集团分布式制造模式下生产计划与调度研究*
2014-07-18 11:56刘洪伟段宏亮孔令浩
组合机床与自动化加工技术 2014年4期
刘洪伟,段宏亮,孔令浩
(天津大学 管理与经济学部,天津 300072)
集团分布式制造模式下生产计划与调度研究*
刘洪伟,段宏亮,孔令浩
(天津大学 管理与经济学部,天津 300072)
根据集团分布式制造模式的定义和特点,结合分布式制造的相关文献,在考虑该模式生产计划及调度流程的前提下,以总制造成本和违约信誉损失为度量标准,构建了一种关于集团中各制造单位生产计划分配及后续产品调度的数学模型,即研究如何将集团总部下的订单分配到各制造单位、各订单何时开始生产及完工后各工厂的产品调往何处,最后借助Lingo软件对算例进行求解,验证了该模型的有效性和可行性,为集团分布式制造模式下生产计划与调度提供理论支持。
集团分布式制造;生产计划与调度;总制造成本;违约信誉损失
0 引言
集团分布式制造模式(Group Distributed Manufacturing System,GDMS)是一种以敏捷制造和分布式制造思想为指导,通过信息技术、先进制造技术等相关技术,在一定管理约束机制基础上,以集团总部与分布在不同地域的制造单位之间的合作关系网为主要形态,构建而成的面向市场特定需求的制造生产模式[1]。集团分布式制造模式将空间分散的多个制造单位集成在一起,通过协同运作快速响应市场需求,突破空间地域对企业生产经营范围和方式的约束,从而提升制造系统的柔性以满足高效、高质、低成本的为客户提供服务的需求,是一种很有特色的敏捷化实现方式[2]。
郎志冲[1]介绍了集团分布式制造模式的概念、基本特征和信息集成管理系统的模型,属于较为初级的介绍。丁胡送等[3]针对企业间的业务转包情形,研究了分布式决策下工厂柔性投资规划问题,该模型可以视作是对集团分布式制造模式布局规划的研究。Kw Angyeol Ryu[4]将分布式制造模式同其他几种基于单元型的制造模式进行了比较,认为其在单元的自治性、单元间的协助等方面具有突出优点。Tatsushi Nishi等[5]利用线性规划方法构建了供应链整体的产品生产和成本配置最优模型,但是研究范围较大,可操作性较低。周金宏[6-7]等较为系统的研究了分布式制造模式下生产计划的制定,其将准时化生产计划理念从单个企业扩展到分布式企业,研究了m个分布的工厂和n个来自不同地点的订单情况下的生产计划制定方法;该模型假设的前提是各工厂都有能力生产全部产品且没考虑工厂的生产能力,这与实际是不完全相符的。李伊松[8]研究了基于供应链的敏捷物流系统构建,利用数学模型将联盟内部的物流能力和任务等科学分配,其实质上也是与集团分布式制造模式的调度方式相关。
