
辊底炉炉辊改进前后的热损分析和控制优化
2014-06-23 16:22:35王昭东王国栋李家栋付天亮
哈尔滨工业大学学报 2014年9期
李 勇,王昭东,王国栋,李家栋,付天亮
(东北大学轧制技术及连轧自动化国家重点实验室,110819沈阳)
辊底炉炉辊改进前后的热损分析和控制优化
李 勇,王昭东,王国栋,李家栋,付天亮
(东北大学轧制技术及连轧自动化国家重点实验室,110819沈阳)
采用数学模型分析辊底炉炉辊改进前后的水冷合金辊、纤维辊的热损规律.分析辊底炉存在的问题,指出炉辊改进的原因和关键点;建立两种炉辊的传热模型,提出基于牛顿搜索的迭代规划求解算法;研究冷却水流速和进水温度与两种炉辊截面上不同材质界面处的温度、出水温度、温升、吸热量及换热系数的关系.结果表明:炉辊分界面温度、出水温度、冷却水温升随流速增加而减小,两种辊临界流速为0.07和0.09 m/s,大于临界流速发生湍流,冷却效果倍增;考虑到减少结垢和水系统造价,还应控制出水温度在45℃之下和温升小于10℃,合适流速为0.4~0.8 m/s和0.2~0.6m/s,此时完全湍流,冷却效率高,温升小;再增大流速,冷却水吸热量变化不大,能耗增大;强制湍流换热时,纤维辊热损约为合金辊的78%.应用效果表明:炉辊改进及优化控制后,由于纤维炉辊热损小,并且不用磨辊,产量大大提高,吨钢燃料消耗量大幅降低.
辊底炉;炉辊;耐高温合金;石棉纤维;热损失
辊底式加热炉和热处理炉的优化设计以及优化控制一直是钢厂提升产品质量、降低损耗、提高利润的重要途径[1].关于炉子的优化研究多集中于对炉内钢板(坯)加热过程的优化控制方面,即采用数学模型进行钢板(坯)内部温度计算、出炉目标温度控制、温度均匀性控制、最优加热路径和炉温自动设定及连续动态优化调整方面[2-6].WILD等[7]同时考虑了炉子的生产能力和准确实现钢坯最优加热路径这两个方面的问题.SUZUKI等[8]对将要入炉钢坯进行排列调度优化和对炉内钢坯进行连续动态优化控制两个方面进行了研究和建模.
炉辊是辊底式加热炉或热处理炉的核心部件之一,由于炉温高,炉辊必须具备耐热、高温承载力强的特点.传统上采用耐高温合金钢炉辊,最近逐渐采用耐火纤维炉辊.关于炉辊的优化设计和控制的研究,目前仅在炉辊受力、强度核算、合金钢辊壁厚以及合金辊材料方面[9-10].在一般的工业炉设计和现场设备的控制中,高温辊底炉水冷炉辊带走的热量通常根据经验来确定,炉辊冷却水流量控制参数也根据经验确定,几乎没有人对水冷炉辊的热损进行深入细致的研究.但是炉辊的选择、设计和控制优化与板带的表面质量、整体投资和运行成本等密切相关,有必要对不同炉辊在热损分析和控制优化方面进行深入研究.
本文首先对传统辊底炉存在的问题进行了分析,总结归纳了其解决办法;在分析改进前后的水冷耐热合金辊、水冷耐火纤维辊结构的基础上,分别建立其传热模型,采用现场实测数据对模型进行验证,并深入研究比较了两种炉辊在不同工况下的热损,对热处理炉设计、控制以及炉辊的选型提出了具体建议.
1 辊底炉存在的问题及解决方法
钢板进行固溶、正火等处理时,炉温很高,(特殊不锈钢固溶时炉温可达1 200℃),辊底炉炉辊必须具备耐热温度高、高温承载力强的特点,传统上采用耐热合金炉辊,这类辊底炉存在以下问题:
1)辊面结瘤造成钢板表面的麻点缺陷.耐高温合金炉辊在生产过程中易出现辊面结瘤,见图1(a1)、(c)所示,结瘤物的成分以铁的氧化物为主(图1(a2),比较复杂,结瘤是钢板表面疏松的小片氧化铁皮在高温状态下脱落,黏附在炉辊表面上,随生产的进行不断积累叠加而成,同时它在近乎热熔的柔软状态下还发生进一步的高温氧化.一方面结瘤物在氧化铁皮不断黏附叠加、钢板不断碾压下更加紧密突起,另一方面在高温状态下钢板表面软化(尤其是不锈钢),因此钢板在自重下就会压出辊印(见图1(b)、(d)),钢板越重,辊印就越多、越深.炉辊结瘤造成的钢板表面麻点缺陷(图1(b)和图1(d)),严重影响钢板表面质量,不仅破坏产品外观形象,还带来巨大的人工修磨工作量,拖缓生产节奏,浪费成本,严重的甚至直接判废.

图1 合金炉辊辊面结瘤和钢板表面凹坑
2)耐热合金炉辊造价高.传统上采用外套为Cr25Ni20Si2、Cr25Ni35Nb1.5或者Cr28Ni48W5的耐热合金炉辊,由于Ni、Cr等价格较高,在辊中的含量又很高,导致仅炉辊一项就可占整体辊底炉全部价格的20%~30%,直接增大了热处理炉的投资.
