
轴承套圈沟道强化研磨加工速度优化研究*
2014-08-22 11:23:56萧金瑞刘晓初谢碧洪刘长红张建文何铨鹏1广州市金属材料强化研磨高性能加工重点实验室广州5100062广州大学机械与电气工程学院广州5100063罗定职业技术学院广东罗定527200
机床与液压 2014年24期
萧金瑞,刘晓初†,谢碧洪,刘长红,张建文,何铨鹏1.广州市金属材料强化研磨高性能加工重点实验室,广州 5100062.广州大学机械与电气工程学院,广州 5100063.罗定职业技术学院,广东 罗定 527200
1.Introduction
Bearing is one of the most common mechanical equipment rotating parts and also is used to support shaft parts of mechanical joints.Bearing usually has high strength,high elastic limit and wear-resistance performance[1].With the development of mechanical equipment,the precision of mechanical components movement becomes more and more important.To a large extent,the movement precision of mechanical component mainly depends on the rotation accuracy of bearing such as the vibration of motor and the runout of spindle axis.The workbench smooth level of CNC machine and the movement precision of the tool are closely related to the bearings,which support the moving spindle axis.It could be seen that bearing plays an important role in the development of industry.The machining precision of rotary precision and reliability of the bearing are the keys to the development of modern mechanization and automation.
If the lubricant can not be used to lubricate the bearing,the bearing will be burn out due to the heat generated by the friction and the fatigue life of bearing will be remarkably reduced,especially in the applications such as food production,precision electronic instruments and chemical equipment.With the development of self-lubricating bearing,such as bronze graphite oil-retaining bearing,inlaid graphite bearing and sintering oil-retaining bearing,the above-mentioned problem has been successfully solved.Due to the limits of material and structure,the stiffness of self-lubricating bearing is relatively small and the wear-resistance performance is poor.Therefore,this kind of bearing could be only used on the occasion of low load and low speed[2],and the bottleneck of the development of large precision ma-chinery and automation equipment is still the lubrication of bearing.Based on the current situation of lubrication of bearing in machinery equipment and the reinforced grinding processing method proposed by professor Liu of Guangzhou University,the Workbench Explicit Dynamics finite element analysis software is used to conduct the numerical analysis in this paper,and the optimal velocity is put forward to obtain the oil sac structure which will be much helpful to improve the wear resistance and fatigue life of bearing.
Reinforced grinding is a kind of method for micro-cutting and plastic strengthen,which makes the mixed abrasives jet to the surface of rotating workpiece randomly in a high speed and the abrasives collide the workpiece surface from normal direction or tangential direction in a random way(as shown in Figure 1).The reinforced abrasives consist of small steel balls,abrasive powder and reinforced grinding fluid.At the normal direction,the elastic-plastic deformation happens in the collision area with the impact of small steel balls and abrasive powder,which will form a dense of small pits in the metal surface and change the texture.Therefore,the local density will be increased and the grain will be refined.Consequently,the hardness and strength of workpiece are improved[3].The collision leads to the forming of elastic-plastic deformation.And the elastic-plastic deformation makes the workpiece obtain residual compressive stress which is helpful to improve the fatigue life and strength of the bearing[4].At the tangential direction,the tangential relative movement occurs between the abrasives and the workpiece surface.Then burrs on the surface of the workpiece will be removed by the extrusion friction and the micro cutting.As a result,the surface quality and the strength of workpiece are improved and the surface roughness gets reduced[5].After the reinforced grinding,the own surface texture is failure and a new plastic layer is produced.Generally speaking,the new plastic layer could reach up to 0.5 ~ 1.5 mm under the surface[6].Finally,the fatigue strength and fatigue life of bearing will be greatly improved.
Affected by the environment temperature,the heat bilges cold shrink effect will happen in dense homogeneous small pits,which is produced during the reinforced grinding.After reinforced grinding,the bearing rings will be dipped in the oil for oil processing.And then,the lubricant will seep into the small pits.On the one hand,when the bearing rotates,heat will be generated due to the friction between the raceway and rollers.Then the bearing ring will expand,and the volume of small pits will be squeezed,and the lubricant will be spilled out from the spits.On the other hand,when the bearing stops,the temperature will drop down and the surface of bearing will restore to original appearance,and the lubricant will be sucked back into small pits.Therefore,it could be seen that the small pits,produced in the reinforced grinding process,will form the function of the oil sac.Further more,the small pits implement the self-lubricating of bearing operation,and it could solve the bearing lubrication problem in complex environment[7].
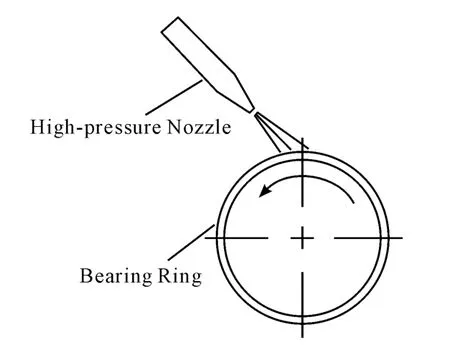
Figure 1.The processing method of bearing reinforced grinding
2.Design
2.1.Simulation design
The number of impact sources has nothing to do with the plastic deformation which occurs during reinforced grinding process for workpiece[8].Therefore,the reinforced grinding of bearing ring could be simplified to the process of a single small steel ball impacts the bearing ring.An inner ring of 61812 deep groove ball bearing is selected as the reinforced grinding object.And a small steel ball of 2.0 mm in diameter is selected as the source of collision.Since the time of impact process is very short and it accompanies with the grinding fluid,the temperature field could be ignored.According to the Reference[9],the basic sizes of 61812 deep groove ball bearing inner ring are showed in Table 1.The part of bearing inner ring,whose central angle is 15°,is selected as the finite element analysis model.GCr15 bearing steel,which is commonly used for bearing,is chosen as the ring material.The mechanical property of GCr15 is showed in Table 2.Since the bearing steel is elastic-plastic material,it will be influenced by
strain-hardening and strain rate hardening while the small steel ball impacts the surface of the material.The primary study of this paper is the effect of strain rate hardening.The Cowper-Symonds equation of elastic-plastic follow-up reinforced is builded as the model of bearing steel material[10].The model is shown as follows.

