
双丝串列MIG/MAG高效焊接
2014-09-04 09:36刘晓丽河北省锅炉压力容器监督检验院
中国特种设备安全 2014年1期
梁 烨 刘晓丽 河北省锅炉压力容器监督检验院
双丝串列MIG/MAG高效焊接
梁 烨 刘晓丽 河北省锅炉压力容器监督检验院
随着制造业的迅猛发展,焊接结构的生产量逐年增加,这对焊接效率提出了更高的要求。在诸多焊接方法中,双丝串列MIG/MAG焊作为一种高效优质焊接方法,可以大幅度地提高焊接速度和金属熔敷率,从而提高焊接效率[1]。
双丝串列MIG/MAG焊既解决了传统单丝焊在高焊速时容易出现的未焊透、咬边、成形差等,又解决了高送丝速度时熔滴过渡的困难。此外,它还具有电流调节范围宽、飞溅少、变形小、焊缝成形好等优点。双丝串列MIG/MAG焊在管道、造船、锅炉与压力容器等制造中得到越来越多的应用[2-3]。
1 双丝串列MIG/MAG焊原理
双丝串列MIG/MAG焊是在双丝并联MIG/MAG焊的基础上发展起来的一种高效焊接方法。如图1所示,双丝并联MIG/MAG焊由同一电源(或者两台并联电源)供电,两根焊丝共用一个导电嘴。由于两根焊丝上的电流方向是相同的,焊接电弧容易互相吸引而导致电弧不稳。双丝串列MIG/MAG焊则能避免该问题,实现稳定高效的焊接。如图2所示,它由两台电源、两台送丝机、一台同步控制器和一把焊枪等组成。两根焊丝分别由各自的电源供电,并由各自的送丝机构经过相互绝缘的导电嘴送丝,在焊丝和工件间形成两个独立电弧。在同步控制器的控制下,两电弧协同工作形成一个共同的熔池。一般前导焊丝的电流要大于跟随焊丝。前导焊丝主要用于控制熔深,而跟随焊丝除填充金属外,主要控制焊道成形和坡壁熔合。

图1 双丝并联MIG/MAG焊示意图

图2 双丝串列MIG/MAG焊示意图
为了避免电弧间的相互干扰,双丝串列MIG/ MAG焊一般采用相位角相差180°的直流脉冲供电模式。如图3所示,在协同控制器的调节下,前导焊丝的电流峰值对应跟随焊丝的基值,跟随焊丝的电流峰值对应前导焊丝的基值,两个电弧实现了交替导通,这样就最大程度地降低了电磁力的影响。同时,由于采用直流脉冲供电,双丝串列MIG/MAG焊可在较大的电流范围内实现一种理想的熔滴过渡形式即一脉一滴。

