
神华铁路大型养路机械设备零故障管理研究
2014-07-30 02:12:10刘学敏
铁道建筑 2014年6期
刘学敏
(中国神华轨道机械化维护分公司,天津 300457)
随着神华集团公司煤炭运量的不断攀升,铁路运输安全风险加大,对线路养护质量和作业效率提出更高要求。为充分发挥大型养路机械集中管理优势,提供专业化养护服务,确保铁路运输安全,实现神华铁路整体效益的最大化,2010年,神华集团整合神朔、朔黄、大准三个铁路公司的大型养路机械设备(以下简称大机设备),成立中国神华轨道机械化维护分公司(以下简称神维公司),负责大机设备专业化管理,承担神朔、朔黄、包神、大准、甘泉5条运营里程共计1 731 km铁路的机械化维护任务。未来准池、巴准、塔韩、黄大等线路建成开通后,神华铁路运营里程将达到3 380 km。在铁路车流密度增加、列车速度加快、煤炭运量增长的发展形势下,利用大机设备在有限的封锁天窗内对线路进行维修,不仅作业效率高、施工质量好,而且安全可靠,这就要求大机设备在天窗期内设备故障率为“零”,即使在施工中出现故障,也能在最短时间把故障处理好,降低设备故障对施工进度的影响,从而最大限度地发挥大机设备的线路维护效率。设备零故障管理就是在加强预防修的前提下,不断追求设备零故障的过程。
1 神华铁路大型养路机械管理现状
1.1 线路维护模式
神维公司下设肃宁工务机械段、府谷工务机械段及准格尔工务机械段。各机械段均设线路清筛、线路捣固、道岔捣固等4个作业队,一共12个作业队,从每年的3月到12月在神华既有线路进行维护作业。其中,神朔铁路和朔黄铁路采取天窗修,大准线与大秦线同步集中修,包神铁路与呼铁局同步集中修。非集中修、天窗修期间,按照线路状况安排零散机械维修,并对新建线路进行捣固作业,以保证新线安全运行。
1.2 设备配置情况
神维公司现拥有各类大型养路机械89台(表1),分别由肃宁工务机械段、府谷工务机械段、准格尔工务机械段承担着设备的使用、维护与保养,公司设备管理部负责设备采购、配置、大中修、报废管理和相关制度、标准的制定及考核。
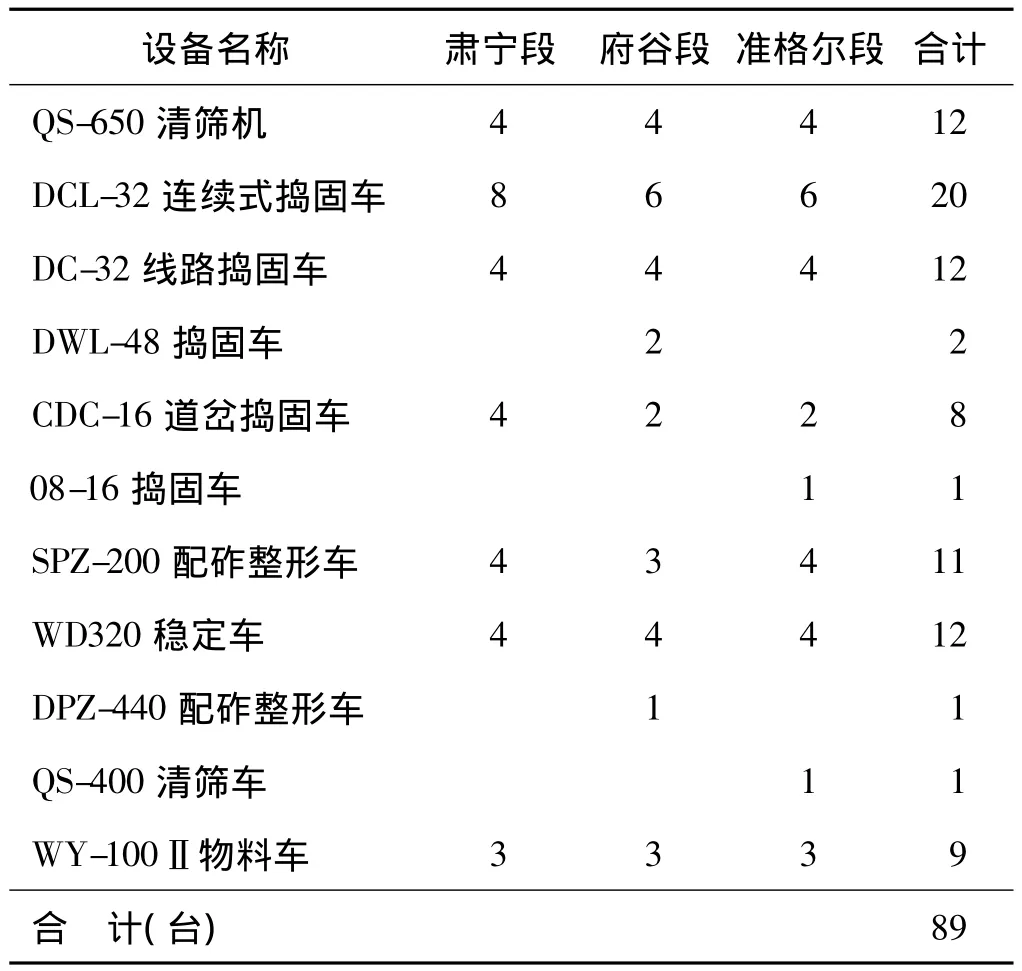
表1 神华铁路既有大型养路机械设备
1.3 设备质量管理稳步提升
从2012年4月起,神维公司从加强设备质量管理入手,通过制定相关设备管理制度,规范设备使用、保养、年修等技术标准及管理,职能部门通过加强现场设备作业指导、保养检查等,制定设备“日上报、周分析、月汇总”的设备质量信息反馈流程,并严格执行,每月通报质量情况。公司还定期开展“红旗设备评比”与职工技能大赛,提高员工对设备“修管用”的责任意识。通过多种方式,加强了设备的使用管理,设备故障率明显下降,设备质量管理稳步提升、初见成效,图1为2012年4月—10月和2013年4月—10月设备故障对比。
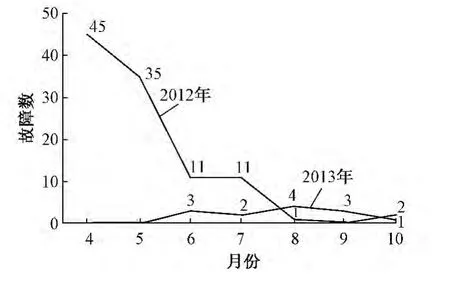
图1 2012年与2013年同期设备故障对比
从图1看,2013年设备质量明显提升,统计期内由105件下降到12件,降幅为88.5%,对施工有影响的故障显著降低。
1.4 新入职人员技能有待提高
