
TC1钛合金宽幅薄板轧制工艺研究
2014-07-19 13:58刘松良沙春鹏卢影锋王瑞琴
钛工业进展 2014年6期
李 辉,刘松良,沙春鹏,卢影锋,王瑞琴,王 兴,舒 滢,唐 进
(1.西部钛业有限责任公司,陕西 西安 710201)(2.海空驻沈阳地区航空军事代表室,辽宁 沈阳 110000)(3.沈阳飞机工业(集团)有限公司,辽宁 沈阳 110000)
TC1钛合金宽幅薄板轧制工艺研究
李 辉1,刘松良2,沙春鹏3,卢影锋3,王瑞琴1,王 兴1,舒 滢1,唐 进1
(1.西部钛业有限责任公司,陕西 西安 710201)(2.海空驻沈阳地区航空军事代表室,辽宁 沈阳 110000)(3.沈阳飞机工业(集团)有限公司,辽宁 沈阳 110000)
对比分析了包覆叠轧和冷轧两种工艺制备TC1钛合金宽幅薄板表面质量、组织形貌和力学性能,并研究了成品退火温度对冷轧板材力学性能和组织的影响。结果表明: 这两种工艺生产的TC1钛合金薄板力学性能均可满足GJB 2505A—2008要求,冷轧工艺生产的TC1钛合金成品板材表面质量良好,性能稳定,晶粒更为细小;冷轧板材成品退火温度控制在550~580 ℃较为适宜。
TC1钛合金薄板;包覆叠轧;冷轧;组织形貌;力学性能
0 引 言
我国从20世纪60年代初开始研制TC1钛合金,然而到目前为止,我国仅有少数几家公司可生产1 000 mm以内的TC1钛合金薄板,并且所生产的薄板在尺寸精度、板形、表面质量方面与国外存在一定差距。由于国内生产的TC1钛合金薄板幅宽较窄,在加工大型零件时往往需要进行大量的焊接。不仅焊接过程复杂,而且焊接中由于单位体积内热量集中,会造成热影响区变宽,组织性能不稳定,焊缝常成为易腐蚀源和断裂源,极大影响零件使用的安全性和寿命。此外,由于轧制工艺的问题,国内生产的TC1钛合金薄板微观组织不均匀,存在各向异性,成形性不稳定。因此,我国航空航天工业中所需的高性能TC1钛合金薄板尚需大量进口。
近年来,随着我国航空工业的发展以及高性能战机研发项目的推进,对更宽更薄的TC1钛合金薄板的需求更为迫切。如何生产出能够满足使用要求的TC1钛合金宽幅薄板,成为我国钛材加工行业亟待解决的问题。因此研制幅宽在1 200~1 500 mm的高性能钛合金薄板势在必行。
目前,西部钛业有限责任公司(以下简称西部钛业)已建成一条稀有难熔金属板带材生产线。该生产线自投产以来,在纯钛板材生产的基础上,结合军工需要,研制了各种牌号的钛合金宽幅薄板,其厚度为0.4~2.5 mm(精度为±0.05 mm)、幅宽为1 200~1 500 mm、长度为2 000~3 000 mm,填补了国内宽幅钛合金薄板的空白。为了进一步优化生产工艺,提高批次稳定性,本研究分别采用包覆叠轧和冷轧两种工艺,制备TC1钛合金宽幅薄板,对比分析两种工艺制备的板材外观质量、组织与性能,并研究成品退火温度对冷轧板材组织及性能的影响,旨在为大规模生产提供参考。
1 实 验
实验原料为1级小颗粒海绵钛和Al-Mn55中间合金,经包合金包、电极压制、等离子组焊后,采用真空自耗电弧熔炼得到3.0 t的φ640 mm TC1钛合金铸锭。铸锭经锯床锯切下料,用大吨位压机锻造加工至180±10 mm的板坯。板坯经二火次开坯轧制轧至5 mm。再经表面处理后,转至包覆叠轧工艺试制和冷轧工艺试制。包覆叠轧工艺:将4块板组合,之间涂敷隔离层,上下用钢板包覆封焊,一火次轧制到成品尺寸;再经退火、碱酸洗、砂带抛光至成品。冷轧工艺:单块板经二火次轧制到成品厚度,再经退火、蠕变矫形、碱酸洗。对比两种工艺制备的板材外观质量、组织及性能。分别在550、580、620、680 ℃对冷轧工艺制备的板材进行热处理,研究成品退火温度对冷轧板材组织与力学性能的影响。在OLYMPUS PMG3光学显微镜上进行显微组织观察,在Instron-1851万能材料试验机上按照GB/T 228—2002进行力学性能测试,拉伸速度为 1 mm/min。
2 结果与讨论
2.1 两种工艺制备的TC1钛合金宽幅板材的对比
2.1.1 板材的外观质量
图1为两种工艺制备的幅宽为1 350 mm的TC1钛合金板材的表面照片。其中图1a为包覆叠轧工艺制备的TC1钛合金板材,图1b为冷轧工艺制备的TC1钛合金板材。对比图1a和图1b可以看出,冷轧工艺制备的TC1钛合金板材表面质量明显优于包覆叠轧板材。采用包覆叠轧工艺制备的TC1钛合金板材碱酸洗后存在橘皮、小凸起、凹坑等缺陷,需经过砂带砂光机进行磨削处理,表面处理较为困难,且费用也比较高;而采用冷轧工艺制备的TC1钛合金板材碱酸洗后表面均匀一致,光洁度好,缺陷少,可根据成品要求砂光或不砂光。