Where,ε is strain rate,and the value is0.5.C and P are the coefficients of strain rate,respectively,C=1 300,P=5;EPis plastic hardening modulus.Etis shear modulus.β is hardening parameter,and it is kinematic hardening when the value ofβequal to zero,and it is isotropic hardening when the value of β equal to one.εeffPis effective plastic strain.σ0is initial yield stress.
The small steel ball could be simplified as a standard ball and it will contact with the inner ring raceway.Then, the three dimensional geometric model could be obtained.

Table 1.The basic size of 61812 deep groove ball bearing inner ring/mm

Table 2.The mechanical property of GCr15 bearing steel material
The main task of this study is to obtain oil sac by reinforced grinding with the optimal technological parameters.The radial cutting of reinforced grinding is micro-cutting and has little influence to the formation of oil sac,therefore,it could be ignored.During the process of machining,the rotation of the bearing,whose function is to make abrasives sprayed to the bearing roller path evenly,is equal to the movement of the high pressure nozzle.The bearing boundary condition is set to displacement type,and the rotation and displacement of bearing ring inner arc surface along x,y,z axis direction are limitted to zero.The small steel balls are assumed as rigid body and they will impact on the bearing ring channel at a rate between 40 m/s and 100 m/s during the reinforced grinding process.
The inner ring of bearing is a nonlinear elastoplastic deformable body.8 nodes linear reduction unit of explicit three-dimensional stress is selected as the type grid cell.Workbench Explicit Dynamics,which is a meshing tool and part of Ansys,is used to divide the inner ring into hexahedral element mesh.The small steel ball is set to explicit linear three-dimensional stress tetrahedron unit.And free grid tool is used to divide the small steel ball into tetrahedron unit.The generated mesh model is shown in Figure 2.
Workbench Explicit Dynamics explicit iteration algorithm is used for the finite element numerical simulation with different velocity.The total number of iteration is set to 100 steps.

Figure 2.The meshing generation
2.2.Analysis of the design results
Part of the kinetic energy of post-collisional small steel ball is translated into internal energy of bearing ring.According to Reference[10],the collision energy of small steel ball could be obtained by using the following equation.