由于神维公司一线操作人员大部分属于新入职人员,专业基础较弱,对大机设备内部构造、性能、重点部件作业原理及故障率的认识水平参差不齐,预防维修能力整体薄弱,事后维修能力也无法满足生产需要,有时发生设备故障需要生产厂家或专业修理单位提供应急帮助,又由于新购大批设备使用初期出现的问题较多,对设备操作人员使用、维护、保养、检修能力提出了更高的要求。虽然机械段通过加强员工培训、技术指导和设备检修保养制度的考核落实力度,但短期内还无法大幅提高员工的检修能力,大机设备年修还只能采取委外修与自检保养相结合的方式,员工技能有待全面提高。
2 实施设备零故障管理措施及分析
2.1 设备零故障含义
设备零故障就是在设备故障发生前,运用适当的维修策略消除故障隐患和设备缺陷,使设备始终处于完好工作状态。零故障并非设备真的不发生故障,而是全力杜绝故障的发生,维持设备稳定运转。推行零故障管理并不能保证100%不发生故障,但通过这一过程可以使故障减少到接近于零的程度,使设备运行处于受控状态、设备检修处于计划状态、备用设备处于可用状态。对于大机设备而言,零故障还是一个系统性的概念,单台设备实现零故障并不难,但对于编成一组作业的清筛车、捣固车、配砟整形车、稳定车、污土车,如何使它们发生故障停机检修对作业的影响降至最低点则是一个复杂的问题,必须综合考虑编组设备的整体状况和施工作业系统的综合经济效益。
大部分机械设备故障率遵循图2所示的浴盆曲线。将设备故障率随时间的变化大致分早期故障期、偶发故障期和耗损故障期。早期故障主要由设计、制造上的缺陷或使用不当所致。偶发故障期设备故障率大致处于稳定状态,故障发生是随机的,故障率最低且稳定。这是设备正常工作期或最佳状态期,在期此间发生的故障多是因为使用不当及维修不力产生的,可以通过改进管理和维护保养使故障率降到最低。在设备使用后期由于设备零部件的磨损、疲劳、腐蚀等,故障率不断上升。经验表明,如果在耗损故障期开始时对设备进行大修,可经济而有效地降低故障率。大型养路机械设备故障率也遵循此曲线变化。
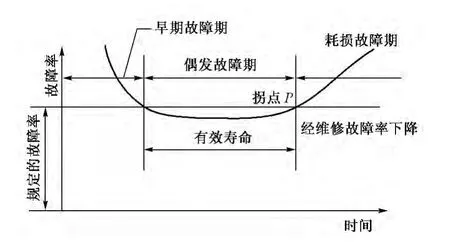
图2 浴盆曲线
设备零故障管理是设备维修与管理工作发展到一定阶段的必然趋势与要求,它是一个管理目标。设备零故障管理的实质就是通过各种管理方法、监测手段不断探索并掌握设备运行规律,将事后维修转化为事前预防维修,从而实现设备的最优化运行。神维公司现阶段追求大机设备零故障管理目标就是在设备故障发生前充分利用各种机会和采取各种有效措施、方法来消除设备缺陷与隐患,通过科学管理使设备故障减少到接近于零。
2.2 实施设备零故障管理的初步措施
2.2.1 对设备隐患进行分类
设备零故障管理实施的前提就是要区分不同种类的设备隐患,制定不同级别隐患的预防措施及处置预案,可以将设备隐患分为以下4类:
A类设备隐患是指潜在危险性大、难于控制、易引发重大事故,造成重大人员、财产损失的隐患。此类设备隐患应从根本上予以避免或消除。如清筛车作业时,由于人员操作不当或精力不集中,污土带支架可能撞断电杆,造成弓网塌陷事故;配砟整形车若操作不当,分砟犁也容易碰断电杆,造成同类事故。
B类设备隐患是指潜在危险性较大、较难控制、能引发一般以上的设备事故,一旦恶化需立即停机紧急处理,可造成设备损坏或报废的隐患。如清筛车发动机内部液力耦合器风扇螺栓疲劳断裂,发动机无法散热,导致温度过高,造成拉缸;ZF离合器操作不当或内部疲劳,导致作业、走行均失去动力;挖掘链扒掌连接销轴断裂,导致断链,飞出伤人等。
