
裂解硒技术及在CIGS薄膜太阳电池中的应用
2014-07-25 10:08:13王赫冯金辉赵岳李微赵彦民
电源技术 2014年10期
王赫,冯金辉,赵岳,李微,赵彦民
(中国电子科技集团公司第十八研究所重点实验室,天津300384)
裂解硒技术及在CIGS薄膜太阳电池中的应用
王赫,冯金辉,赵岳,李微,赵彦民
(中国电子科技集团公司第十八研究所重点实验室,天津300384)
普通Se源提供的硒蒸气主要由活性较低的Se 大原子团构成(≥4),这不利于生长高质量的CIGS薄膜。理论计算表明,等离子体裂解Se蒸气技术和热裂解Se蒸气技术均可以提供足够的能量使Se大原子团裂解为高活性的Se2或Se。实验证明,裂解Se技术显著降低了CIGS薄膜生长过程中Se原料的使用量。高化学活性的硒蒸气使生长CIGS薄膜的动力学过程发生变化,显著改善了低温沉积CIGS薄膜性质,在一定程度上提高了相应的电池性能。因此,裂解Se蒸气技术在聚酰亚胺(PI)衬底CIGS薄膜太阳电池的研究及组件产业化领域具有很好的应用前景。
裂解Se技术;CIGS薄膜;Se原料的消耗量;低温沉积
CIGS薄膜太阳电池具有质量比功率高、稳定性好、抗辐射能力强等优点,具有广阔的发展和应用空间。目前,多元共蒸发工艺和溅射金属预置层后硒化工艺是沉积高质量的CIGS薄膜的主要技术路线[1-2]。然而,对于大面积CIGS电池组件的产业化来说,这两种工艺的缺点之一是Se的消耗量很大,这将导致产品的成本增加和真空沉积系统维护频率的升高。
使用裂解Se源可以显著减少电池组件生产过程中Se原料的消耗量(约为普通Se源Se原料消耗量的1/10),降低生产成本[3]。裂解Se源的另一个优势是提供小原子团的Se蒸气,它与金属元素反应的活化能更低,促进CIGS薄膜的生长和元素之间的互扩散[4-5]。特别是对于低温沉积工艺,使用裂解Se源可以明显改善CIGS薄膜的光、电特性和相应的器件性能[6]。因此,将裂解Se源应用于包括柔性衬底在内的CIGS薄膜电池组件的产业化是很有意义的。本文从理论上阐述了Se原子团裂解的可行性,介绍了各种裂解Se源技术在沉积CIGS薄膜工艺中的应用。
1 裂解Se蒸气技术的可行性分析
普通Se源蒸发出来的硒蒸气是由各种不同大小的Se原子团组成的,值越小,Se的化学活性越高[7]。在一定的温度和压强下,饱和硒蒸气中各种Se原子团之间的比例达到动态平衡。如果硒蒸气从外界获得能量(加热或辉光放电),硒蒸气系统的焓将发生变化,不同大小的Se 原子团比例也将改变。