图3 双丝串列MIG/MAG焊的熔滴过渡
对于传统的单丝焊,大电流高速焊时很容易产生咬边,这主要因为电流增加,电弧压力也随之增加,电弧压力迫使更多液态金属向电弧后方聚集。当电弧继续向前移动后,金属无法到达焊趾,从形成咬边缺陷。而在相同的热输入量下,双丝串列MIG/MAG焊的电弧力更加分散,熔池的流动状况和热分布状况得到了改善,从而有效地降低了咬边倾向[4]。
综上所述,通过采用相位角相差180°的双直流脉冲供电,双丝串列MIG/MAG焊可以实现了稳定、高效的焊接过程。
2 双丝串列MIG/MAG焊的工艺特点
2.1 较高焊接速度和熔敷速率
由于采用双丝加热,无论是MIG焊铝,还是MAG焊钢,双丝焊均比单丝焊的焊接速度要快1~2倍,见表1。
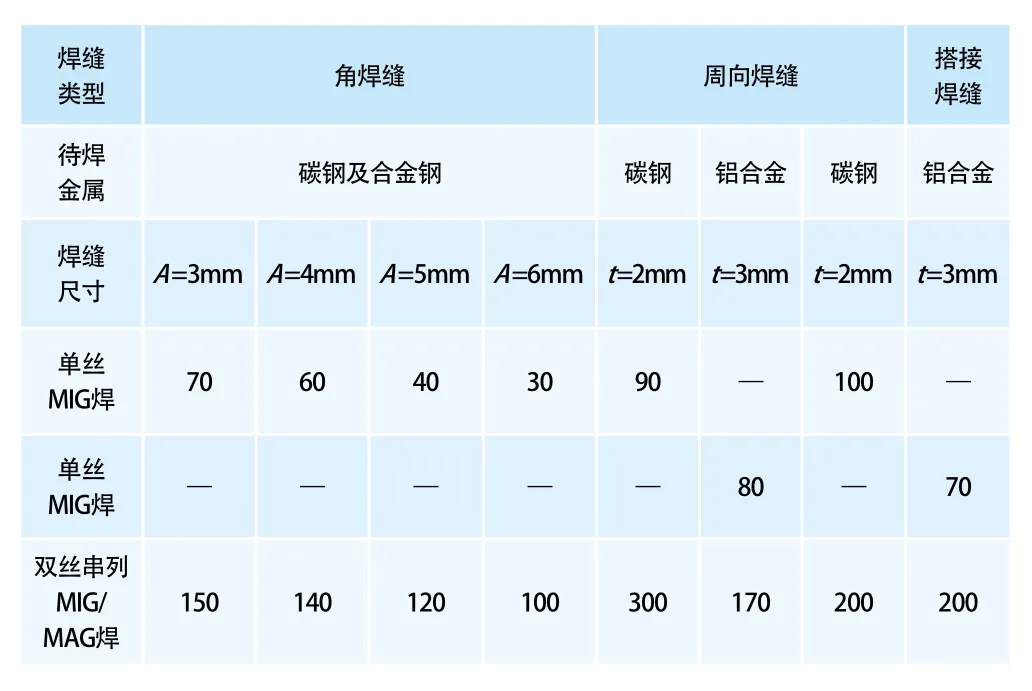
表1 焊接速度对比(单位:cm/min)
双丝串列MAG焊的熔敷率也要高于单丝MAG焊、药芯焊丝单丝电弧焊和单丝埋弧焊,其最高熔敷率可达16kg/h。
2.2 具有脉冲焊的优点
双丝串列MIG/MAG焊的双丝均采用直流脉冲模式,所以它也具有了脉冲熔化极氩弧焊的特点。
1)电流调节范围宽,工艺适应性好。
2)熔敷效率增加时,仍能保持较低的热输入,可以用于薄板焊接。
3)熔滴过渡及熔池尺寸容易控制,有利于实现全位置焊。
4)脉冲电弧具有熔池搅拌作用,可以细化晶粒,消除气孔。
3 双丝串列MIG/MAG焊在实践中的应用
双丝串列MIG/MAG焊可以用于碳钢、低合金钢、不锈钢和铝合金等多种金属的焊接。焊接接头的形式有搭接焊缝、平角焊缝、船形焊缝和对接焊缝等。其应用实例见表2。
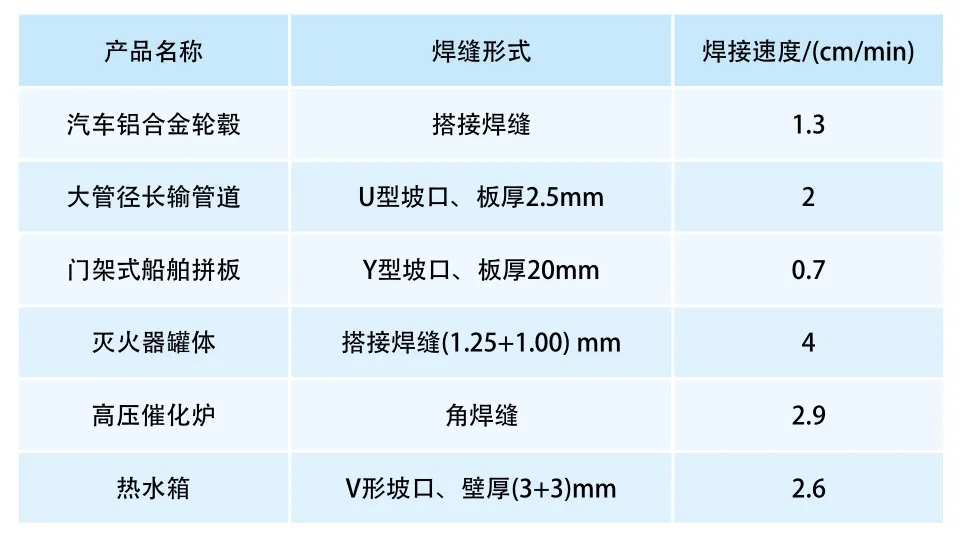
表2 双丝串列MIG/MAG焊应用实例
4 趋势与展望
由于双丝串列MIG/MAG焊的工艺参数可调节性好,例如前导焊丝和跟随焊丝的间距、夹角、焊丝伸出长度及各自的焊接参数都是可以调节的,通过不同参数的优化配合,该工艺的应用范围会更加广泛。而且,多个双丝焊枪可以同时使用,使焊接效率得到了进一步的提高,该方法对于压力容器、管道、船板等中厚板焊接有着重要的意义。总之,由于诸多的优点,双丝串列MIG/MAG焊必将为越来越多的生产企业采用,为经济发展做出更大的贡献。
1 陈裕川.高效MIG/MAG焊的新发展(一).现代焊接, 2008, 72(12):4~8
2 史耀武.油田长输管线焊接技术的新发展.电焊机,2005, 35(9):37~42
3 李桓.熔化极脉冲焊设备及其在焊管生产中的应用前景.焊管.2012,33(2):40~44
4 李兴林,黄石生,吴开源.高速双丝脉冲MIG焊的研究.电力电子技术,2008,42(3):39~40
2013-09-03)
猜你喜欢
南昌大学学报(工科版)(2022年1期)2022-06-16
合成纤维工业(2021年5期)2021-10-31
焊接(2021年4期)2021-07-07
焊接(2021年2期)2021-05-07
纺织报告(2020年10期)2021-01-19
合成纤维工业(2020年4期)2020-09-16
新教育时代·学生版(2020年10期)2020-07-31
纺织报告(2020年3期)2020-07-13
福建基础教育研究(2020年1期)2020-05-28
热喷涂技术(2019年2期)2019-08-22