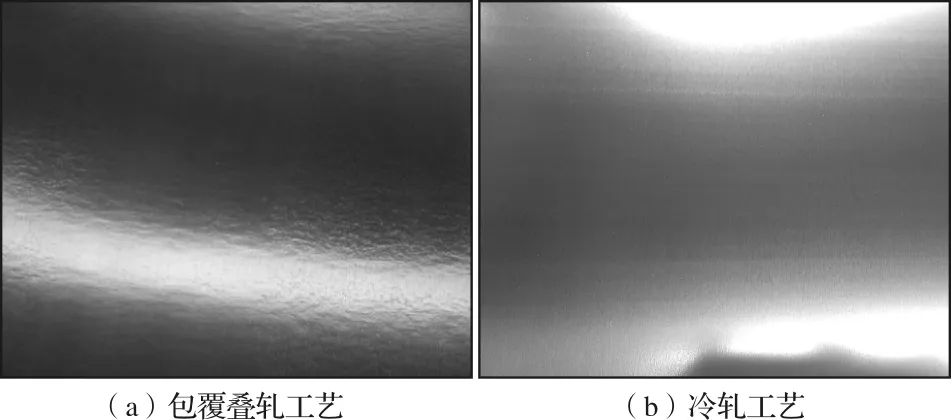
图1 不同轧制工艺制备的TC1钛合金板材的表面照片Fig.1 Surface of TC1 titanium alloy plate processed by different rolling methods
2.1.2 板材的组织及性能
表1为采用包覆叠轧和冷轧两种工艺分别制备的厚度为1.0 mm和0.8 mm的 TC1钛合金板材的室温力学性能。从表1可以看出,包覆叠轧和冷轧两种工艺制备的厚度为1.0 mm和0.8 mm的TC1钛合金板材的室温力学性能均符合标准GJB 2505A—2008要求。
对比表1中的检测结果可见,包覆叠轧工艺制备的厚度为1.0 mm的板材抗拉强度偏差约为33 MPa,厚度为0.8 mm的约为28 MPa;而冷轧工艺制备的厚度为1.0 mm的板材抗拉强度偏差约为2 MPa,厚度为0.8 mm的约为14 MPa。由此可见,冷轧板材强度较为集中,分散性小,其产生原因可能与轧制方式有关[1-2〗[3-4],形核少且易聚集长大,因此组织较为粗大,如图2a~d所示,因此性能波动较大。而冷轧为再结晶温度以下的加工,对组织破碎充分,畸变能增大[5-6],形核充分,热处理后晶粒更为细小,如图2e~h所示,因此性能更为稳定。

表1 包覆叠轧和冷轧两种工艺制备的TC1钛合金板材室温力学性能

图2 不同轧制工艺制备的TC1钛合金板材的金相照片Fig.2 Metallographs of TC1 titanium alloy plate processed by different rolling methods
综上可知,与包覆叠轧工艺相比,采用冷轧工艺获得的TC1钛合金薄板的表面质量更为良好,性能更为稳定,晶粒更为细小,且各项性能指标均满足标准GJB 2505A—2008的要求。
2.2 热处理对冷轧TC1钛合金板材力学性能的影响
图3为冷轧工艺得到的0.8 mm厚的TC1钛合金板材经550、580、620、680 ℃热处理后的室温力学性能变化趋势。从图3可以看出,板材的抗拉强度和屈服强度均随退火温度的升高而降低,延伸率随退火温度的升高略有增大。当退火温度为550 ℃时,Rm=668 MPa,Rp0.2=619 MPa,A=37%;当退火温度为580 ℃时,Rm=631 MPa,Rp0.2=540 MPa,A=41.0%,均满足GJB 2505A—2008中590 MPa≤Rm≤735 MPa,Rp0.2≥460 MPa,A≥25%的要求,且富余量较大。当退火温度升高至620 ℃时,其抗拉强度略高于标准要求,但富余量不大;当退火温度从620 ℃升高至680 ℃时,抗拉强度下降幅度不大,均为略高于或低于标准要求。而板材的屈服强度和延伸率在4种退火制度下均能满足标准要求。因此成品板材退火温度控制在550~580 ℃较为合适。

图3 退火温度对0.8 mm厚冷轧TC1钛合金板材力学性能的影响Fig.3 The effect of annealing temperature on mechanical properties of 0.8 mm cold rolling TC1 titanium alloy sheets
在实际生产中,由于原料化学成分的波动、轧制工艺的影响,要获得满足标准要求的力学性能,且有一定的富余量,对板材的热处理制度可作适当调整,例如可以依据装炉量选择合适的退火保温时间。
2.3 热处理对冷轧TC1钛合金板材组织的影响
图4为经冷轧工艺得到的0.8 mm厚的TC1钛合金板材经550、580、620、680 ℃退火后的显微组织。由图4可见,退火温度为550 ℃时,TC1钛合金板材已发生部分再结晶,但再结晶程度较低,因此板材的抗拉强度较高(如图3所示);当退火温度提高到580 ℃,板材已发生完全再结晶,等轴晶的数量明显增多,同时纤维组织较550 ℃退火时明显减少;退火温度提高至620 ℃时,板材的显微组织形貌与580 ℃时相似,变形纤维组织基本消失,因此其强度较580 ℃有所降低;当退火温度提高至680 ℃时,有个别大晶粒出现,但其显微组织形貌与620 ℃相似,因此板材的性能与620 ℃时相当。

图4 0.8 mm厚冷轧TC1钛合金板材经不同温度退火后的显微组织Fig.4 Microstructures of 0.8 mm cold rolling TC1 titanium alloy sheets at different annealing temperatures