在各种裂解Se源系统中,硒蒸气的压强和真空腔室的工作气压是不变的,用于等离子辉光的惰性气体流量也是恒定的,因此,Se 原子团的裂解是在等压过程中完成的。根据佛罗里达大学Chang C-H博士给出的Se(2≤≤8)的标准生成焓和定压比热容[7],使用热力学公式得到一定温度下Se(2≤≤8)焓的表达式:

图1显示了部分Se大原子团裂解为小原子团所需能量与裂解区域温度之间的关系。Se(>4)大原子团裂解为Se5、Se6等稍小一些的原子团所需能量很小,但要裂解为Se2等高活性硒蒸气则需要更多的能量,例如Se6直接裂解为Se2需要约3 eV的能量,Se5裂解为Se2需要约2.1 eV的能量。考虑等离子体辉光裂解硒蒸气,惰性气体(一般是氩气)辉光产生的能量一般大于10 eV,远高于大原子团裂解的能量阈值。
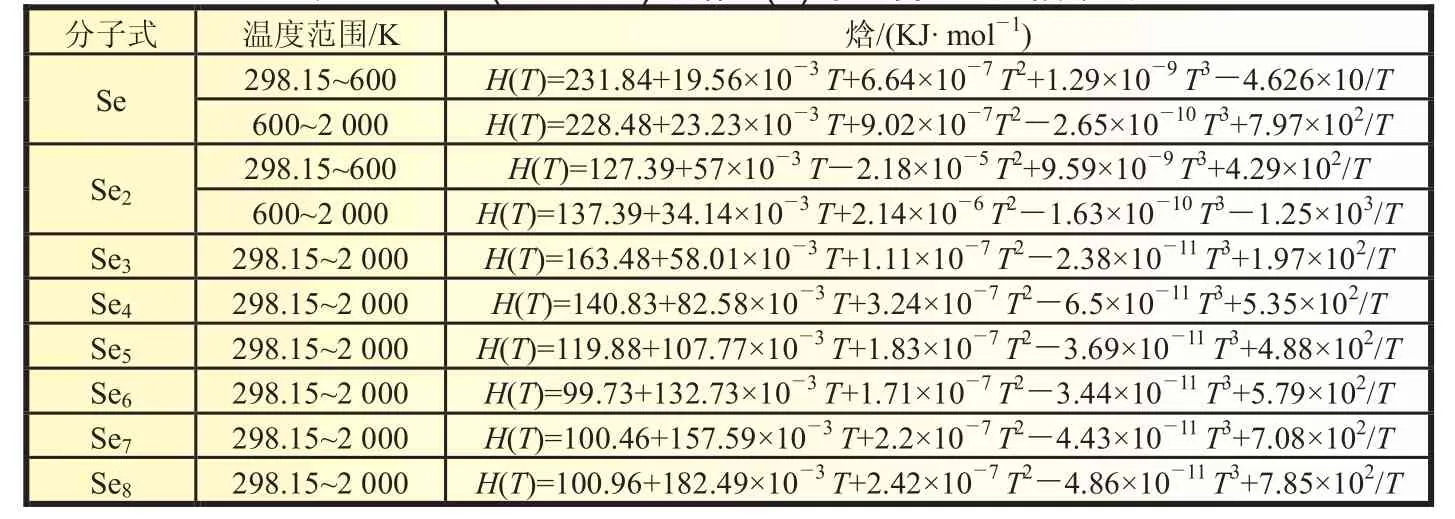
表1 Sen(2≤n≤8)的焓H(T)与温度T的函数关系
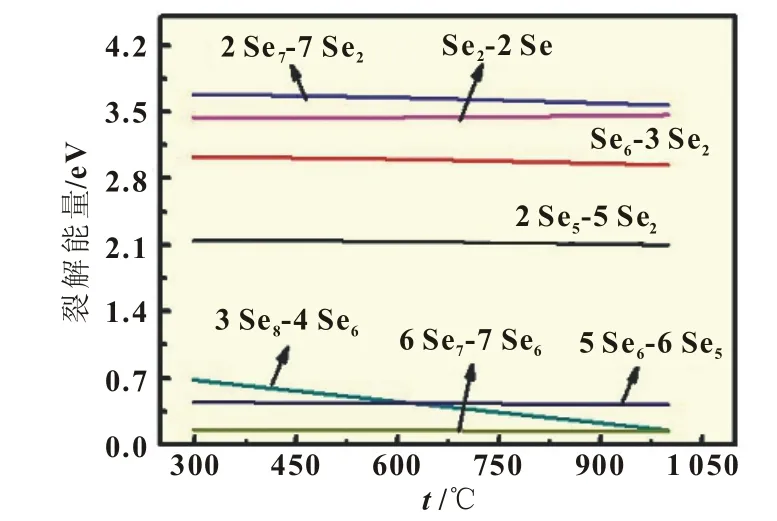
图1原子团的裂解能量与裂解区域温度之间的关系
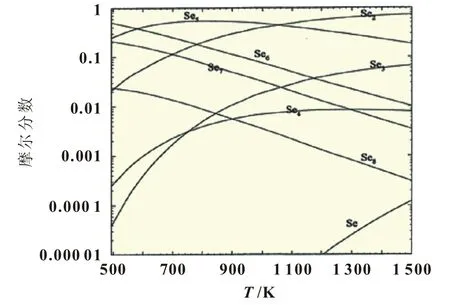
图2 不同温度的硒蒸气中各硒组分的摩尔分数
因此,对传统Se源蒸发出来的饱和硒蒸气施加能量,如将硒蒸气通过高温区域,或者等离子体辉光区域,可以将大原子团簇裂解为Se2等小原子团,降低其与金属元素化合形成CIGS薄膜的反应活化能,提高薄膜的生长速率和结晶质量。
2 裂解Se技术在制备CIGS薄膜太阳电池工艺中的应用
蒸气
等离子体裂解Se蒸气技术广泛应用于CIGS薄膜的沉积工艺中。1993年,Takuro I在一项专利中提出了等离子体辅助硒化技术。它是将氢气和Se蒸气通入等离子体辉光区域进行裂解,在较低的衬底温度下进行Cu-In金属预置层硒化处理。该技术避免使用有毒的H2Se气体,解决了Se 大原子团活性低、向薄膜内部扩散困难的问题,显著改善了CIS薄膜太阳电池的性能[8]。
美国科罗拉多矿业学院(CSM)的Repin I等使用感性耦合等离子体(ICP)裂解Se 蒸气,硒化制备CIGS薄膜[9-10],如图3所示。由氩气和Se 蒸气组成的混合气体通过80 W的ICP区域后,光发射谱(OES)的检测结果显示,在衬底表面参与硒化反应的Se 蒸气都是Se2这样的二聚体。