轴承外球面直径及轮廓度测量仪
2014-07-21 08:21宋德仁石宝枢
轴承 2014年6期
宋德仁,石宝枢
(1.沈阳市化学工业学校,沈阳 110122;2.浙江众达传动股份有限公司,浙江 金华 321025)
1 问题的提出
滚动轴承中的外球面套圈,球笼式等速万向节的星形套和球笼式保持架,双偏置式等速万向节的星形套和偏心保持架,三球销式等速万向节的球环等关键零件均为外球面结构。外球面直径的尺寸、精度及轮廓度是这类零件极为重要的质量指标,其精确测量是此类零件质量控制的关键。
目前主要采用外径千分尺对该尺寸进行测量,虽然比较简捷,但存在如下不足:
(1)测量外球面时,千分尺的2个测头为平面,与被测零件的外球面仅为2点接触,千分尺示值显示的尺寸即为这2点间的距离,对于整个被测零件外球面直径不具一般性;
(2)外径千分尺测头与被测零件外球面所接触的2点未必通过该球面的中心,测量误差较大;
(3)随机性大,重复性误差亦较大;
(4)无法检测上述类型被测零件外球面的轮廓度;
(5)局限性大,无法测量如7沟道星形套、7窗孔保持架等非对称外球面零件;
(6)每次测量时均需要进行调整,人为因素影响大,测量效率低,不适合生产现场大批量产品的在线检测。
2 测量仪结构
针对外径千分尺存在的不足和缺陷,设计了轴承外球面直径及轮廓度测量仪。测量仪的结构如图1所示,主要由底座、定位球窝、导柱、滑套、调节螺母、三角旋钮、表支架、配合螺母、千分表及其锁紧螺栓组成。其中,为扩大测量仪的使用范围,设计了3个不同规格的球窝,可同时检测3个不同规格的工件。
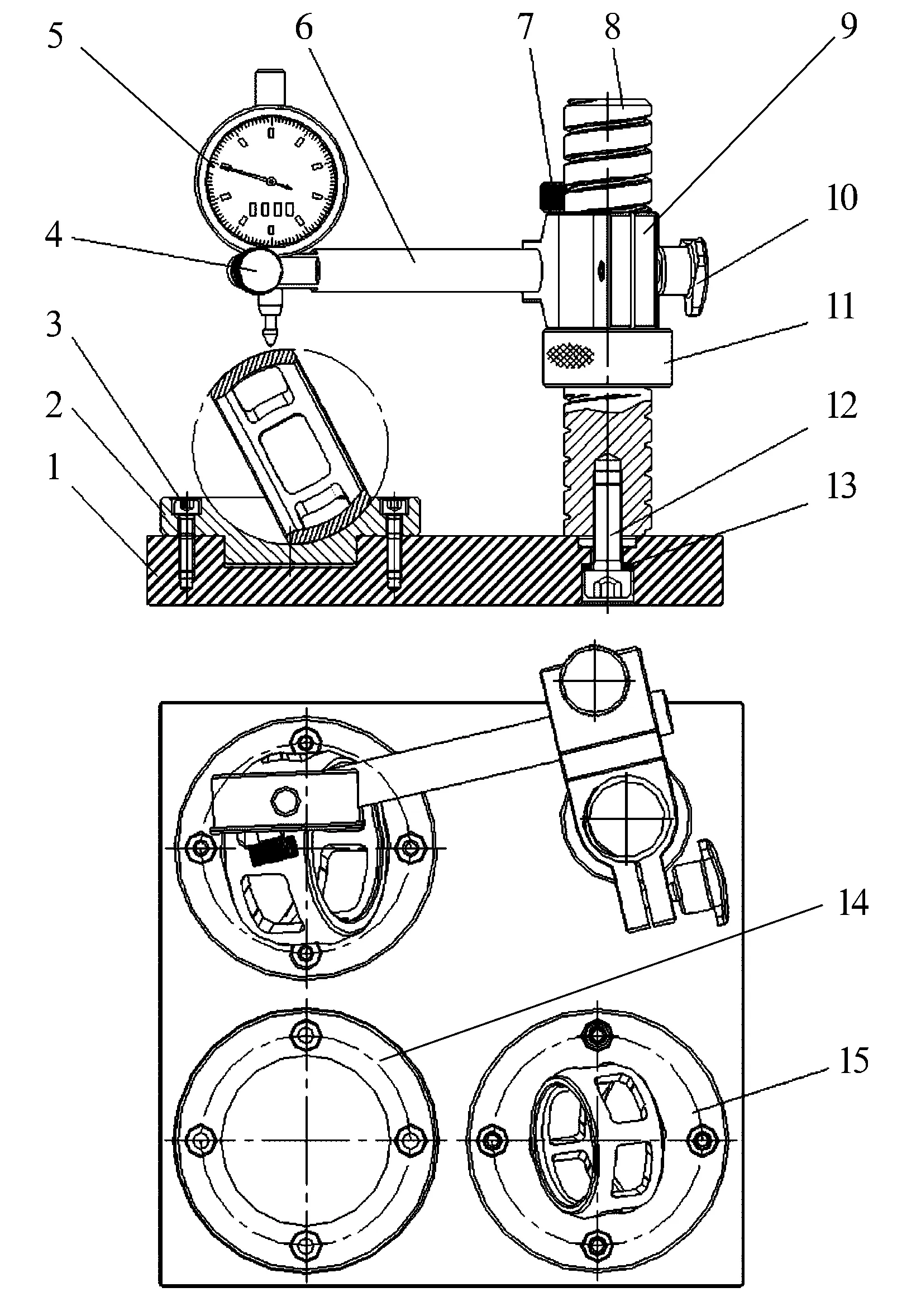
1—底座;2—定位球窝Ⅰ;3—螺钉Ⅰ;4—旋钮Ⅰ;5—千分表;6—表支架;7—旋钮Ⅱ;8—导柱;9—滑套;10—旋钮Ⅲ;11—调节螺母;12—螺钉Ⅱ;13—弹簧垫圈;14—定位球窝Ⅱ;15—定位球窝Ⅲ