综合来看,针对集团分布式制造模式的相关研究较少,现有的对该模式的生产计划研究缺乏特定的模型构建。本文根据集团分布式制造模式的生产计划制定流程,旨在建立模型,解决各制造单位的生产计划与调度问题,即如何将集团总部下的订单分配到各制造单位、各订单何时开始生产及完工后产品调往何处等。
1 问题描述与模型建立
1.1 模型假设及参数说明
考虑在集团分布式制造模式下,总共有S个制造单位,各制造单位在集团总部统一部署下生产m种产品,假设在一定计划期T内获得若干订单任务,本模型的目的是为了解决在考虑总制造成本和违约信誉损失成本(提前/拖期)下各制造单位的生产计划及调度方案制定问题。
在具体的子问题的求解过程中,必须满足若干特定的约束条件。为了说明这些约束条件,首先建立如下的目标:集团调度系统的主要任务是根据客户订单的产品种类、数量、交货日期等为各制造单位制定一个基本的生产计划,还应尽可能的满足产品交货期且成本相对较低。为了满足上述目标,本文做如下假设:
(1)公司按订单生产,无初始库存、生产期间库存和缺货累积;
(2)若生产线一旦开工,则按每日的最大可生产量生产(最大可生产量是在综合考虑工时、设备维护、物料等情况下获得的);
(3)产品一旦开工生产,则连续加工生产直至产品生产结束,加工过程不允许中断;
(4)由于地域等差异,不同地域的工厂生产同一产品的制造成本是不同的,但是,在计划期内[1,T]内工厂的对某产品的制造成本是恒定的,不会随时间变化;

(6)一般情况下,产品运输采用固定的运输方式,因此运输时间和单位运输成本也是已知的。
为了下文引用方便,对文中部分涉及到的参数加以定义和说明,如表1所示。
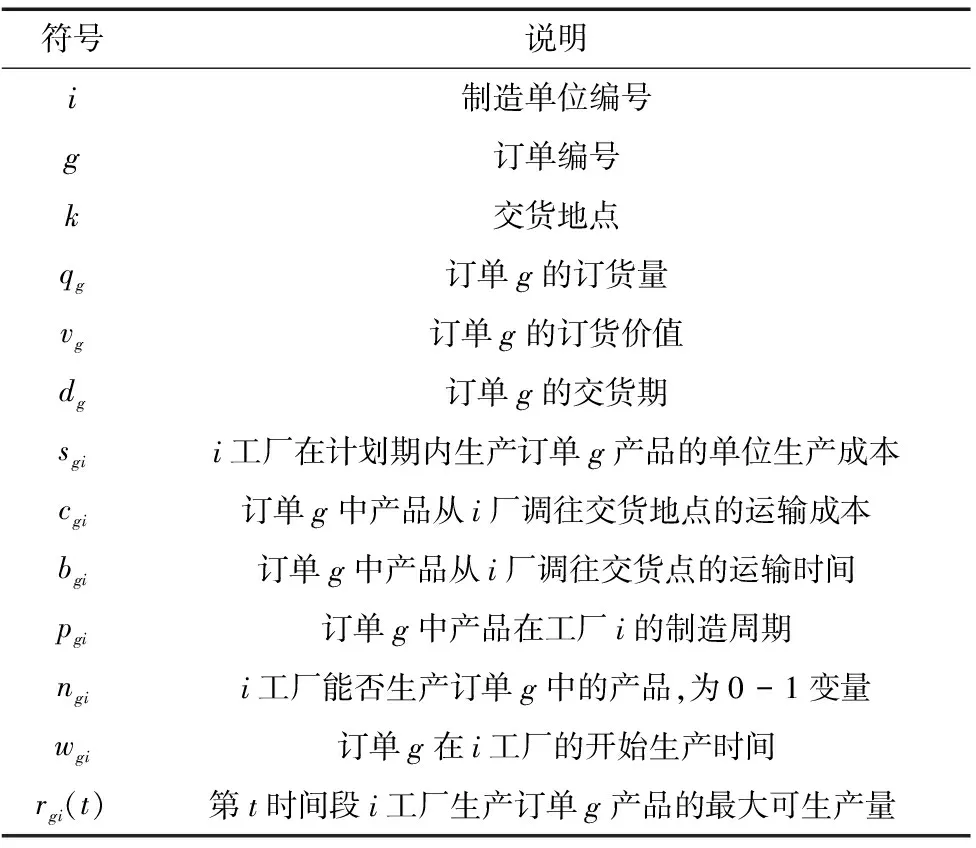
表1 文中参数说明
在上述参数中,由于定义每个工厂负责销售本区域内的产品,因此参数i与k的取值范围相同;各单位在其自身销售区域内的运输成本cgi可不加以区别,其成本都视为0,这样定义可以保证各制造单位生产的品种优先供应本单位负责区域的市场。
ngi为0-1变量,其值为0表示i工厂不具备生产产品g的能力;其值为1表示具备该生产能力,由此可推出,当ngi=0时,sgi=∞。

为了理解方便,对相关的时间作如下说明,第t时段开工:第t时段的起点为开工点;第t时段完工:第t时段的末点为完工点;第t时段交货:第t时段的末点为交货点。
