
平锁缝纫机运动控制卡设计
2014-07-13 06:45:22祝本明刘必标张天佑
电子设计工程 2014年12期
祝本明,刘必标,张天佑,任 纬
(中国兵器工业第58研究所 四川 绵阳 621000)
平锁缝纫机运动控制卡设计
祝本明,刘必标,张天佑,任 纬
(中国兵器工业第58研究所 四川 绵阳 621000)
针对平扣眼锁眼缝纫机结构复杂,电器器件多,控制复杂的特点,在对平扣眼锁眼锁眼机的功能特征、系统结构、人机操作界面等问题的深入分析的基础上,提出了一种基于DSP和FPGA的平扣眼锁眼缝纫机运动控制卡的设计方案,该方案集成了运动控制、交流伺服控制、步进驱动控制、接口控制等功能,具有通用性好软件易于修改升级调试方便等特点。经现场应用结果表明,各项指标完全满足设计要求,得到了很好的实际应用。
平扣眼锁眼缝纫机;运动控制卡;DSP;FPGA
随着科学技术的发展和缝制设备制造工艺技术的进步,国外对缝纫机的研究主要有:自动化、智能化、高效、节能和环保的智能化缝制设备方向发展。传统工业平缝机只能完成简单的缝制工作,需要操作工人自己进行手工剪线,更加没有拨线和倒缝功能,加工效率比较低,市场上急需多性能、易操作和维修的新品种机器,缝制设备逐渐向着自动化、智能化、高效、节能和环保的方向发展。
国内很多企业对技术开发不重视,缺乏技术开发规划,对行业产品预见性不强,科研投入普遍不足;产品主要是以仿制国外的产品为主,缺乏自主创新能力;对于一些急需突破的缝纫机关键技术,均是借鉴国外现有技术,没有形成自己的核心技术,智能化程度较高的智能化缝制设备都依赖进口。
近年来,国内缝制设备制造商已经将智能化缝制设备控制系统作为研究重点,但是由于智能化缝制设备控制系统技术含量高,控制复杂,因此研制开发投入较大。此外该行业从事机电一体化开发研究的技术人才缺乏,既熟悉缝纫机技术又掌握电子信息及自动控制技术的复合型人才更少,这些都为国内发展智能化数控缝制设备带来了困难。国内缝制设备制造企业凭借多年的技术和经验积累,目前已能够设计智能化缝制设备的机械部分,还没有研发出能与国外产品竞争的控制系统。