Repin I认为ICP将Sen蒸气裂解为Se单原子,而后又合成Se2,使Sen蒸气与Cu-In-Ga金属预置层的反应更加充分,降低了硒化处理所需要的衬底温度。然而,最终得到的CIGS薄膜太阳电池性能并没有明显提高。可能原因是等离子体轰击造成吸收层表面缺陷增多,导致pn异质结性能恶化[10]。因此,在使用等离子体裂解Se源沉积CIGS薄膜的过程中,最好使衬底与等离子体区保持一定的距离。
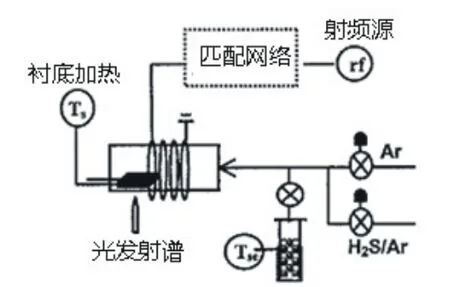
图3Ar+H2S与Se蒸汽ICP辅助硒化制备CIGS薄膜装置示意图
日本国家先进工业科技研究所(AIST)的Ishzuka S等将射频等离子体裂解Se技术应用于共蒸发三步法工艺,如图4所示。普通Se源蒸发的蒸气通过射频等离子体区域,裂解功率为100~200 W蒸气中的大原团通过与等离子体碰撞获得能量,裂解为具有较高化学活性的小分子,从而促进了相关化学反应的进行。实验证实,使用射频等离子体裂解Se技术可将工艺过程中硒原料的使用量降低到普通Se蒸发源用料的8%~20%[11]。
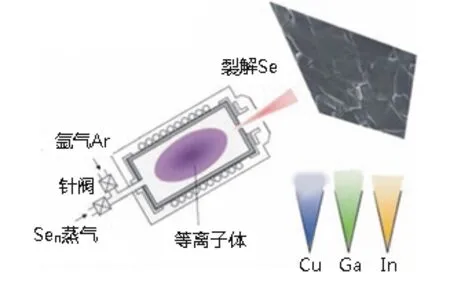
图4 使用射频等离子体裂解Se源生长CIGS薄膜的示意图
Ishzuka S等系统研究了在不同的衬底温度下(450~550℃),射频裂解硒蒸气对CIGS薄膜结构、成分分布以及相应太阳电池性能的影响[12]。研究发现,相比于普通Se蒸发源,射频等离子体裂解Se源制备的CIGS薄膜更加致密、具有光滑的表面和更大的晶粒尺寸。特别是对于低温蒸发工艺(衬底温度低于500℃)而言,等离子体裂解Se技术对CIGS薄膜结晶质量的改善更为显著[5],如图5所示。这归因于生长CIGS薄膜的化学反应动力学过程发生了变化。等离子体裂解提高了蒸气的化学活性,其在薄膜表面的迁移能力增强,与金属元素化合反应的速率增加,从而促进了CIGS薄膜的晶体生长,相应的电池性能也有一定程度的提高。Ishzuka S等使用射频等离子体裂解Se技术,在衬底温度为400℃的条件下制备的CIGS薄膜太阳电池效率达到14.1%,比普通Se源制备的电池效率提高了10%;衬底温度为500℃时制备的CIGS薄膜电池组件的效率达到15%(组件的有效面积为76.5 cm2)[5,12]。
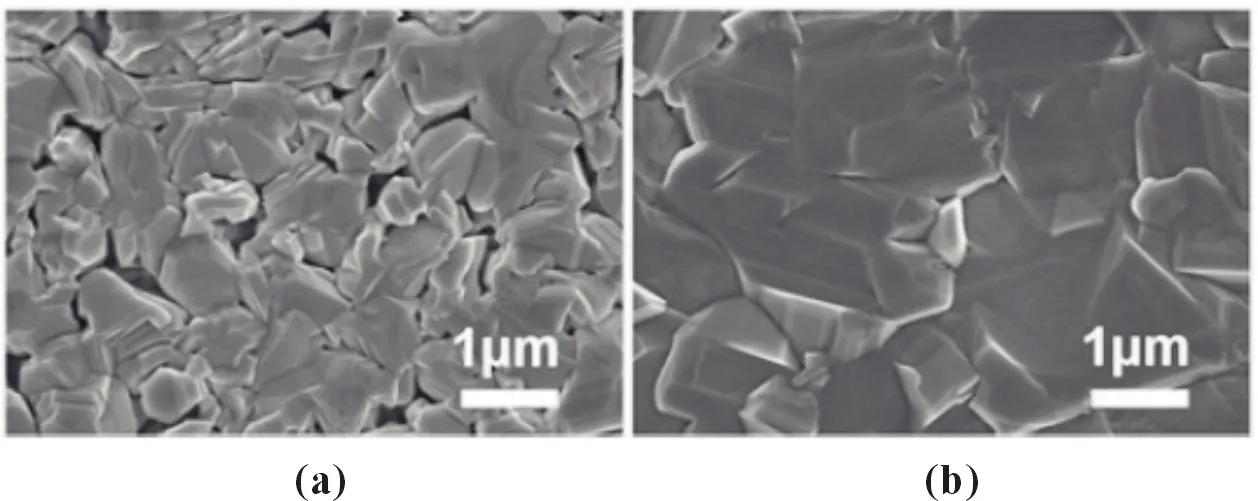
图5 分别使用普通Se源(a)和射频等离子体裂解Se源(b)沉积的CIGS薄膜的表面形貌,沉积薄膜时的衬底温度均为450℃