每个订单对应一种产品,如果原始订单中包含若干种产品,那么按照订单中的产品品种和交货期将原始订单重新拆分为若干子订单,比如订单A中包括产品a和b,产品交货期为d1,订单B包括产品c和d,交货期为d2,那么可重新编号为:产品a、b、c、d的生产分别为子订单1、2、3、4,用参数g表示订单编号。设在计划期[1,T]内有若干个订单,将订单重新编号后的子订单总数为N个,订单g的交货地点在g区域内。
1.2 目标函数
(1)信誉违约损失
以提前/拖期交货惩罚成本衡量企业所遇到的信誉违约损失。一般情况下,订单提前/拖期交货的惩罚成本与订单的价值相关,设提前、拖期交货的惩罚因子分别为η和φ[2],则子订单g提前/拖期交货的惩罚成本分别为ηvg和φvg。
订单i的总提前惩罚成本为:
(1)
订单i的总拖后惩罚成本为:

(2)
则所有订单的提前/拖期交货惩罚成本为:
(3)
(2)总产品制造成本
(4)
(3)总运输成本
(5)
理论上,企业的目标是使产品的制造成本、运输成本和提前/拖后交货的惩罚成本三者之和最小,同时,笔者认为产品制造、运输成本之和与违约惩罚成本对企业造成的影响不同,违约成本还会带来信誉的损失,因此不同的企业可以在此给两者设定不同的系数,这里为了简便,我们假设系数均为1。由此目标函数可以表示为:
(6)
1.3 约束条件
(1)订单约束
为了避免生产计划及调度过于复杂,一个订单只能由一个工厂生产,其数学表达式如公式所示:
(7)
(2)生产能力约束
由于各工厂的产品生产线各有定位,不同的工厂所能生产的产品不尽相同,只有安装了某产品生产线的工厂才能生产对应的产品,否则不能生产。上述条件对应的约束条件如公式所示:
(8)
(3)开工期约束
开工期约束指的是某工厂应满足其同一生产线下前面的订单生产完成之后才能开始生产新订单。由于集团分布式中各工厂的地域差异及生产线水平等带来的影响,各厂即使生产同一种产品,其制造成本、周期等都不尽相同,因此生产会有一定延迟。针对同一产品,订单的开工期约束条件如公式所示:
(9)
实际上,一旦xgi(t)=1,那么该订单的开始生产时间点、完工点、生产时长等都可以确定,其中订单完工点为t-bgi,订单开工点wgi满足以下约束条件:
(10)
订单g的生产时长pgi与产品运输时间wgi满足以下约束条件:
(wgi+pgi-t)·xgi(t)=0
(11)
1.4 最终模型
经过以上分析,可得最终的生产计划及调度数学模型如下:
(12)
s.t.
(13)
(14)

g=1,…,N,i=1,…,S,t=1,…,T,wgi=1,…,T
(15)
(wgi+pgi-t)·xgi(t)=0,