1 总体设计
平锁缝制运动控制卡以TI公司的DSP芯片TMS320LF 2407A和ACTEL公司的A3P400 FPGA芯片为核心。DSP芯片作为控制处理器,主要完成各种运动控制算法、交流伺服控制算法、步进驱动控制算法;FPGA协助DSP工作,完成各种运动控制接口、系统开关量以及系统内部各种逻辑控制;DSP和FPGA协同工作,共同构建智能化缝制设备控制系统的核心单元,既充分利用DSP数据信号处理能力,进行复杂算法运算;又充分发挥FPGA运算速度快的特点,使其资源互补[1]。平锁缝制运动控制卡系统框图如图1所示。
2 DSP
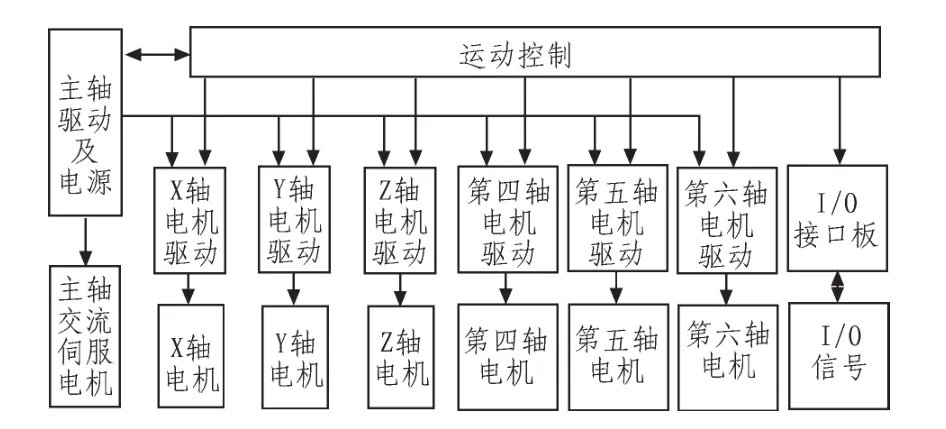
图1 系统框图Fig.1 Block diagram of system
TMS320C2000系列DSP是一种价格低、性能高的定点DSP芯片。TMS320LF2407属于 TMS320C2000系列,它既具有一般TMS320C2000系列芯片的高速运算和信号处理能力外,又具有和单片机一样在片内集成了丰富的外设,所以特别适用于数字控制系统;设计中,利用DSP芯片上外设接口SCI扩展了多协议异步串口通信,多协议芯片采用MAXIM公司的MAX485芯片,利用SPI接口扩展的256K FRAM。振荡电路从外部给TMS320LF2407提供了稳定时钟信号工作,设计中采用了10 M有源晶振向TMS320LF2407提供时钟信号。用一块 RAM芯片 IS61LV6416完成对程序存储空间和数据存储空间分别64K*16Bits的扩展。IS61LV6416是ISS公司生产的64K*16Bits CMOS低功耗3.3V存储芯片,通过总线与FPGA相连,用来完成PC与DSP间的数据交换。利用DSP自身模数转换器模块,对提升踏板的模拟输入信号进行采样/保持和AD转换,完成提升踏板的模拟设计。复位电路将使 LF2407上电后正常运行或是按控制要求使程序重新运行。除此以外,还有JTAG下载引脚电路,以及一些管脚的上拉或下拉电路等[2-3]。