Where,m1is the quality of the small steel ball,kg.m2is the quality of the bearing ring,kg.v is the impact velocity of small steel ball,m/s.According to literature 5,about 80.2%kinetic energy of small steel ball will be converted to the internal energy of bearing ring,and among that about 65.5%energy is dissipated during the plastic deformation.Thus,it can be seen that most of the energy of small steel ball will be absorbed by the bearing ring,so the plastic deformation of bearing ring occurs in the bearing ring.
Figure 3 is the mises stress distribution cloud of bearing ring raceway after the impaction of small steel ball with the velocity of 40 m/s.It can be seen that the max stress of the collision area of bearing ring raceway is greater than the yield limit before the collision.Therefore,the collision area is obviously plastic reinforced.The impact velocity of the small steel ball gets increased up to 100 m/s.The max stresses of the bearing ring are recorded.The relationship between the max stress and impact velocity is shown in Figure 5.As shown in this figure,the max stress of the impact area will expand when the impact velocity of the small steel ball gets increased.When the impact velocity is up to 74 m/s,the max stress of the impact area is close to the ultimate strength of the bearing material(as shown in Figure 4).And the bearing ring could be greatly reinforced and it will not be damaged.Whereas,when the impact velocity of small steel ball is greater than 74 m/s,the increase rate of max stress will slow down and become stable.Thus,the reinforced grinding the bearing ring channel with the impact velocity of 74 m/s can get the highest residual compressive stress and it becomes the most helpful to improve the fatigue strength and fatigue life.

Figure 3.The impact velocity of the small steel ball is 40 m/s
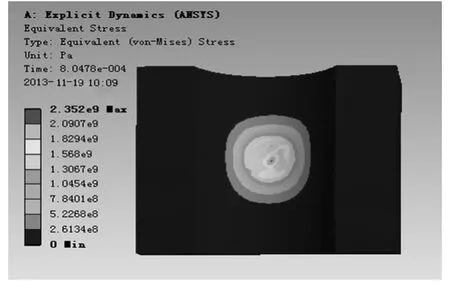
Figure 4.The impact velocity of the small steel ball is 74 m/s
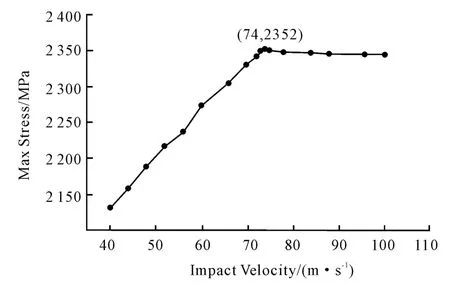
Figure 5.Max stress-impact velocity diagram
3.Experiment
3.1.Material and methods
The reinforced grinding machine(as shown in Figure 6),which is self-developed by professor Liu at Guangzhou University,is used for the process of reinforced grinding the channel of bearing inner ring.The velocity of the abrasives is set to 74 m/s.In order to make the small pits uniform and dense after the collision,the small steel ball and grinding powder of different sizes are mixed and used as the main ingredient of strengthening abrasives.The samples before and after this process are selected as research objects(as shown in Figure 7).JMTT digital Rockwell hardness tester is used to checkout the hardness of bearing inner ring before and after the process,respectively.5 points on the surface of each sample are selected randomly and the hardness values are measured.The surface microtopography of sample is observed with field emission electron microscope(as shown in Figure 8).

Figure 6.Reinforced grinding machine

Figure 7.Samples

Figure 8.Field emission electron microscope
The test object is an inner ring of 61812 deep groove ball bearing.The inner diameter is 60.0 mm,and the external diameter is 66.2 mm.The material is CGr15 bearing steel and the various performance is shown in Table 2.The components of reinforced grinding abrasives are shown in Table 3 and 4.Ethylene glycol amine solution is used as lubricant.It is helpful to reduce traumas that occur during grinding process,and the detergent could be used to clean up the surface of workpiece after grinding process.The water is used to dilute the solvent.
3.2.Results and discussion
The hardness values of samples before and after process are shown in Table 5.It can be seen that the hardness value of each measurement point after the process is generally greater than that of before.Furthermore,the average hardness value is 0.54 HRC which is higher than before.Therefore,reinforced grinding will improve the hardness and the wear resistance of workpiece.

Table 3.Sizes of the steel balls and the proportion

Table 4.Components of grinding power and grinding fluid

Table 5.The surface hardness of samples before and after processing/HRC
Figure 9 illustrates that the surface textures of bearing ring raceway before process are distributed ruly and densely which is not helpful for the storage of lubricate oil.Figure 10 shows that dense irregular small pits,which are beneficial for storage and release of oil,appear on the surface of bearing ring raceway after the process.From the microstructure point of view,dense of small pits is distributed on the surface of bearing ring raceway after reinforced grinding process with impact velocity of 74 m/s.Furthermore,it will form a layer of oil sac that improves the strength,the fatigue performance and fatigue life greatly at the same time.
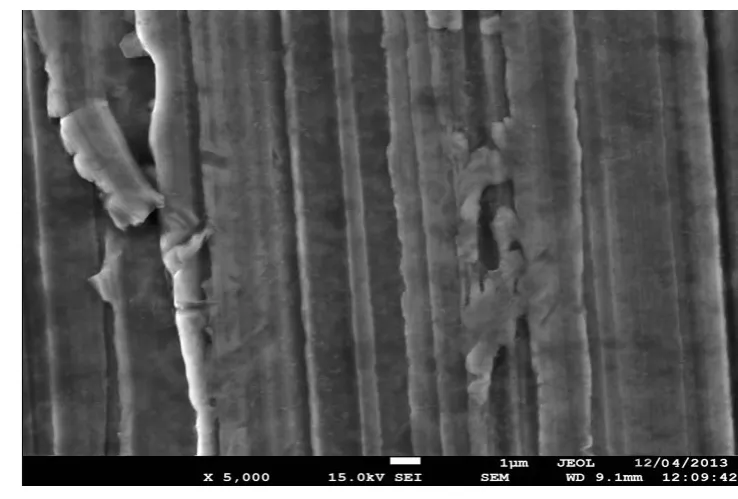
Figure 9.Sample before processing(×5 000)