g=1…N,i=1,…,S,t=1,…,T
(16)
xgi(t)=0or1,g=1,…,N,i=1,…,S,t=1,…,T
(17)
求解上述模型即可求得GDMS中各制造单位的月滚动粗生产计划及后期的调度方案。
2 算例计算与分析
2.1 数据资料
假设某集团分布式制造模式的W企业总计可生产a、b、c、d四大类产品(对应的产品编号为1,2,3,4),旗下共有三家分布在不同区域的制造单位,分别是TJ、JN、WF(对应的i,k=1,2,3),每个制造单位可生产的产品情况如表2所示(即ngi和sgi值)。
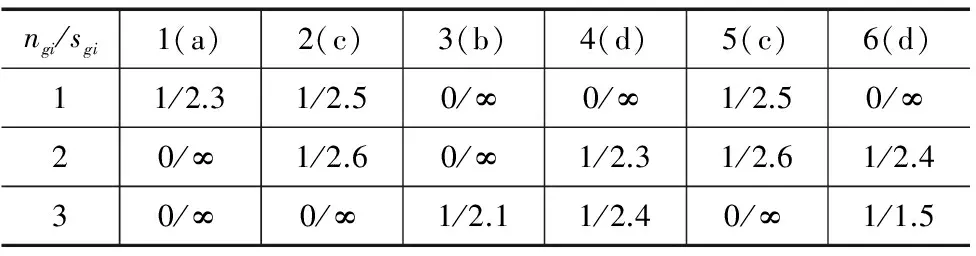
表2 W集团的ngi和sgi值
假如在计划期[1,10]内有4个大订单,根据订单的产品品种对原有订单重新拆分和编号,将其切割为若干小订单,从上到下分别定义为子订单1,2,…,6,各订单具体情况如表3所示。假设单位时间的单位价格的提前、拖后交货的惩罚系数为:η=0.1,φ=0.2。
各订单在不同工厂生产所产生的运输费用和运输时间如表4所示。
每个工厂在计划期内的最大生产能力如表5所示。
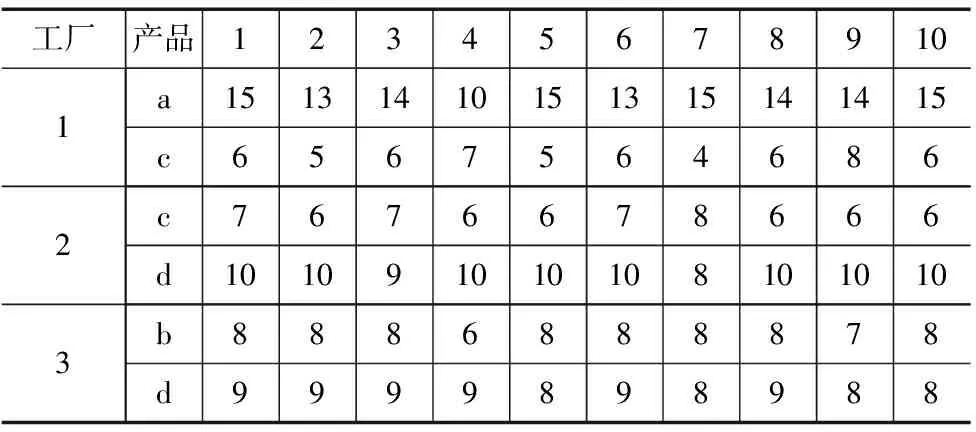
表5 各厂的每日最大可生产量rgi(t)
2.2 模型求解
运用Lingo软件计算,得到的结果的部分截图(由于待解变量数量较多,所占空间较大,本文只截取了第一个订单的运行结果)如图1所示。
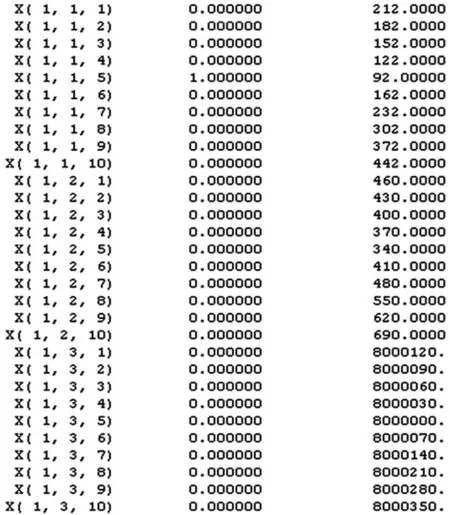
图1 lingo运行结果截图
最终的结果为:x11(5)=x21(6)=x33(7)=x42(9)=x52(5)=x63(8)=1;转化为详细结果信息如表6所示。
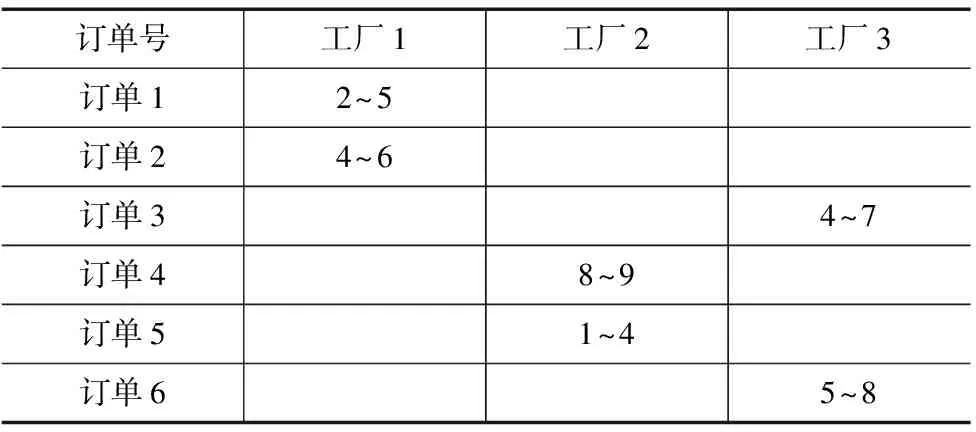
表6 最终计算结果
在表6的结果中,除了订单5之外,其余订单都能准时交货,对于订单5,第1-4天在2号工厂进行生产,然后经1天运输后运送到客户交货点,因此延迟了一天。该方案既保证了客户订单的准时交货,又实现了总成本的最小化。
3 总结
集团分布式制造模式由于自身独特的优势,在现代企业中已经有了一定的应用,但是对此较为深入系统的理论研究还较少。本文从集团分布式制造的特点和流程出发,针对其生产管理流程中的重点——制造单位的月滚动粗计划的制定,构建了相应的生产计划及产品调配方案算法模型,并且通过算例验证了该模型的有效性,具有很强的应用价值。
[1] 郎志冲.集团分布式制造模式的研究[J].技术研发,2010,17(2):42-43.