然而,当衬底温度高于500℃时,与使用普通蒸发Se源相比,等离子体裂解Se技术对CIGS薄膜性质及太阳电池性能的改善是很微小的,在某些情况下,电池性能甚至会降低。这主要归结于三方面原因:第一,衬底温度较高时,蒸发沉积的原子获得足够的能量,具有较强的迁移能力,不使用裂解Se技术同样可以得到高结晶质量的吸收层,最高效率的CIGS薄膜太阳电池就是基于普通硒源制备出来的[13]。第二,CIGS薄膜完成生长后,等离子体裂解Se源不能维持蒸发腔室内的Se气压,较高的衬底温度使Se元素从薄膜表面脱附的几率增大,导致吸收层中Se空位缺陷的浓度增加;而普通Se蒸发源关闭后,加热的坩埚仍然蒸发出一定量的硒蒸气,抑制了吸收层中Se元素的脱附。第三蒸气的化学活性与裂解Se功率成正比,然而较高的裂解功率使吸收层受到离子轰击,导致各种本征缺陷浓度升高。Ishzuka S等通过分析CIGS薄膜的光致发光图谱(PL)发现,随着裂解功率的升高,CIGS薄膜内本征缺陷浓度增加,这些缺陷是抑制电池性能提高的主要因素[11]。
通过优化射频等离子体裂解Se技术,可以显著降低CIGS薄膜生长过程中Se原料的使用量,同时在一定程度上改善低温蒸发工艺沉积CIGS薄膜的结晶质量和电池性能,因此,该技术在聚酰亚胺(PI)衬底CIGS薄膜电池研制及组件产业化领域具有很大的应用潜力。
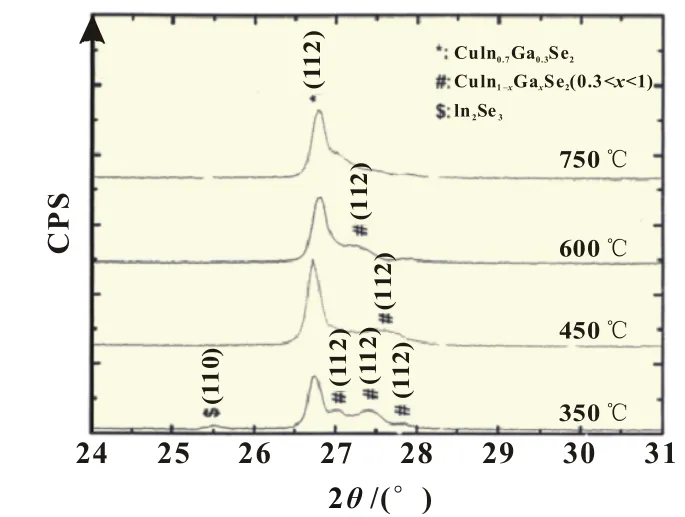
图6 不同裂解温度下低温沉积的PI衬底CIGS薄膜的XRD图谱
热裂解Se源的缺点是裂解加热装置的使用寿命较短。为了改善低温沉积CIGS薄膜的结晶质量,Se蒸气的热裂解温度一般在500℃以上,此时产生的化学活性较高的Se2会腐蚀加热装置。
在等离子体裂解Se源系统中增加热裂解区域,可以降低等离子体辉光功率,减少其对衬底的轰击作用。这是因为热裂解区域降低了Se原子团裂解的能量阈值,同时使裂解后的Se
蒸气在向衬底输运的过程中不会重新凝结成大原子团。加热区域的温度一般为300~400℃即可[17],此温度下硒蒸气对系统的腐蚀作用会小很多。
3 结论与展望
[1]DHERE N G.Toward GW/year of CIGS production within the next decade[J].Solar Energy Materials and Solar Cells,2007,91:1376-1382.
