液硫罐顶废气处理技术
2014-07-10 11:48崔文鹏刘亚龙尹涤非于红丽孟令华
河南化工 2014年12期
徐 曼,崔文鹏,刘亚龙,尹涤非,于红丽,孟令华,付 岗
(1.中原油田分公司,河南濮阳 457001;2.中原油田天然气处理厂,河南濮阳 457162)
液硫罐顶废气处理技术
徐 曼1,崔文鹏2,刘亚龙2,尹涤非2,于红丽2,孟令华2,付 岗2
(1.中原油田分公司,河南濮阳 457001;2.中原油田天然气处理厂,河南濮阳 457162)
采用碱液吸收法处理净化液硫罐顶逸散废气,使废气中硫化氢平均浓度由2000 mg/m3降至10 mg/m3以下,排放速率<0.33 kg/h,符合国家《恶臭污染物排放标准》,消除了危害职工身体健康因素。
碱液吸收法;废气处理;液硫罐区;硫化氢
0 引言
国内某天然气净化厂有10台罐顶配备4个DN150对空排气口的5 000 m3液硫储罐。液硫储存温度110~140℃,储罐液硫进料量175~250 t/ h,体积约为97~140 m3/h。日常生产时罐顶排气口有含硫化氢和硫蒸气的废气逸出,其中硫化氢浓度高达2 000mg/m3。多次造成控制室电脑卡件、摄像头等设备腐蚀损坏,严重影响职工的身体健康。同时,该厂地处大巴山区,空气湿度较大,逸散的罐顶废气对生产运行设备外表面造成腐蚀。
针对现场情况,结合国内含硫废气处理工艺技术方法,选取碱液吸收技术路线。该技术将逸散废气中的硫化氢与碱液进行化学反应脱除硫化氢,具有吸收效率高,操作简便等优势。经改造后,现场检测到硫化氢浓度为0.5 mg/m3,符合国家标准。
1 碱液吸收法工艺原理
液硫储罐顶逸散废气主要组分为硫化氢、硫蒸气和氮气。其中硫化氢的排放浓度2 000mg/m3,硫蒸气的浓度以其饱和蒸气压计算,逸散废气的组成如表1所示。硫蒸气具有凝华性质,可采用水洗塔方式进行脱除,硫化氢与碱液化学反应直接吸收脱除。反应式如下:
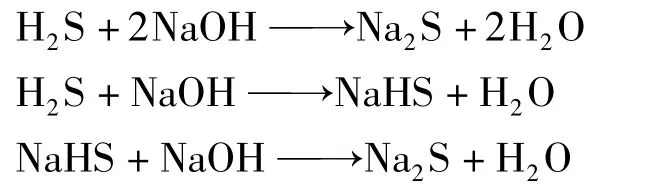
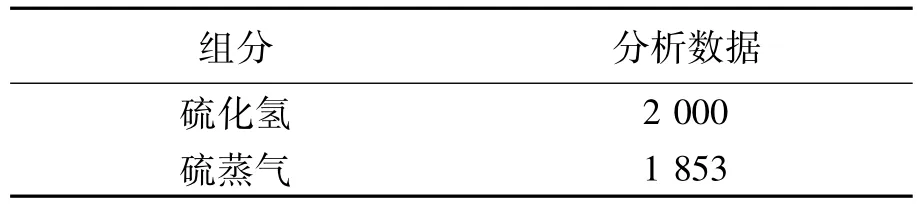
表1 液硫罐顶排放废气污染物组成 mg/m3
2 碱液吸收法工艺流程
2.1 废气引出流程