3 结 论
(1)包覆叠轧工艺制备的TC1钛合金板材表面质量较差,碱酸洗后仍存在橘皮、小凸起、凹坑等缺陷,表面处理较为困难;而冷轧工艺制备的TC1钛合金板材表面均匀一致,光洁度好,且缺陷少,表面质量明显优于包覆叠轧板材。
(2)冷轧TC1钛合金薄板成品退火温度控制在550~580 ℃较为合适。原料化学成分波动、轧制工艺改变,热处理制度可作适当调整。
[1]王蕊宁,杨建朝,舒滢,等. TC4钛合金薄板轧制的工业化试验研究[J]. 钛工业进展,2012,29(1):29-31.
[2]洪权. Ti-6Al-4V合金包覆叠轧薄板的加工工艺与组织性能研究[D]. 西安:西北工业大学,2005.
[3]唐仁政. 物理冶金基础[M]. 湖南:冶金工业出版社. 1997.
[4]陈溪强. 轧制工艺对工业纯钛组织性能的影响[J]. 钢铁钒钛,2009, 30(4):16-20.
[5]张宝昌. 有色金属及其热处理[M]. 西安:西北工业大学出版社,1993.
[6]王瑞琴, 黄先明, 吴晓东, 等. 冷轧钛板材缺陷分析与讨论[J]. 热加工工艺, 2014, 43(13): 21-24.
Research on Rolling Technology of TC1 Titanium Alloy Wide Sheet
Li Hui1,Liu Songliang2,Sha Chunpeng3,Lu Yingfeng3,Wang Ruiqin1,Wang Xing1,Shu Ying1,Tang Jin1
(1. Western Titanium Technologies Co., Ltd., Xi’an 710201, China)(2. Aviation Military Representative Office of Navy in Shenyang, Shenyang 110000, China)(3. Shenyang Aircraft Corporation, Shenyang 110000, China)
The surface quality, microstructures and mechanical properties of TC1 titanium alloy sheets which were produced by canning ply-rolling and cold rolling were studied and compared, and the influence of annealing temperature on the sheets produced by cold rolling was also researched. The results indicate that the properties of the sheets produced by the two different processes can both meet the standard of GJB 2505A—2008. But the sheets produced by cold rolling can obtain better finished products with good surface quality, stable mechanical properties and small grain. Besides, it is found that the adequate annealing temperature for cold rolling sheet is between 550 ℃ and 580 ℃.
TC1 titanium alloy sheet; canning ply-rolling; cold rolling; microstructure; mechanical property
2014-07-02
李辉(1973—),男,高级工程师。
猜你喜欢
石材(2022年1期)2022-05-23
石材(2022年1期)2022-05-23
作文新天地(小学版)(2021年8期)2021-08-24
数学物理学报(2021年3期)2021-07-19
科技创新导报(2021年33期)2021-04-17
重型机械(2020年2期)2020-07-24
陶瓷学报(2019年6期)2019-10-27
制造技术与机床(2019年7期)2019-07-22
中国有色金属学报(2018年2期)2018-03-26
制造技术与机床(2017年6期)2018-01-19
