隔爆型电机外壳强度的计算
2014-08-30 05:53,,
防爆电机 2014年3期
,,
(1佳木斯电机股份有限公司,黑龙江佳木斯 154002;2沈阳透平机械股份有限公司,辽宁沈阳 110869;)
0 引言
煤炭、石油、化工等行业生产时会形成爆炸性气体环境,所以需要选用隔爆型电机、增安型电机和正压外壳型电机。根据国家标准GB 3836—2010的要求,增安型电机的要求越来越严格,特别是高压电机,必须增加吹扫装置,这给用户的使用和维护带来很多麻烦;而正压外壳型防爆电机,不仅需要昂贵的正压补偿设备和惰性气体,还需要很好的密封。而电机运行场所的工作环境多存在潮湿,有爆炸性气体、腐蚀性气体和各种尘埃等情况,密封和维护制约着正压型防爆电机的安全运行。而隔爆型电机具有价格合理、使用维护方便等诸多特点,在特定的条件下,隔爆型电机成为了首选产品。
隔爆型电机的隔爆外壳,由机座、端盖、内盖、轴承套、电缆引入装置(隔爆接线盒)等组成,本文只针对隔爆电机的机座外壳进行强度计算。
1 隔爆型电机的防爆原理
组成隔爆外壳的零部件,相互间靠平面结合面、止口结合面或平面加止口结合面装配在一起组成完整的隔爆外壳。结合面之间存在安全间隙称为隔爆间隙,但必须符合有关防爆规程的要求。当隔爆型电机运行在爆炸性气体环境中,可燃性气体一定会进入隔爆外壳内,当外壳内产生火花、电弧、或危险温度时,其能量足以引燃爆炸性气体混合物时,爆炸火焰从隔爆间隙窜到外壳外部,火焰能量瞬间降低至不能引燃外壳外部可燃性气体的能量,不允许引起爆炸气体环境爆炸,这就是隔爆原理。
2 隔爆外壳的重要性
当外壳内部产生爆炸时,会产现很强的爆炸压力,如果外壳强度不够,将会引爆整个爆炸性气体环境,给生命和财产造成重大损失。因此隔爆外壳设计是隔爆型电机的关键,必须能承受规定的爆炸压力不损坏或不会永久变形。因为损坏或变形会破坏外壳的隔爆性能,所以隔爆外壳要有足够的机械强度和刚度。为保证隔爆型电机的隔爆性能,组成外壳的各零件之间的配合间隙和配合面也必须要符合GB 3836.2—2010 爆炸性环境 第2部分:由隔爆外壳“d”保护的设备。值得注意的是:隔爆型电机外壳表面的温度也要按照温度组别控制在规定范围内,否则超过规定温度时,外壳本身就成为引爆源,就会点燃电机周围可燃性气体。
3 隔爆外壳的结构
按照隔爆型电机外壳几何形状可分为两种:一种是圆筒结构;另一种是箱式结构。冷却方式IC411、IC511等系列电机机座外壳是圆筒结构,结构示意图见图1,而IC81W(YBKS)系列电机机座是箱式结构,结构示意图见图2。