C类设备隐患是指潜在危险性较小、容易控制,虽能引发设备故障,但能利用定检定修机会处理的隐患。如捣固装置提升油缸活塞杆断裂或大螺母滑扣造成无法提升从而影响作业等,这类隐患可在日常点检中发现并及时处理。
D类设备隐患是指潜在危险性小,已得到有效控制的隐患,或需进一步观察劣化趋势,劣化后不会影响主体设备生产,可随时处理的隐患。如油缸、油管渗油、螺栓松动等容易在日常检修中发现的故障。
除了按照设备故障造成的严重性来区分,具体分析时还应将人为因素(如技能水平、责任心、相互配合等)、零部件质量(如设计、制造缺陷等)、管理因素(如制度标准制定与落实、检查是否到位等)综合加以分析判断,将维修与相应防范措施转向事前的预防处理上,不断加以强化与程序卡控,直至消除存在的隐患。
2.2.2 采取不同维修策略
1)预防维修。按规定的周期和方法对设备进行预防性检查,以确定零部件的更换周期,使故障停机损失降到最小。大机设备预防修通常采取设备点检手段,对关键部位如捣固装置提升油缸螺母、挖掘链扒齿连接销等进行修理。经验表明,一套扒砟链在清筛作业30 km以上时就应对其进行更换,捣固装置在作业550~600 km时就要进行拆卸大修,提升油缸螺母一般使用时间在1年以上就需要加强检查,及时发现作用不良从而更换。对于发动机而言,可通过对油质定期进行化验分析判断发动机内部状态。采取不同的维护与监测方式也是属于预防维修范围。
2)改善维修。它是指为防止和延缓设备的劣化或便于日常点检、维护、修理而对设备进行的改造,以提高设备的效率,减少重复故障,延长机件寿命,降低维修费用。它适用于故障多、难维修、维修费高的设备。企业一般是通过技术攻关,对困扰生产的设备问题、故障频发的设备及维修工作量大的设备隐患,组成攻关小组,整合资源,集思广益,以解决问题,或以保障生产为原则展开攻关,通过改善设计,使隐患彻底根除,提高设备的可靠性,达到维修预防目的。
3)事后维修。它是指设备发生故障或性能低下后再进行修理。设备抢修主要是针对事后维修,是指停工或不停工的情况下对设备出现的故障、事故进行紧急处理和修复。企业应尽量避免事后维修,而且要制定针对事后维修的具体预案,逐步将事后维修转变为事前预防修。
在以上不同维修策略下,对各类故障及检修、保养情况均要准确记录,做好设备使用保养维修记录档案,通过对数据收集、处理加工,使其成为对设备管理决策有用的信息,在设备管理的全过程中形成设备完整技术档案,提高零故障管理的系统决策水平与修理的针对性。
3 通过精细化管理实现设备零故障
3.1 细化设备管理指标
精细化管理主要是通过细化、量化、标准化、流程化等精细化管理方法,最终形成明确的管理目标与对应职责,不断应用PDCA循环提升设备管理的实效,逐步扩大预防修范围并完善相应措施。设备管理是一项非常细致的专业性工作,需要进行细化管理,可以从设备对象、作业指标、改进措施方面进行细化。开展好设备零故障管理不仅需要定性,更需要定量。通过量化的方法分析和研究设备性能,对运行状态作出精确的描述与判断,将这些描述与判断转化为相应指标,通过明确指标值加以进一步的管理,就可以提高设备预防修的准确性。
3.2 实施“表单化”检修