DSP芯片作为控制处理器,主要完成花样图形示教编程、缝纫针距平均分割、插补控制。花样图形示教编程技术充分利用触摸屏操作方便的优点,在触摸屏上用点方式输入曲线,系统软件自动进行曲线拟合和缝纫针距分割,给加工生产带来很大的方便。花样生成算法主要有直线针步数据生成算法、圆弧针步数据生成算法、曲线针步数据生成算法。直线和圆弧针步数据生成算法思想基本一致,都是首先计算直线段(圆弧段)的长度(弧度),计算理论针步数,确定实际针距。曲线针步数据生成算法思想是采用B样条曲线拟合给定的散点,得到拟合点,再根据给定的针距,结合拟合点坐标,采用微直线组合的方法,计算出整个曲线的总长度和实际针步数,再计算出实际的针距,采用累加拟合点长度的方法,计算出每一个针步的绝对坐标。实际中,大多采用曲线针步数据生成算法,或者3种算法的综合运用。
缝纫针距平均分割、插补控制是缝纫数据生成的基本功能。针对缝制设备要求的针距均分、倒缝重合等特殊要求,设计了直线、圆弧分割、插补算法,并在此基础上完成了缝制设备专用的曲线拟合算法。在按设定针距拟合曲线时,可依据曲线实际轨迹自动调节针距大小,保证了平均分割的实现。
系统在运动控制上采用软、硬件配合的两级插补方法,先由软件根据缝制花样轮廓将其分成若干直线段 (粗插补),然后再由硬件对粗插补输出的直线段细化(精插补),形成输出脉冲。既充分利用DSP数据信号处理能力,进行复杂算法运算;又充分发挥FPGA响应速度快的特点,使其资源互补。
3 FPGA模块
FPGA主要控制6个步进驱动、交流伺服驱动、接口信号等功能模块。硬件设计的集成化与柔性化,提高了系统的可靠性及满足市场需求的多样性。在该专用大规模集成电路中实现了进给电机的自动加减速控制、运动轴插补控制和位置控制等,突破了在高速缝纫过程中软件难以控制加减速的技术瓶颈,大大提高了系统的高速加工指标和稳定性[4]。
FPGA接收来自DSP的指令操作以及外部I/O输入操作,发出相应作业命令给各个步进驱动、主轴驱动以及电磁铁。FPGA控制驱动原理如图2所示。