图1 IC411、IC511系列电机机座外壳结构

图2 YBKS(IC81W)系列电机机座结构
4 隔爆外壳钢板厚度的计算
电机外壳内部有定子铁心、铸铝转子、线圈、内风扇、挡风板等零部件。当电机内部爆炸时,各零部件一定会使电机内部存在压力集中和重叠现象,而且外壳承受压力(达到和接近爆炸压力)时间又很短,在几十毫秒到几百毫秒内即结束。根据试验结果,在瞬时的外力作用下钢材的极限强度和屈服强度都可提高,所以外壳强度计算涉及的因素较多,国内外均在研究更准的计算方法。本文提供的方法,即电机外壳按照静载荷计算,再通过试验验证和类比方法,确定合理的外壳尺寸。
根据外壳受力情况,外壳形状应尽可能设计成圆筒状,以防止爆炸压力过分集中和重叠。但由于外壳内部安装的部件所占据的位置和加工工艺的要求,以及使用操作条件等限制,也允许将外壳设计成其它形状,如箱式结构,使用此结构一定要十分小心,这种结构不仅很难计算,一旦设计不合理,爆炸压力集中和重叠现象十分明显,很难通过防爆试验。国内外的隔爆型电机也很少采用此结构,所以下面我们只介绍圆筒外壳静载验算方法。
(1)壁厚设计公式 根据第三强度理论,以内径Da公称直径,考虑焊缝对强度的削弱作用以及腐蚀的影响,实际壁厚设计公式为
式中,t—实际壁厚(cm);P—设计压力(kg/cm2);Da—外壳内径(cm);[σ]—材料的许用应力(kg/cm2);φ—焊缝系数,或许用应力折减系数(<1);C—壁厚附加量(cm)。
(2)各计算参数的选择
P—设计压力(kg/cm2)考虑间隙泄压的滞后情况,推荐设计压力为最大爆炸压力。
[σ]—材料的许用应力(kg/cm2)。
在常温下,以应力极限σs为强度指标时的安全系数ns和以强度极限σb为强度指标时的安全系数nb是不同的,但二者之间又有一定的关系。一般先规定nb=3.0,然后根据一般材的屈强σs/σb=0.55,使σs/ns=σb/nb,从而得到ns=1.65,这对碳素钢制成的外壳是正确的。钢板的许用应力值见表1。
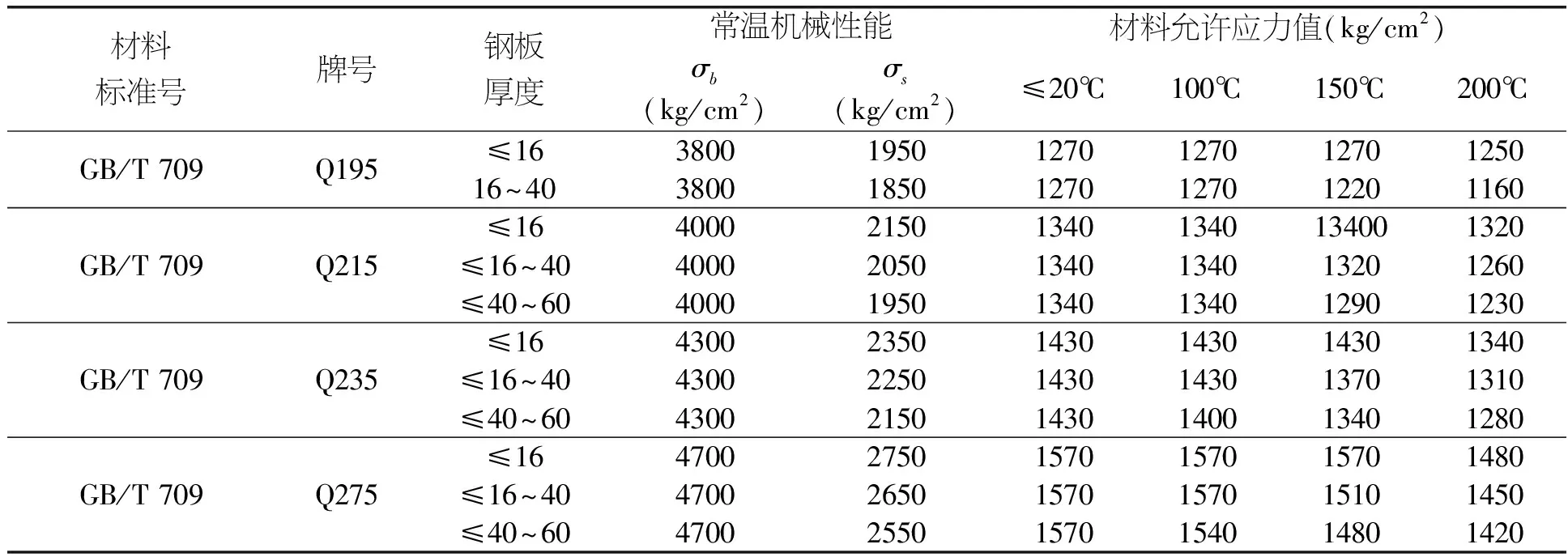
表1 钢板许用应力值
φ—焊接系数,考虑到由于焊接对外壳强度的削弱,而用以降低设计许用应力的一种系数,也可叫作“许用应力折减系数”。