[2]REPINS I,CONTRERAS MA,EGAAS B,et al.19.9%-efficient ZnO/CdS/CuInGaSe2solar cell with 81.2%fill factor[J].Progress in Photovoltaics:Research andApplications,2008,16(3):235-239.
[3]ISHIZUKA S,YAMADAA,SHIBATA H,et al.Growth of Cu(In,Ga)Se2absorbers using a Se-radical beam source[C]//Proceedings of the 22ndEuropean Photovoltaic Solar Energy Conference and Exhibition.Milan,Italy:OSSENBRINK H,2007:2308-2311.
[4]MARUDACHALAM M,BIRKMIRE R W,HICHRI H.Phases,morphology,and diffusion in Cu(In,Ga1-)Se2thin films[J].Journal ofApplied Physics,1997,82:2896-2905.
[5]ISHIZUKA S,YAMADAA,SHIBATA H,et al.Large grain Cu(In,Ga)Se2thin film growth using a Se-radical beam source[J]. Solar Energy Material&Solar Cells,2009,93:792-796.
[6]ZHANG L,HE Q,SUN Y,et al.Effects of substrate temperature on the structural and electrical properties of Cu(In,Ga)Se2thin films[J]. Solar Energy Materials&Solar Cells,2008,93:114-118.
[7]CHANG C H.Progressing and characterization of copper indium selenide for photovoltaic applications[D].Florid:University of Florida, 1999:55-56.