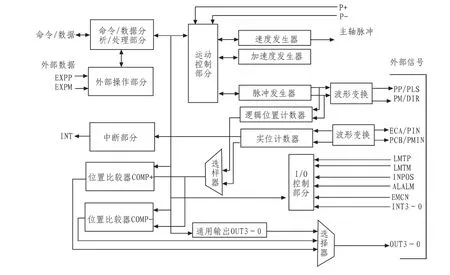
图2 FPGA控制驱动原理框图Fig.2 Schematic diagram of FPGA control drive
FPGA系统采用流水线方式设计,分别设计了系统控制寄存器,运动轴插补操作寄存器,运动轴位置寄存器,运动轴控制状态寄存器模块,设计了插补时钟分频器,使其输出的插补时钟同步于基准时钟的上升沿。
FPGA在DSP完成粗插补运算后,进行精插补运算,准确定位缝制运动轨迹。
FPGA还完成中断状态读取;中断标志清除及处理;中断边沿检测,限位、报警禁止插补信号处理;a、b相反馈脉冲四倍频,倍频输出的脉冲边沿同步于输入采样脉冲的下降沿;回零控制等功能。
4 交流伺服控制模块
针对缝纫机应用的具体情况,在保证交流伺服驱动器优异性能和满足实际需要的前提下,对驱动器进行简化设计,将交流伺服驱动控制集成在运动控制卡中,有效地解决了高电压、大电流对弱信号、模拟信号造成的极大电磁干扰,简化了系统结构,增强了抗干扰能力,提高了系统的可靠性,降低了生产成本。交流伺服系统原理框图如图3所示。
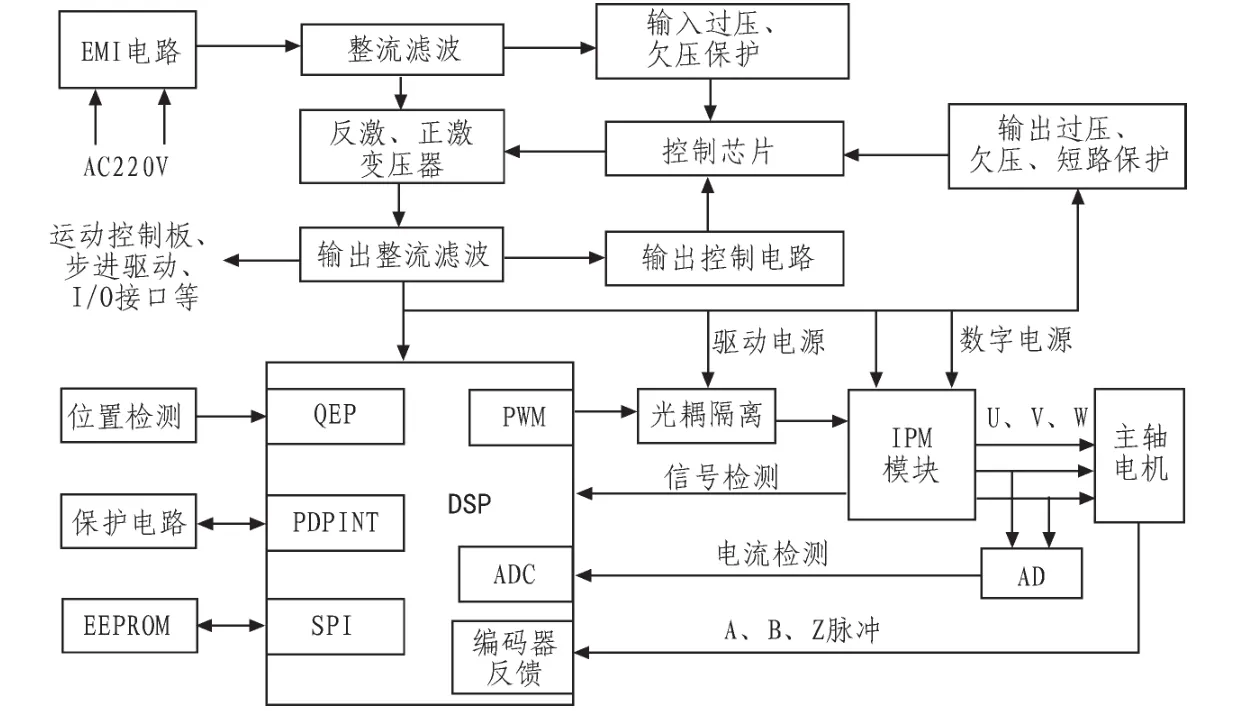
图3 交流伺服驱动器原理图Fig.3 Schematic diagram of AC servo drive
交流伺服驱动控制以高性能DSP为处理器、以旋转编码器和电流传感器为反馈、智能功率模块IPM为逆变器,并根据缝纫机运动的特性优化了电机位置环、速度环、电流环实时控制算法,实现对交流伺服电机的高性能控制。该项技术的突破,使驱动器的生产成本大幅度降低,并能与缝纫机的主轴和进给轴更好地配合[5]。全数字伺服系统原理图如图4所示。
5 全数字闭环驱动模块
步进电机能够将电的脉冲信号转换成相应的角位移,是一种离散型自动化执行元件。随着计算机控制系统的发展,步进电机广泛用于同步系统、直线及角位系统、点位系统、连续轨迹控制系统以及其他自动化系统中,是高科技发展的一个重要环节[6]。闭环步进驱动控制原理框图如图5所示。