在按照焊接规范进行焊接的前提下,焊接系数的大小取决于焊缝坡口的形式、焊接方式(双面焊、单面焊、单面带垫板)、焊接工艺(手工焊、自动焊)以及焊缝探伤检验的严格性。可根据表2进行选取。

表2 焊缝系数
C—壁厚附加量 主要包括钢板负公差、外壳加工过程中的工艺减薄量和在工作年限内由于化学腐蚀等造成的腐蚀裕量。因此
C=C1+C2+C3
式中,C1—钢板的负公差(按表3选取)。
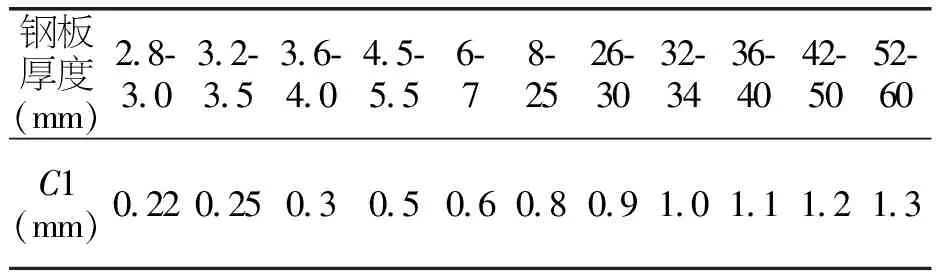
表3 钢板负公差C1
C2—工艺减薄量 对于冷卷和热卷的圆筒按表4选取。
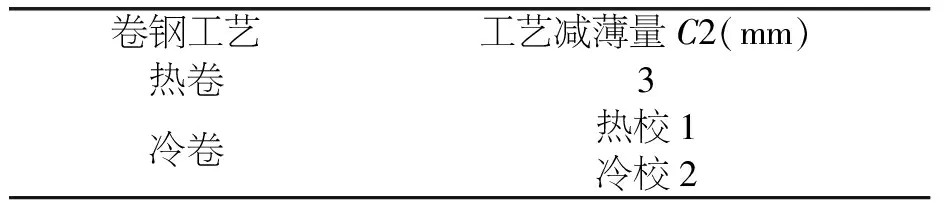
表4 圆筒工艺减薄量C2
C3—腐蚀裕量 取决于环境介质的腐蚀性、腐蚀速度。对于炭素钢,应不小于1.0mm。
(3)确定维修加工余量
在正常使用、维护中,隔爆型电机外壳会造成一定的机械损伤,煤矿井下的潮湿、化工石油场所的腐蚀性气体都会对隔爆型电机外壳的加工表面造成腐蚀。因此,外壳的加工面部分(指隔爆型电机的机座)要留有一定的维修加工余量。一般要比标准尺寸增加15%,但至少不得小于1mm,以保证修理后极有足够的机械强度。
5 结语
本文所述的计算方法,虽然不能完全按照动态爆炸压力计算外壳强度,但计算方法可以完全满足工程需要,能承受所需要的爆炸压力,此方法已通过了大量的试验验证,如果隔爆外壳是其它材料,将相应材料的机械性能代入即可,如灰铸铁、不锈钢等,但外壳结构必须是圆筒结构。
[1] 防爆电气技术与应用.黑龙江科学技术出版社,1985.
[2] GB 3836.1—2010 爆炸性环境 第1部分:设备 通用要求.
[3] GB 3836.2—2010 爆炸性环境 第2部分:由隔爆外壳“d”保护的设备.
[4] GB 3836.3—2010 爆炸性环境 第3部分:由增安型“e”保护的设备.
[5] GB/T 700—2006 碳素结构钢.
猜你喜欢
防爆电机(2022年4期)2022-08-17
防爆电机(2021年2期)2021-06-09
防爆电机(2020年3期)2020-11-06
工业加热(2020年8期)2020-09-14
装备制造技术(2019年12期)2019-12-25
农药科学与管理(2019年8期)2019-11-23
模具制造(2019年7期)2019-09-25
山东工业技术(2016年15期)2016-12-01
凿岩机械气动工具(2016年3期)2016-03-01
火炸药学报(2014年1期)2014-03-20