
石油油管螺纹破损原因分析
2014-07-13 02:26滑丽娟于爱云
中国石油大学胜利学院学报 2014年2期
滑丽娟,于爱云
(中国石化胜利油田分公司 技术检测中心,山东 东营257000)
油管是油田用于井下作业的重要运输管线,在日常作业中发现,每年都会发生多起由于油管的失效造成的无效作业和事故。现在油田所使用油管大多采用不加厚油管螺纹连接(NU)、外加厚油管螺纹连接(EU)及整体油管螺纹连接(IJ)三种常见的油管连接形式,常用油管材质有J55和N80。其主要优点是价格便宜、维修方便、互换性好、易操作等,但也存在连接强度低、密封性能不可靠、上螺纹扭矩难控制等缺点。找出油管失效的原因,并提出相应的改进措施,为油田今后避免类似井下作业事故和降低成本有着重要而深远的意义。
1 外观形貌描述
油田某作业公司在作业施工中,多根油管(27/8N80EU)螺纹破损,施工单位在试油作业中,累计起下管柱5趟10次,每次起下管柱都会有一些油管内外螺纹发生不同程度的损伤。360根油管中累计有5根油管出现啮合处螺纹齿形严重变形破损甚至被撕裂磨平或缩径,螺纹损伤严重,无法使用。
失效油管在井下的位置没有确定规律,但每根失效油管螺纹的破损部位大致相同,以距管端第5扣至第11扣破损的数量较多。接箍内螺纹与管体配合部分的螺纹均有相应的损伤现象,许多损伤严重部位已分辨不出螺纹牙型原貌,内外螺纹金属熔结成一体,在卸扣时发生严重粘连、破损,甚至出现缩颈现象(图1)。

图1 外螺纹损伤形貌
2 力学性能和化学成分分析
对失效油管和接箍分别取样进行力学性能试验,结果见表1。
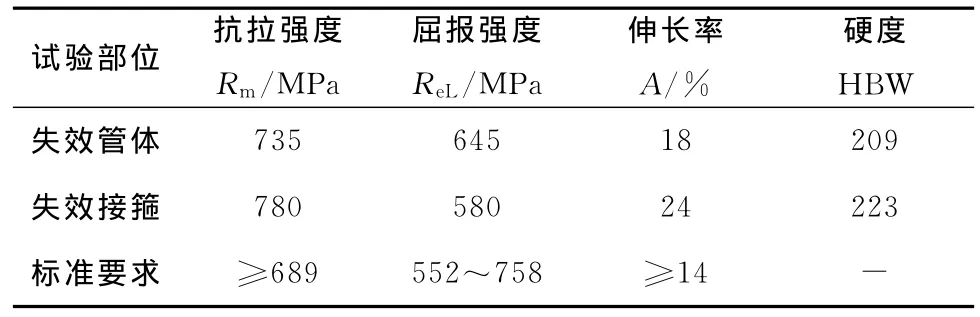
表1 力学分析试验结果
试验结果表明,失效油管和接箍的力学性能符合GB/T 19830-2011石油天然气工业 油气井套管或油管用钢管标准 中对N80钢级油管的要求;对失效管体和接箍的化学成分进行分析,结果是:失效管体中P含量为0.010%,S含量为0.011%,失效接箍中P含量为0.011%,S含量为0.009%,而GB/T 19830-2011石油天然气工业 油气井套管或油管用钢管标准中N80钢级的化学成分只对S、P含量作出规定,规定为P含量≤0.030%,S含量≤0.030%,由此得知:失效油管和接箍的化学成分符合标准要求。上述分析表明失效管体和接箍材质是没有问题的。
3 金相组织分析
对失效的油管和接箍分别取样进行显微组织分析(图2)。
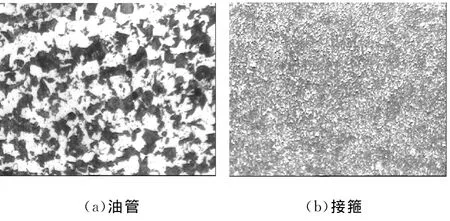
图2 油管、接箍显微组织(400倍)
由图2可见,接箍的金相显微组织为细小、均匀的回火索氏体,是淬火+高温回火的正常调质组织,接箍热处理工艺为调质工艺。油管金相显微组织为铁素体+珠光体,且晶粒均匀、细小,其晶粒度为7.5级,热处理工艺为正常的热扎状态。组织正常,这说明油管和接箍未出现缺陷组织,热处理工艺正常。
4 内、外螺纹参数测量
从现场使用过的该批油管中随机抽取2段失效油管(其中一端带接箍)进行检测,将其中带接箍端的接箍卸下,对其完好螺纹进行检测,结果如表2所示。
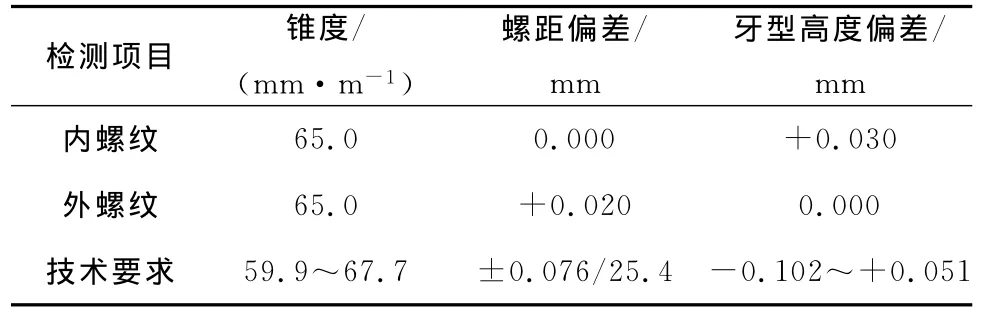
表2 内、外螺纹参数测量结果
检测结果表明,内、外螺纹测量参数均符合GB/T 9253.2-1999石油天然气工业 套管、油管和管线管螺纹的加工、测量和检验的标准 要求。因此排除了因螺纹加工而造成事故的可能性。
5 失效分析及结论
油管螺纹上扣扭矩通过Lame公式[3]计算:

式中,M为上扣扭矩,N·m;R为螺纹啮合的公称节圆半径,m;μ为摩擦系数;L为螺纹旋合长度,m;Pc为接触应力,N/m2。