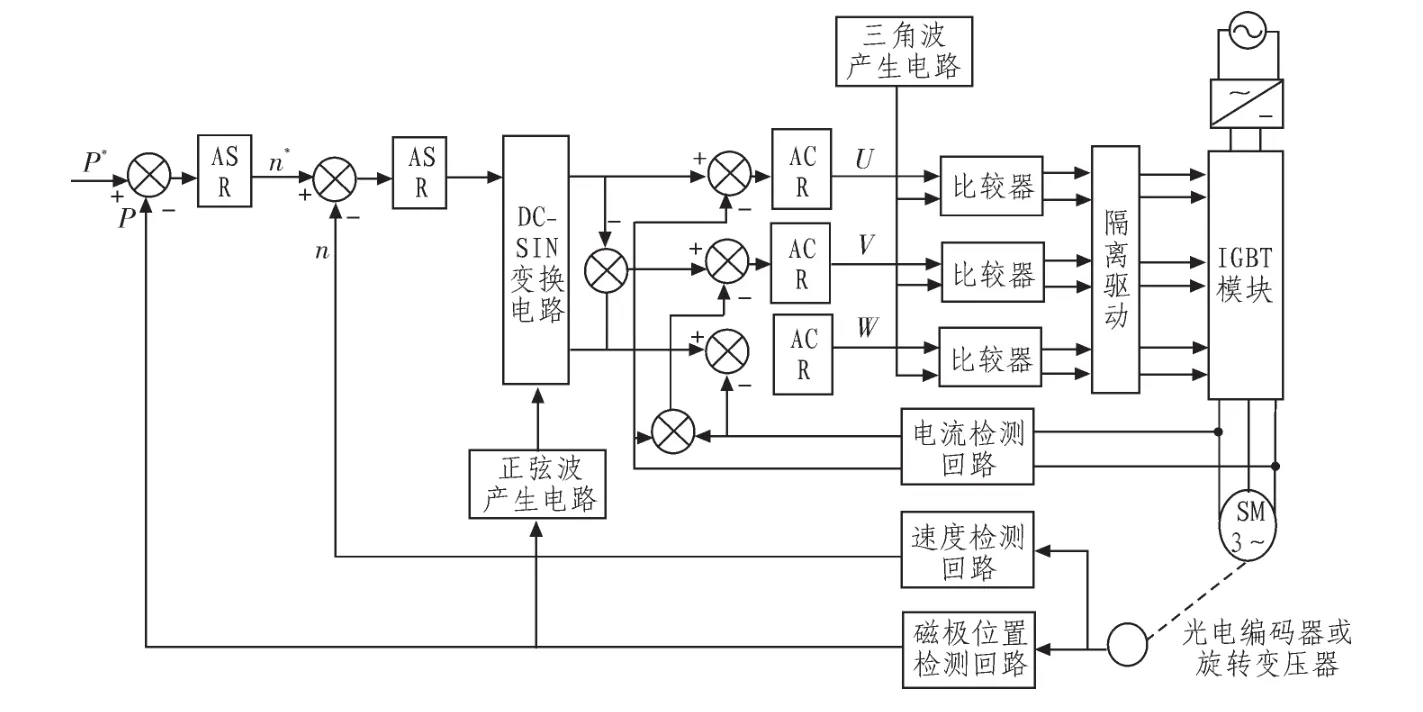
图4 全数字伺服系统原理图Fig.4 Schematic diagram of full digital servo system
全数字化闭环步进驱动采用32位高性能DSP处理器,实现电机绕组电流的数字化控制,使用电子齿轮、微细分、电磁转距的矢量控制等技术,实现对电机转子位置闭环控制,解决电机震荡和丢步问题,提升步进电机运转性能,减小电机发热,大大提升了步进电机的性能。
电流控制采用增量式PID算法,离散的PID为:
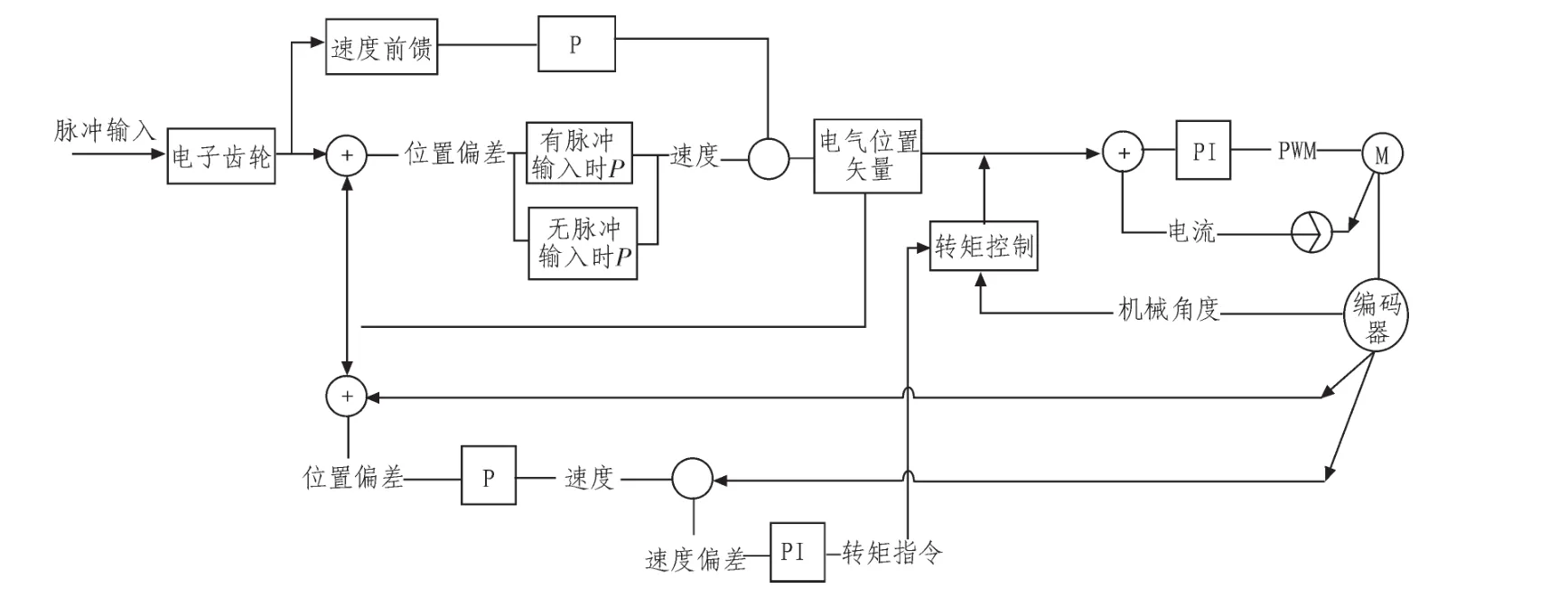
图5 闭环步进驱动控制原理框图Fig.5 Schematic diagram of closed-loop stepper drive

离散的PID第K-1个采样时刻的输出值为:

将式(1)、式(2)相减并整理,就可以得到增量式 PID算法公式为:
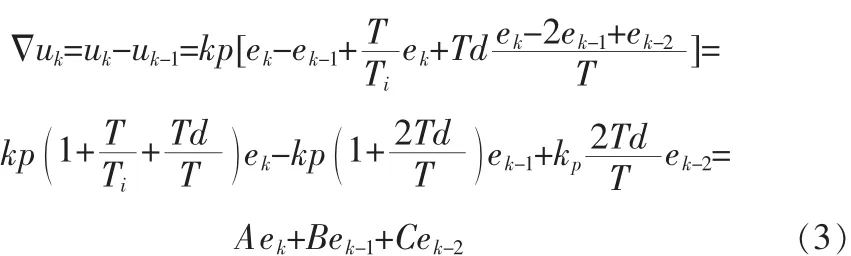
闭环步进驱动采用恒定的采样周期T,确定A、B、C后,只要使用前后3次测量的偏差值,就可以使用(3)式求出控制量。步进电机闭环驱动具有步进电机开环驱动和直流无刷伺服电机的优点,提高了矩频特性、输出功率/转矩曲线得以提高、效率-转矩曲线提高。
步进电机细分控制通过2S/2R变换把实际反馈电流Ia、Ib变换为DQ旋转坐标系下的量Id、Iq。步进驱动细分控制框图如图6所示。
位置计数器通过控制系统发来的脉冲数CP和脉冲方向DIR以及本身的细分数参数设置即可给出坐标变换的位置信号,2S/2R坐标变换模块则根据此时的位置信号和实际采样的Ia、Ib电流变换为在旋转坐标系下的Id、Iq电流,两个电流PI则根据期望 Id、Iq和实际反馈的误差值得到控制量Ud、Uq,再经过2R/2S坐标变换得到Ud、Uq,SPWM调制模块则实现PWM的占空比计算和输出。PWM输出直接控制步进电机的主功率电路,实现了步进电机的细分驱动控制。