组织专业技术人员研究制定各类大机设备检修标准与点检修流程,如日常设备点检范围与标准、自检自修范围与标准、强检范围与标准、年修范围与标准等,将内容全部制作成表单,形成员工的一种“工单”。在制定设备点检范围与标准时要将点检维护的时间、周期、线路、方法、目标等要素细化成前后衔接的工作步骤,便于操作人员按规定的方法与程序完成各自的工作。只有操作人员做到对设备心中有数,才能使设备受控,只有当设备管理者真正有效地掌握了设备的状态,实现优化检修和状态检修才有了扎实的基础。加强设备点检管理是零故障管理的基础,而将各类检修内容及标准“表单化”后,日常检修还是集中检修都成为了员工一种简化而又可操作的工作习惯模式。
3.3 加强协同化检修能力与备件保障水平
神维公司机械段设立了检修工区,主要承担设备的专业化检修与应急保障职责。检修工区作业人员可以采取设备包保方式激励专业检修人员的责任心,不断提高检修人员的学习能力与技术水平。作业队的设备操作人员要与检修工区的检修人员定期召开分析会,交流所积累的检修技巧和经验,将总结的内容转化为检修技术标准。在平时的设备检修中,检修工区与作业队间要加强协作,互相补充,互相指导,不断提高检修能力。
另外,在公司零库存物资管理模式下,要充分利用ERP系统加强机械段间库存信息共享,发生故障后要及时将配件就近调拨到维修现场,缩短设备维修停机时间。同时,将公司高价互换件合理分配与储存,也是提高应急保障水平不可缺少的因素。
4 结束语
大机设备管理应贯彻“以养代修、以养缓修”和“减少设备故障就是创造效益”的设备维护理念,积极采用设备状态监测技术,对机械状态量如力、位移、振动、噪声、温度、压力、流量等进行监测,通过对状态特征参数变化的辨识、分析和判断,对机械零部件作出可靠性分析和剩余寿命估算,为预防维修提供可靠的信息,使大机设备走上预防维修和状态维修的主轨道。在追求零故障管理目标中,形成一套从采购、验收、使用、保养、维修直到设备报废的全寿命周期管理体系,将大机设备零故障管理始终应用于使用、监测、保养、维修各环节,并使每个过程、环节可控,为企业创造更大的价值。
[1]王俊洪.浅谈设备零故障管理[J].中国设备工程,2003(1):14-15.
[2]孙中庆.机械设备管理与维修的变革[J].建筑机械化,2003(5):35-37.
[3]侯金华.实施设备“零故障”管理降低设备停机率[J].设备管理与维修,2007(8):4-5.
[4]刘传生.设备零故障管理的实践与探讨[J].矿山机械,2009(14):61-64.
猜你喜欢
江苏安全生产(2022年9期)2022-11-02 07:01:28
江苏安全生产(2022年8期)2022-11-01 09:15:20
大众科学(2022年8期)2022-08-26 08:58:38
江苏安全生产(2022年6期)2022-07-29 01:22:46
中国设备工程(2018年6期)2018-01-30 12:34:54
中国交通信息化(2017年4期)2017-06-06 07:22:01
山东工业技术(2016年15期)2016-12-01 05:30:46
设备管理与维修(2016年7期)2016-04-23 06:51:27
电测与仪表(2016年20期)2016-04-11 11:39:22
机电信息(2015年3期)2015-02-27 15:54:43