Figure 10.Sample after processing(×5 000)
4.Conclusion
In this paper,Workbench Explicit Dynamics software is used to establish the impact finite element model of reinforced grinding process of bearing ring.Explicit algorithm is used for three-dimensional numerical simulation.The magnitude of residual compressive stress of bearing ring raceway is analyzed when the steel ball is at different velocities.According to the material characteristics of bearing ring,the optimal impact velocity is selected as one of the reinforced grinding process parameter.The reinforced grinding of bearing ring raceway is tested with this optimal velocity.Some conclusions could be drawn as follows:
1)The max stress of the impact area will expand when the impact velocity of the small steel ball gets increased.
2)When the impact velocity is 74 m/s,the max stress of the impact area is close to the ultimate strength of the bearing material.Therefore,the velocity of 74 m/s is the optimal value for the reinforced grinding of bearing ring.
3)When the impact velocity of small steel ball is greater than 74 m/s,the increase rate of max stress will slow down and becomes stable.
4)The hardness of workpiece after reinforce process is 0.54 HRC which is higher than that of before.
5)It could obtain a large number of surface microscopic structures of oil sac after this process with the optimal velocity.
Consequently,the wear resistance of workpiece could be improved,as well as the fatigue life is prolonged.
[1] Zhu Z X,Zheng M X.Engineering Materials[M].Version 3, Beijing:Tsinghua University Press, 2001:179-181.
[2] Chen R.Graphite-Material and Graphite-Bearing[J].Carbon,2001(4):32-35.
[3]Sinanoˇglu,Nair C,KaramşF,et al.Effects of shaft surface texture on journal bearing pressure distribution[J].Journal of Material Processing Technology,2005(168):344-53.
[4] Yan L L.The Technology and Application of Ultrasonic Shot Peening[J].Manufacturing Technology & Machine Tool,2010(6):29-31.
[5] Liu CJ,Liu X C,Li W X,et al.Numerical Simulation of Collision in Strengthening and Polishing of Bearing Ring Raceway[J].Bearing,2010(12):21-23.
[6] Xu Z G,Chen Z T,Huang L F.The Research and Development for Digital Image Compress ion Technology[J].Equipment Manufacturing Technology,2007(4):69-71.
[7] Andersson P,Koskinen J,Varjurs S,et al.Buss.Microlubrication effect by laser-textured steel surfaces[J].Wear,2007(262):369-379.
[8] Li Y Z,F.Wang J L,et al.Finite Element Analysis for Shot-Peening Models of Single Shot Impact and Multiple Impingement[J].Journal of Xi’an Jiao Tong University,2007(3):348-352.
[9] Wu Z Z,Luo SG.Handbook of Mechanical and Course Design[M].Version 3,Beijing:Higher Education Press,2006:64-67.
[10] Li T L,Yin SY.Elastic-Plastic Mechanics[M].Version 1,Wuhan:China University of Geoscience Press,2006:43-76.
猜你喜欢
科技进步与对策(2023年16期)2023-09-01 07:08:58
大众文艺(2022年23期)2022-12-25 03:08:16
新作文·小学低年级版(2022年6期)2022-08-30 03:04:28
数学小灵通(1-2年级)(2022年6期)2022-06-17 06:31:00
文艺生活·下旬刊(2020年11期)2020-04-06 20:01:28
通信电源技术(2018年5期)2018-08-23 01:16:22
创新作文(小学版)(2018年31期)2018-05-16 03:00:38
创新作文(小学版)(2016年20期)2016-08-22 09:11:20
广州大学学报(社会科学版)(2016年12期)2016-02-08 11:04:54
作文评点报·小学五、六年级(2014年27期)2014-09-18 16:25:47