液硫储罐均为常压罐,罐顶设有4个DN150通大气的排放口。采用液环真空泵将废气引出,因此选择其中一个作为废气的引出口,一个作为补氮口(以防罐内瘪罐),其它2个排气管用盲板封死,确保罐内操作压力1.2 kPa。废气为150℃,采用0.4 MPa、180℃的蒸汽夹套伴热,以防废气中的硫蒸气堵塞管道。
在废气引出汇管上设液流收集罐,以收集废气抽出夹带的液硫,避免液硫在后续工艺中堵塞管道。同时为了避免大罐体内超压,设硫封罐2座(1用1备),当液硫储罐超压后破封使废气逸出,起到保护液硫储罐的作用,硫封压力设为1.3 kPa,见图1。
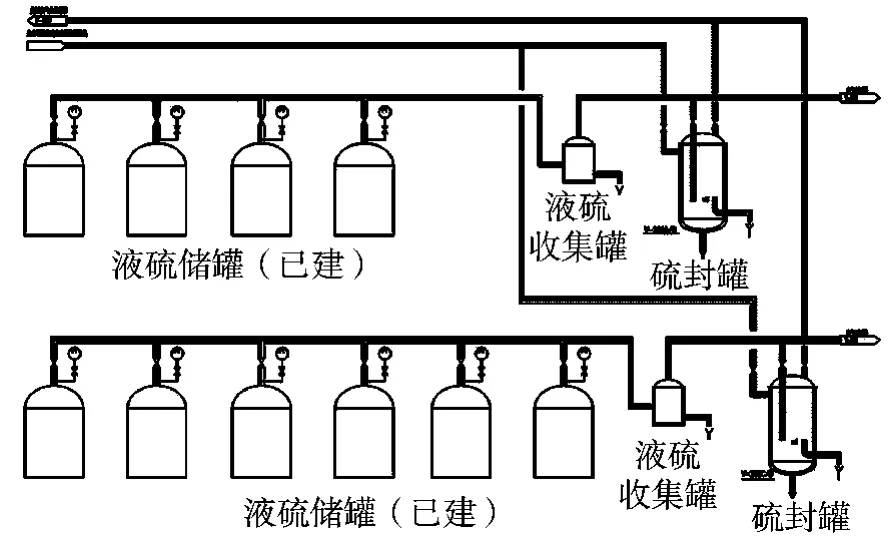
图1 碱液吸收方案废气收集工艺流程图
2.2 硫蒸气处理流程
硫蒸气处理采用水洗冷却法。引出的废气经水洗塔中部斜插45°进入,塔顶设三段喷淋,喷淋液主要为水。废气在塔内与35℃的水接触后迅速形成絮状的硫晶体后悬浮在塔下部的溶液中,处理完的废气温度控制在40℃左右从塔的顶部逸出,塔内操作压力控制在0.5 kPa。
水洗塔底部含有硫粉的酸性溶液经硫粉过滤器进行捕集溶液中的硫粉。捕集完硫粉的酸性水溶液通过泵循环至水冷塔顶部作为喷淋液,实现喷淋液的循环利用。同时根据需要,间歇向喷淋液加注定量的碱液以中和水中溶解的微量H2S,生成的碱渣与硫粉一同排出。
捕集的硫粉大部分沉积在滤芯的表面,一定时间后需对过滤器中的硫粉进行收集。收集过程中切换至备用的过滤器,以保证装置的不停产。同时采用离心泵将过滤器中的酸性水溶液打入水洗塔,关闭所有阀门,采用备用的液环真空泵进行抽真空,抽干水分。后打开放空阀,用压缩空气吹洗滤芯,将硫粉从滤芯表面吹落下来,后打开底部的快开盲板采用人工收集硫粉。
此外,为了避免水温的升高,造成后续碱液吸收中水的蒸发,在塔的下部设冷却盘管,控制塔内温度在40℃左右。同时对塔的下部设液位控制,与进入塔内的新鲜水联锁,确保冷却盘管浸没在液体中。
2.3 硫化氢吸收流程
经处理硫蒸气后的废气主要含硫化氢,在脱硫反应器中采用过量的10%碱液吸收。废气经脱硫反应器底部引入,反应后由液环真空泵经反应器顶部抽出,引至放散管排放。10%的碱液由槽车经脱硫剂泵打入碱液储罐内。在反应器中生成的碱渣(主要含Na2S)经泵送至碱渣储罐储存,一定时间采用氮气压送至槽车拉运集中处理。硫蒸汽处理和硫化氢吸收部分流程如图2所示。