由式(1)可见,齿面接触应力与上扣扭矩成正比,即在几何尺寸相同的情况下,上扣扭矩越大,齿面接触应力就越高,过高的齿面接触应力最终会导致螺纹啮合处齿形严重变形乃至被剪切或撕裂,该批油管失效部位大部分在第5扣至第11扣之间,而且在管端前5扣也有轻度磨损,根据失效螺纹位置和损伤形貌来看,现场上扣时存在内、外螺纹不同轴,导入错扣,及上扣扭矩过大的现象,这使有效螺纹旋合长度缩短,只有少部分实现全齿高啮合,旋和性差,在大扭矩作用下,使少部分全牙高啮合的螺纹齿面接触应力远大于规定扭矩的应力状态,致使连接强度大幅降低,造成部分螺纹粘结以及撕裂,使密封性变差而出现不同程度的渗漏现象。因此上扣扭矩过大是引起螺纹失效的一个重要原因。
夹紧力对油管扣的影响也不容忽视。上卸扣操作是用液压钳背钳来夹紧接箍,如果钳口加紧力过大,就会造成接箍变形,在上扣过程中由于夹紧力的作用,难以外胀产生弹性变形,当上扣至规定扭矩时,致使外螺纹有过多余扣,要想减少余扣必须施加更大的扭矩,结果导致螺纹啮合状态不断恶化,齿面接触应力大幅升高,最终导致扣破损。
螺纹脂涂抹过少或不均匀也会导致螺纹产生粘扣。因为螺纹脂涂抹过少或不均匀,内外螺纹在啮合过程中处于干摩擦状态,摩擦系数增大,此时若上扣速度过快,扭矩过大,都将使螺纹不能很好的啮合,内螺纹和外螺纹在旋合过程中产生大量的热量在短时间内难以得到散发,使啮合面温度快速升高而产生粘扣[4]。
上卸扣次数过多,也是导致螺纹失效的原因。反复上卸扣超过4次以上的螺纹,其表面因反复摩擦,使粗糙度增大,很容易划破润滑油膜,使相互接触的金属表面在强力摩擦下发生粘着磨损。
通过以上分析可以得出:
(1)上紧扭矩时,内、外螺纹不同轴,以致对扣错位,过大的上扣扭矩和夹紧力,致使螺纹粘连、破损;
(2)螺纹脂涂抹过少或不均匀是导致螺纹损坏的原因;
(3)上卸扣次数过多,也是导致螺纹损坏的原因。
6 预防油管螺纹失效应采取的措施
(1)下油管前,彻底清洗螺纹,内、外螺纹整个表面都均匀涂满合适的螺纹脂,螺纹对接时,小心下放油管,以免损伤螺纹,并先进行手紧后再机紧上扣,严格按油管规格和钢级控制上扣扭矩和转速。
(2)降低螺纹表面粗糙度,预防上扣时在大扭矩作用下内外螺纹齿面接触应力过大,使粗糙的螺纹表面划破润滑油膜,让裸露的金属表面在强力摩擦下发生粘着磨损。
(3)提高螺纹加工质量,防止螺纹几何参数超差,影响其旋合性、接触高度、配合松紧度,同时还会影响连接的可靠性和互换性。
(4)有针对性地进行专业技术知识培训,提高工人的业务技术素质和操作技能。
[1]国家质量监督检验检疫总局、中国国家标准化管理委员会.GB/T 19830-2011石油天然气工业油气井套管或油管用钢管[S].北京:中国标准出版社,2011:72-73.
[2]国家质量技术监督局.GB/T 9253.2-1999石油天然气工业-套管、油管和管线管螺纹的加工、测量和检验[S].北京:中国标准出版社,1999:12-13.
[3]张毅,王长安.API8牙圆螺纹公差与上扣扭矩的试验选择[J].焊管,1997,20(4):18-23.
[4]孙晓中,王旱祥.油管螺纹失效分析与预防[J].石油矿场机械,2003,32(4):20-22.
猜你喜欢
疯狂英语·新阅版(2021年1期)2021-03-03
重型机械(2020年3期)2020-08-24
航空发动机(2020年3期)2020-07-24
石油矿场机械(2020年1期)2020-02-27
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年9期)2019-09-10
哈尔滨理工大学学报(2019年2期)2019-06-03
哈尔滨理工大学学报(2019年1期)2019-04-20
山东工业技术(2018年10期)2018-06-26
制造技术与机床(2017年12期)2017-02-02