测量仪底座为平板式结构;3个定位球窝的内球面直径分别与被测件的外球面直径相吻合(公称尺寸等于被测件外球面的直径)并由螺钉固定在底座上;表支架通过滑套安装在带有螺旋结构的导柱上,并可通过螺母上下调节,调节完成后由旋钮Ⅱ和旋钮Ⅲ固定;千分表则安装在表支架的一端,由旋钮Ⅰ调节。
3 测量原理
由于定位球窝的内球面直径与被测零件外球面直径的公称值相等(考虑到两者是微小的间隙配合,其配合间隙等误差可忽略不计),在测量时,千分表的测头与被测零件外球面任一测量点均为点接触,被测零件只能绕固定的球窝(与被测零件同心)旋转,显然不论被测零件如何旋转,千分表显示的外球面直径示值均直接反映了被测零件外球面的真值。
4 使用方法
首先,将已鉴定带外球面零件的相应标准件置于对应的定位球窝上;然后,调节表支架在导柱上的位置,并由调节螺母、旋钮Ⅱ和旋钮Ⅲ固定,再将千分表的测头对准标准件,使千分表刻度指向“零”,由旋钮Ⅰ固定后取出标准件;最后,将被测零部件在定位球窝上任意转动,即可准确、快捷地测量出被测零件任意位置的外球面直径和整个零件的轮廓度。
5 结束语
经过实际使用证明,新设计的轴承外球面直径及轮廓度检测仪结构新颖,使用方便快捷,测量准确、稳定、可靠,测量精度为±0.003 mm,测量重复精度为0.001 mm,可广泛应用于所有带有外球面的轴承等类似零件的外球面尺寸及轮廓度的计量室鉴定、测量以及车间现场批量产品的在线检验。
猜你喜欢
科学与信息化(2022年14期)2022-07-31
科技资讯(2021年20期)2021-10-28
日用电器(2021年8期)2021-09-13
日用电器(2021年7期)2021-08-17
兵器知识(2019年10期)2019-11-04
锻压装备与制造技术(2019年4期)2019-08-28
金属加工(冷加工)(2018年2期)2018-03-22
橡塑技术与装备(2018年4期)2018-03-01
职业·下旬(2016年11期)2017-02-21
汽车电器(2013年2期)2013-09-02