6 开关电源模块
开关电源是缝制设备控制系统的核心部分。随着缝制设备控制系统集成度的提高,系统硬件日益复杂,强弱电混合、模数电路混合、工作频率增高,导致系统内干扰更加严重。开关电源和交流伺服系统作为功率器件,它们的可靠性直接影响系统的性能[7]。通过开发高压软启动、输出过压、短路及开环保护、输入欠压及过压保护、精确的过热及功率保护、频率调制等技术,使用集成了高压MOSFET及其控制电路的电源芯片,研制了高效能高压模拟开关电源模块。
小功率电源通常使用反激拓扑结构,具有结构简单、使

图6 步进驱动细分控制框图Fig.6 Block diagram of stepper drive control microstep
用元器件少、成本低等特点;中等功率电源由于要求器件电压、电流应力要求高、容易损坏元器件等缺点,一般不使用反激拓扑结构而使用其他电路拓扑结构。所以,一般开关电源中,输出小于150 W几乎使用反激拓扑结构,输出大于150 W采用双管正激拓扑结构或其他结构。其中双管正激拓扑结构具有可靠性高、开关管电压应力低等优点。
7 其他模块
通信模块——采用RS485,RS485最大的通信距离约为1 219 M,最大传输速率为10 Mb/S,RS-485接口具有良好的抗噪声干扰性,长的传输距离和多站能力等优点就使其成为首选的串行接口。
接口模块——I/O输入/输出信号通过光耦隔离后与FPGA的 IO接口模块相连,以消除内部系统和外部系统之间的影响。
8 结 论
高速、高精度、高智能化、高附加值、高性价比的缝制设备是当今各大缝制设备厂商追求的目标。该控制系统,既充分利用DSP数据信号处理能力,进行复杂算法运算;又充分利用FPGA设计、修改方便简洁;即充分发挥DSP算法运算优势,又体现了FPGA运算速度快的特点,使其资源互补,样机测试结果表明,该系统整体具有良好性能。
[1]杨奕昕,祝本明,赵毅忠.智能化缝制单元控制系统的实现[J].四川兵工学报,2011,32(8):74-75.