[8]TAKURO I.Manufacture of thin film solar battery:Japanese, 05-055615[P].1993-06-23.
[9]REPINS I,WOLDEN C.Plasma-assisted co-evaporation of S and Se for wide band gap chalcopyrite photovoltaics[R].Colorado Golden: National Renewable Energy Laboratory(NREL),2005:4-8.
[10]KOSARAJU S,REPINS I,WOLDEN C.Formation of chalcogen containing plasmas and their use in the synthesis of photovoltaic absorbers[J].Journal ofVacuum Science&TechnologyA,2005, 23(4):1202-1207.
[11]ISHIZUKA,SHIBATA H,YAMADAA,et al.Growth of polycrystalline Cu(In,Ga)Se2thin films using a radio frequency-cracked Se-radical beam source and application for photovoltaic devices[J].Apply Physics Letter,2007,91:041902.
[12]ISHIZUKA S,YAMADAA,SHIBATA H,et al.CIGS thin films, solar cells,and submodules fabricated using a rf-plasma cracked Se-radical beam source[J].Thin Solid Films,2011,519:7216-7220. [13]JACKSON P,HARISKOS D,POWALLA M,et al.Compositional investigation of potassium doped Cu(In,Ga)Se2solar cells with efficiencies up to 20.8%[J].Physica Status Solidi(RRL),2014,8(3): 219-222.
[14]CHENG H,DEPUYDT J M,HAASE M,et al.Low-temperature growth of ZnSe bymolecular beam expitaxy using cracked selenium[J].Apply Physics Letter,1989,56(9):848-850.
[15]KAWAMURA M,FUJITA T,YAMADAA,et al.Cu(In,Ga)Se2thin film solar cell grown with cracked selenium[J].Journal of Crystal Growth,2009,311:753-756.
[16]姜伟龙.低温沉积PI衬底CIGS薄膜及Se的作用机制研究[D].天津:南开大学,2010:93-95.
[17]于涛.等离子体活化辅助溅射后硒化法制备CIGS薄膜的研究[D].天津:南开大学,2009:55-65.
Craked selenium applied to CIGS thin film solar cell
WANG He,FENG Jin-hui,ZHAO Yue,LI Wei,ZHAO Yan-min
Selenium vapor from a conventional evaporative Se source consisted of largemolecular chains of Se such as Se (≥4)with low chemical activity,which was unfavorable for depositinghigh quality CIGS films.It was substantiated by the results of theoretical calculation that cracked selenium technique based on the rf-plasma and/orhigh temperatureheatingmethods both provided enough energy for producing Se2and/or Se withhigh chemical activity.Experiment results indicate that a CIGS growth technique which utilizes the cracked selenium source led to a significant reduction in amount of Sematerial used.Furthermore,the growth kinetics of CIGS film wasmodified by thehigher reactivity of the active Se-species.The properties of CIGS absorbers deposited at low temperature and solar cell efficiencies were enhanced.Therefore,cracked selenium was a promising technique available for the industrialization of flexible CIGS thin film solar cell andmodules on polyimide foils.
cracked selenium technique;CIGS film;the consumption of Se;deposition at low temperature
TM 914
A
1002-087 X(2014)10-1961-04

2014-05-22
王赫(1983—),男,天津市人,工程师,工学博士,主要研究方向为化合物半导体薄膜材料及太阳电池。
猜你喜欢
物理学报(2022年1期)2022-01-19 04:44:18
物理学报(2019年19期)2019-10-22 02:00:46
劳动保护(2019年3期)2019-05-16 02:38:00
中学生数理化·高一版(2016年3期)2016-05-30 15:48:32
云南师范大学学报(自然科学版)(2015年5期)2015-12-26 12:46:14
电源技术(2015年5期)2015-08-22 11:18:12
电源技术(2015年7期)2015-08-22 08:49:00
电源技术(2015年12期)2015-08-21 08:58:58
新疆大学学报(自然科学版)(中英文)(2014年2期)2014-11-06 07:49:00
机械制造文摘(焊接分册)(2014年1期)2014-03-20 13:57:33