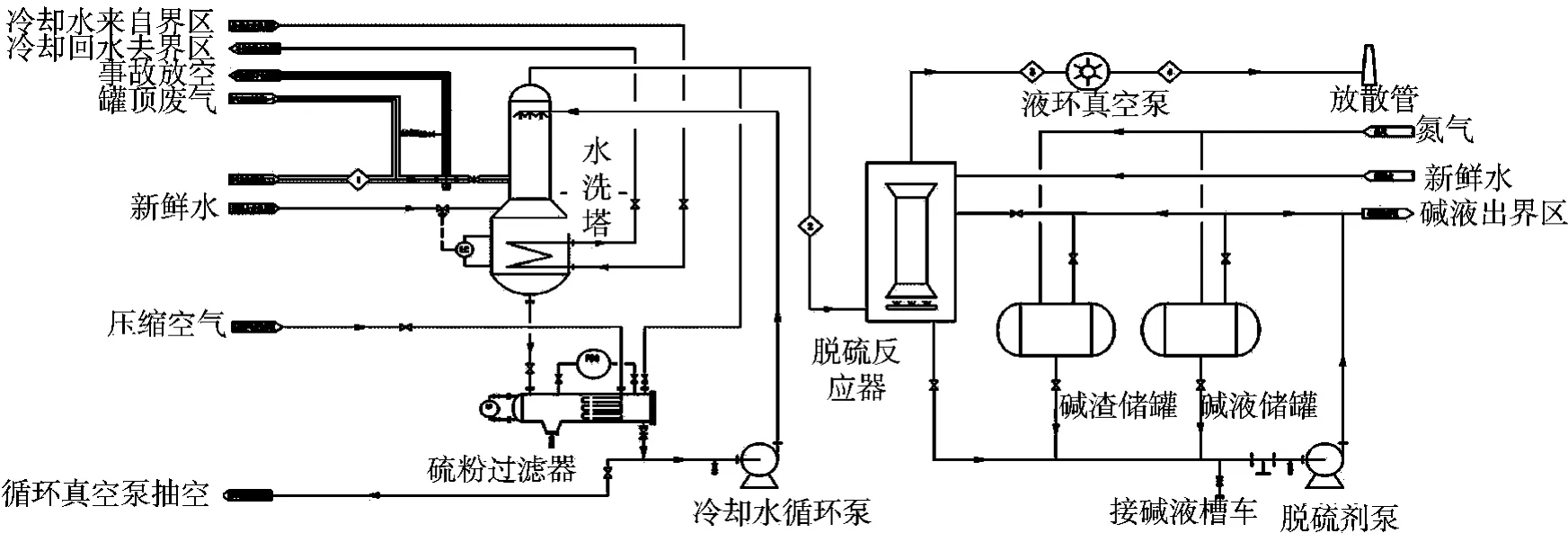
图2 硫蒸汽处理和硫化氢吸收部分流程
3 现场运行情况及结论
现场改造后,装置运行良好,放散气中硫化氢平均浓度<10 mg/m3,排放速率<0.33 kg/h,符合国家《恶臭污染物排放标准》,具体监测数值见图3。
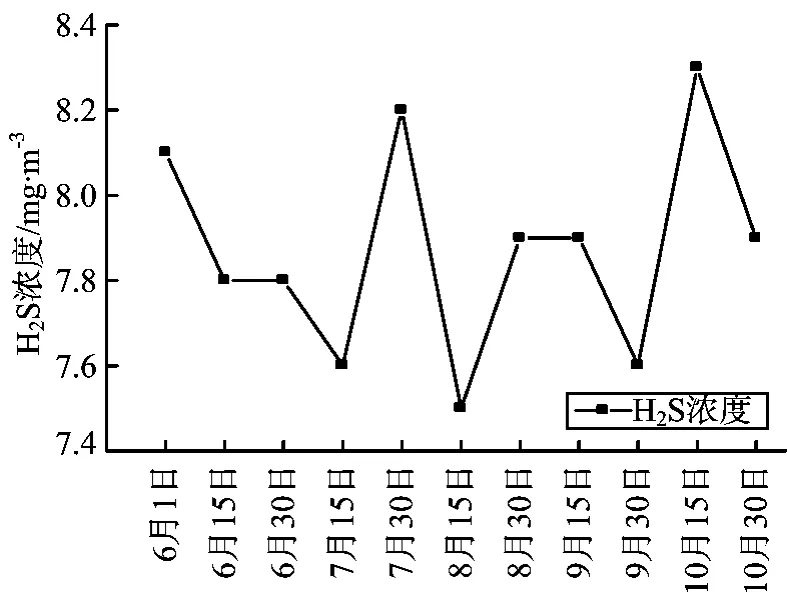
图3 放散气中硫化氢浓度
液硫罐顶逸散废气采用碱液吸收法处理净化,消除了影响职工的身体健康因素,减少了污染气体排放,降低了设备腐蚀。
[1] 郭兵兵,刘 璐,刘忠生,等.炼油企业储罐排放气综合治理及回收技术[J].安全、健康和环境,2012,25 (8):31-33.
[2] 刘忠生,方向晨,戴文军.炼油厂恶臭污染及其控制技术[J].当代化工,2005(4):217-220.
[3] 王 刚.炼油恶臭污染治理技术在中国石化天津分公司的应用实例[J].化工环保,2014(3):8-12.
[4] 郭兵兵,刘 璐,刘忠生,等.低温油品吸收法储罐呼吸气综合治理及回收技术[J].当代化工,2012(7): 725-727.
X701
B
1003-3467(2014)12-0053-02
2014-10-17
徐 曼(1977-),女,工程师,从事炼油化工技术管理,电话:(0393)4817785。
猜你喜欢
中国石油石化(2021年16期)2021-10-14
石油化工建设(2020年1期)2020-08-24
劳动保护(2019年3期)2019-05-16
资源节约与环保(2016年2期)2016-11-21
油气田地面工程(2015年9期)2015-01-03
新疆大学学报(自然科学版)(中英文)(2014年2期)2014-11-06
断块油气田(2014年3期)2014-03-11
油气田地面工程(2014年7期)2014-03-08
天津化工(2013年1期)2013-10-22
断块油气田(2012年6期)2012-03-25