运载火箭中TC4钛合金高压球形气瓶的TIG焊
2014-07-01 01:13张起亮
河南科技 2014年4期
张起亮
(安阳技师学院,河南安阳 455000)
运载火箭中TC4钛合金高压球形气瓶的TIG焊
张起亮
(安阳技师学院,河南安阳 455000)
本文对TC4(Ti-6Al-4V)钛合金的性能、焊接性作了分析。采用TIG焊方法来制作TC4(Ti-6Al-4V)钛合金高压球形气瓶,完全满足运载火箭的使用要求。
TC4钛合金;TIG焊;运载火箭
20世纪50年代后期,美国的钛合金应用重点从航空领域转向导弹领域。目前钛合金在导弹上的应用较为普遍,如导弹尾翼、弹头壳体、火箭壳体及连接座等。钛合金高压球形气瓶用于运载火箭,要求质量轻、耐腐蚀,焊缝无气孔和夹杂,有较高强度和塑性,爆破压力达50MPa,且有抗疲劳性能要求。为此,选用淬火+时效状态的TC4钛合金做母材,采用TIG焊方法来制作该气瓶。
1 母材性能
TC4(Ti-6Al-4V)是应用最广泛的α+β钛合金,其基本相组成是α相和β相。其化学成分如下表1。

表1 TC4(Ti-6Al-4V)的化学成分(质量分数,%)[1]
母材采用了淬火+时效状态的TC4钛合金,焊接处厚度为4.2mm。其力学性能如表2。

表2 TC4钛合金的力学性能[2]
2 母材焊接性分析
2.1 焊接接头区脆化
TC4钛合金不仅在熔化状态,即使在400℃以上的高温固态也极易被空气、水分、油脂、氧化皮等污染,并吸收氧、氮、氢、碳等元素,使焊接接头的塑性及冲击韧度下降,并易引起气孔。因此,施焊时对焊接熔池、焊缝及温度超过400℃的热影响区都要进行保护。
2.2 易形成冷裂纹
由于TC4钛合金中S、P、C等杂质很少,所以很少会产生热裂纹。但是,焊接钛及钛合金时极易受到O、H、N等杂质污染,当这些杂质含量较高时,焊缝和热影响性能变脆,在焊接应力作用下易产生冷裂纹。其中氢是产生冷裂纹的主要原因。氢从高温熔池向较低温度的热影响区扩散,当该区氢富集到一定程度将从固溶体中析出TiH2使之脆化;随着TiH2析出将产生较大的体积变化而引起较大的内应力。这些因素促使冷裂纹的生成,而且具有延迟性质。
2.3 焊接接头晶粒易粗化
TC4钛合金与其他金属比较,具有熔点高、热容量较小、热导率小的特点。因此焊接接头易产生过热组织,晶粒长得粗大,特别是β钛合金,易引起塑性和断裂韧度降低。所以在选择焊接参数时,既要保证不过热,又要防止淬硬现象。
2.4 易产生气孔
产生气孔的气体是氢,因为氢在钛中的溶解度随着温度升高而下降,焊接时沿熔合线附近加热温度高,会引起氢的析出,因此气孔常在熔合线附近形成。
3 焊接材料
3.1 氩气
采用纯度为99.99%(体积分数)的一级氩气,露点在-40℃以下,杂质总含量<0.02%(体积分数)相对湿度<5%,水分<0.001mg/L。焊接过程中氩气瓶的压力降至1MPa时应停止使用,以保证焊接接头的质量。
3.2 焊丝
填充焊丝的成分一般应与母材金属相同。为了提高焊缝金属的塑性,可选用强度比母材金属稍低的焊丝。因此我们采用TC3钛合金焊丝,其化学成分如下表3。

表3 TC3(Ti-5Al-4V)焊丝的化学成分(质量分数,%)[1]
焊丝为真空退火状态供货,表面不得有烧皮、裂纹、氧化色、非金属夹杂等缺陷。其力学性能如下表4。

表4 TC3(Ti-5Al-4V)焊丝的力学性能[3]
4 焊接工艺要点及焊前准备
该气瓶焊接部位壁厚为4.2mm、坡口角为90°、钝边高度为2mm。焊前先酸洗去除焊丝及瓶体焊接部位油污,然后再进行抛光,最后用丙酮清洗。钛合金气瓶采用多层焊,焊前应提前送氩气,第一层可不加焊丝,以0.5-1.0mm短弧焊接,弧长由自由调节器调控,焊接过程中注意层间冷却。第二层要填丝,以2-3mm弧长进行焊接,焊接参数见表5。
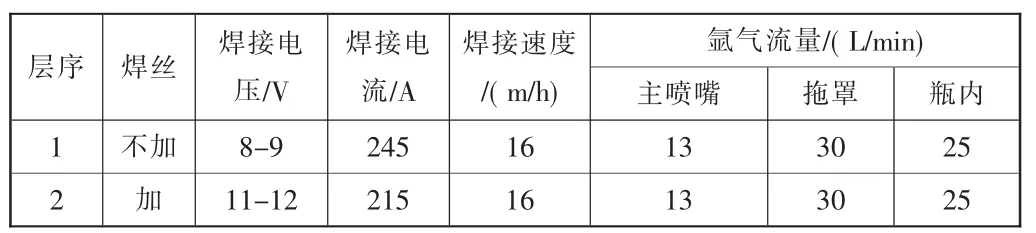
表5 TC4钛合金气瓶TIG焊的工艺参数
5 焊后热处理
焊后对焊件表面进行彻底清理,然后在惰性气氛中进行淬火+时效处理,淬火温度为925±10℃,保温0.5-2小时,然后水冷。时效温度为500±10℃,保温4小时后空冷。经过淬火和时效后,焊接接头的力学性能如下表6。

表6 TC4(Ti-6Al-4V)合金焊接接头的力学性能
6 结论
采用TIG焊方法来制作TC4钛合金高压球形气瓶完全可以满足运载火箭的使用要求。
[1]雷毅.简明金属焊接手册[M].北京:中国石化出版社,2012:142-148.
[2]李亚江.先进难焊材料的焊接[M].北京:机械工业出版社,2011:191.
[3]王长忠.高级焊工工艺学[M].北京:中国劳动社会保障出版社,2006:213.
V461
A
1003-5168(2014)04-0077-02
张起亮(1973—),男,河南安阳人,安阳技师学院讲师,学士,研究方向:焊接、金属材料。
猜你喜欢
冶金能源(2022年1期)2022-02-18
核科学与工程(2021年4期)2022-01-12
绥化学院学报(2020年12期)2020-12-11
劳动保护(2018年8期)2018-09-12
纤维复合材料(2018年4期)2018-04-28
金属加工(热加工)(2018年2期)2018-03-22
焊接(2015年2期)2015-07-18
焊接(2015年8期)2015-07-18
汽车零部件(2014年5期)2014-11-11
安徽医药(2014年9期)2014-03-20