微小平台,从而解决崩刃问题。
结束语
在斜面冲孔中,针对模具结构设计以及模具加工过程中出现的难点,采取合理有效的措施来加以解决,可有效提高模具使用寿命及产品质量的稳定性。
猜你喜欢
建材发展导向(2022年18期)2022-09-22
军民两用技术与产品(2022年2期)2022-06-01
模具制造(2022年1期)2022-02-23
北京航空航天大学学报(2021年4期)2021-11-24
锻造与冲压(2020年7期)2020-04-17
学校教育研究(2020年3期)2020-02-18
汽车实用技术(2019年16期)2019-09-11
西部论丛(2018年11期)2018-10-19
科学家(2017年13期)2017-08-11
科技视界(2017年3期)2017-05-20