YANG Yi-xin,ZHU Ben-ming,ZHAO Yi-zhong.Realization for sewing unit of intelligent control system[J].Jouranal of Sichuan Ordnance,2011,32(8):74-75.
[2]赵毅忠,陈志锦,祝本明.基于通用缝制设备控制平台的430F套结机控制系统开发 [J].兵工自动化,2014,33(2):75-76.
ZHAO Yi-zhong,CHEN Zhi-jin,ZHU Ben-ming.430F bartacker sewing machine control system development based on general sewing equipment control platform[J].Ordnance Industry Automation,2014,33(2):75-76.
[3]马汉波,颜钢锋.基于DSP和FPGA的多轴运动控制系统设计[J].电子技术应用,2013,39(3):34-36.
MA Han-bo,YAN Gang-feng.Multi-axismotion control system based on DSP and FPGA[J].Application of Electronic Technique,2013,39(3):34-36.
[4]杨秀增.基于FPGA的高速五轴步进电机运动控制卡设计[J].机床与液压,2012,40(4):66-68.
YANG Xiu-zeng.Design of high-speed motion control card for controlling 5-axis stepping motor based on FPGA[J].Machine Tool& Hydraulics,2012,40(4):66-68.
[5]郭丽,石航飞.基于DSP的双轴交流伺服运动控制系统[J].兵工自动化,2010,29(9) :79-81.
GUO Li,SHI Hang-fei.Double servo and movement control system based on DSP[J].Ordnance Industry Automation,2010,29(9):79-81.
[6]花同.步进电机控制系统设计[J].电子设计工程,2011,19(15):13-15.
HUA Tong.Design of stepping motor control system[J].Electronic Design Engineering,2011,19(15):13-15.
[7]李勇,陈志锦,郭丽.交流伺服系统电磁兼容设计[J].四川兵工学报,2012,33(6):98-99.
LI Yong,CHEN Zhi-jin,GUO Li.Design of AC servo system EMC[J].Jouranal of Sichuan Ordnance,2012,33(6):98-99.
Designing of the lockstitch buttonholing machine motion control card
ZHU Ben-ming, LIU Bi-biao, ZHANG Tian-you, REN Wei
(N0.58 Research Institute of China Ordnance Industries, Mianyang 621000, China)
According to complexity of lockstitch buttonholing machine structure,too many electrical devices needed to control,a approach of the designing computer-controlled lockstitch buttonholing machine motion control card based on DSP and FPGA is presented by analyzing function characteristics, system structure, man-machine interface.Motion control、AC servo control、stepper drive control and interface have been integrated the approach,which has been proved to have several features of good adaptability,easiness of software modification or update and convenience for debugging.Application results show that the indicators meet the design requirements,and have a very good practical application.
lockstitch buttonholing machine; motion control card; DSP; FPGA
TN06
A
1674-6236(2014)12-0183-05
2014-02-19稿件编号201402097
国家科技型中小企业技术创新基金支持项目(11C26215105683)
祝本明(1981—),男,安徽太和人,硕士,工程师。研究方向:数控技术。
猜你喜欢
汽车实用技术(2022年7期)2022-04-20 11:45:04
辽宁丝绸(2022年1期)2022-03-29 00:58:44
现代青年·精英版(2021年6期)2021-07-06 15:49:35
房地产导刊(2020年11期)2020-12-28 01:32:30
作文周刊·小学一年级版(2020年20期)2020-09-02 07:17:56
铁道通信信号(2019年4期)2019-10-10 03:42:56
趣味(语文)(2018年8期)2018-11-15 08:53:00
少年博览·小学低年级(2017年8期)2017-09-29 17:37:39
通信电源技术(2016年1期)2016-04-16 04:57:31
机械工程师(2015年10期)2015-02-02 01:14:29