[2]WangD.Earliness-tardinessProductionPlanningApproachesforManufacturingSystem[J].Computer&IndustrialEngeneering,1995,28(3):425-436.
[3] 丁胡送,何平,徐晓燕.柔性对分布式制造系统绩效的影响[J].系统工程理论与实践,2011,31(9):1776-1783.
[4]KwAngyeolRyu,MooyoungJung.Agent-basedfractalArchitectureandModelingforDevelopingDistributedManufacturingSystems[J].InternationalJournalofProductionResearch,2003,41(17):4233-4255.
[5]TatsushiNishi,MasamiKonishi,MasatoshiAgo.ADistributedDecisionMakingSystemforIntegratedOptimizationofProductionSchedulingandDistributionforAluminumProductionLine[J].Computer&ChemicalEngineering,2007,31(10):1205-1221.
[6] 周金宏,汪定伟,徐洋.软计算求解分布式多工厂多顾客的供应链准时化生产计划问题[J].控制与决策,2011,16(6):894-897.
[7] 周金宏,汪定伟.分布式多工厂、多分销商的供应链生产计划模型[J].信息与控制,2001,30(2):169-172.
[8] 李伊松.基于供应链的敏捷物流系统构建研究[D],北京:北京交通大学,2010.
[9]GraveSC,TomlinBT.ProcessFlexibilityinSupplyChains[J].ManagementScience,2003(49):907-919.
(编辑 赵蓉)
Production Planning and Scheduling Research for Group Distributed Manufacturing System
LIU Hong-wei ,DUAN Hong-liang ,KONG Ling-hao
(College of Management and Economics, Tianjin University, Tianjin 300072, China)
According to the definition and characteristics of group distributed manufacturing system, a mathematical model of production planning and scheduling is proposed based on the production plan and scheduling process. The objective is to find an optimal schedule and minimize the total costs of manufacturing and liquidated loss of credibility. That is to study how the group orders are assigned to each production unit, when to start product and where the products transferred after the completion. At last, with an example, the production planning and schedule results can be obtained by using the Lingo software. The results show that it can get a satisfactory solution and has potential of practical production applications, which provides a theoretical reference for the production planning and scheduling of group distributed manufacturing.
group distributed manufacturing system; production planning and scheduling; total costs of manufacturing; liquidated loss of credibility
1001-2265(2014)04-0146-04
10.13462/j.cnki.mmtamt.2014.04.041
2013-08-12
国家基础性科技工作专项基金(2010IM040300)
刘洪伟(1971—),男,黑龙江齐齐哈尔人,天津大学副教授,博士,硕士生导师,主要研究方向为工业工程理论与应用、信息集成管理、精益管理等;通讯作者:段宏亮(1990—),男,山西运城人,天津大学硕士研究生,主要研究方向为工业工程理论和应用、精益管理,(E-mail)hl_duan@yeah.net。
TH166;TG65
A
猜你喜欢
今日农业(2022年4期)2022-11-16
今日农业(2022年15期)2022-11-09
太空探索(2021年1期)2021-01-19
物流技术(2020年3期)2020-04-29
当代陕西(2018年9期)2018-08-29
能源(2017年10期)2017-12-20
能源(2017年5期)2017-07-06
中学生数理化·中考版(2016年10期)2016-12-22
雷达与对抗(2015年3期)2015-12-09
创业家(2015年6期)2015-02-27