3)热损失大,能耗高.钢辊直接与钢板接触,炉内的热量通过炉辊传到炉外,热损失较大,特别是不锈钢等特殊钢固溶炉采用的水冷耐热合金炉辊,炉辊冷却水带走的热量通常占炉子热收人的20%~30%,不仅造成燃料和水的极大浪费,还需要较大的水处理系统的支撑.
为解决耐热合金辊底炉的问题,尤其是钢板麻点缺陷问题,人们提出了各种各样的办法,主要有:减少带入炉内的氧化铁皮[11];监测控制炉内的氧气含量,明火炉采用微氧化气氛加热,减少炉内氧化铁皮的生成[12];合理优化生产工艺,合理地降低加热温度和减少保温时间[11-12];控制摆动时间和摆动速度,协调好生产节奏,钢板加热完成后立即出炉,对于需要摆动加热的钢板,尽量降低炉辊摆动频率;停炉磨辊;低温磨辊,即将炉温降低到500℃左右后,用专用托炉厚钢板在炉内快速运动[11-12];热喷涂技术,即在炉辊表面喷涂一定厚度的耐高温涂料,以金属陶瓷居多,以改善辊面的机械性能,提高炉辊抗结瘤能力[13];优化生产计划安排,装炉顺序按工艺温度从高到低,产品规格从厚到薄安排生产[11-12];坐船处理,即利用判废的不锈钢板制作一托架,形似“井”字,将待热处理钢板放于托架上,一起进行加热、淬火处理,这虽可避免辊印,但托架使用次数有限,生产效率低下,淬火板型不易控制.
上述方法都未能较好地和彻底地解决钢板辊印缺陷问题,近年国内一些不锈钢厂采用耐火石棉纤维炉辊来代替高温段的耐热合金炉辊.石棉纤维辊身由耐火石棉纤维片压装而成,辊面不与氧化皮黏结,具有耐高温性能,压装后具有一定的承载性能,较好地和较彻底地解决了炉辊结瘤造成的钢板表面缺陷问题,还降低了能耗,中厚板辊底炉改用石棉纤维炉辊(特别是高温段)是重要的技术改进和大势所趋.
因此,炉辊的选择、设计和控制优化与热处理中板的表面质量、热处理炉的整体投资和运行成本密切相关,有必要对不同炉辊在热损和控制优化方面进行深入研究.
2 炉辊传热计算模型
2.1 两种炉辊的结构
水冷式合金炉底辊结构如图2所示,内管为厚壁无缝管,管内是芯管,冷却水从芯管流入,从芯管与内管间流出;外套材质为ZGCr28Ni48W5(高温段)或ZGCr25Ni35Nb1.5(低温段),离心浇注成形;外套与内管间填充隔热纤维,每隔一段距离等周向间距的布置合金支撑块,以增加外套高温强度.石棉纤维炉辊结构如图3所示,辊身主要采用耐火石棉纤维片压装而成,先由耐火石棉纤维添加少量氧化锆纤维、增强剂等打碎成纸浆状后制作成片状并烘干,再用压力机将纤维片压装到辊芯上,最后待辊身应力释放完成后,上机床将辊面车削光整.

图2 耐热合金水冷炉辊的结构示意图
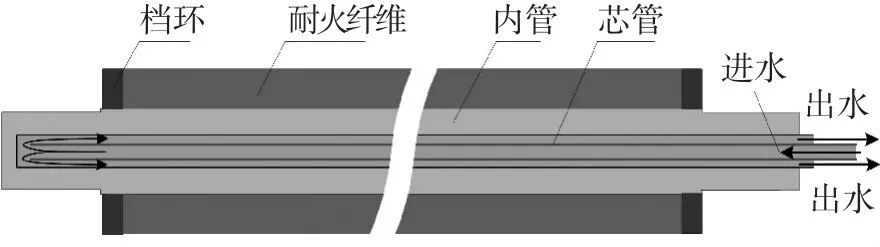
图3 石棉纤维水冷炉辊的结构示意图
2.2 炉辊的传热建模及求解
建立稳态生产情况下的炉辊热交换模型,基于固溶炉实际生产中对主要热交换方式的考虑和理论分析的简化要求,作如下假设和处理[2-3,14-16]:
1)炉辊正常工作时处于不断旋转状态,其圆周方向上近似认为无明显温度变化;
2)生产过程中采用脉冲燃烧控制方式,炉宽方向温度均匀性较好,因此近似认为炉辊辊面沿辊身长度方向温度均匀一致;
3)冷却水对炉辊的冷却作用主要集中在炉辊内壁接触面,冷却水的温度变化是由炉辊内壁处的对流换热作用引起,在研究过程中冷却水与芯管接触部分近似为等温绝热面;
4)合金炉辊撑块的数量少,间距大,尺寸小,其与炉辊内管外壁和炉辊外套内壁的接触面积比仅为5.1%和5.8%,设置(1+k)倍的隔热硅酸铝纤维的导热系数为炉辊内管与外管间的综合传热系数,合金炉辊支撑块的传热作用通过调整系数k来实现.
合金炉辊和纤维炉辊的横截面示意图如图4所示.材质1~4分别为20钢、硅酸铝纤维、Cr28Ni48W5和石棉纤维片.稳态情况下辊面温度维持在均匀且恒定的温度tR2,冷却水平均温度为¯tw,R1和R2分别为炉辊内管内壁半径和炉辊半径;R′1和tR′1分别为材质1与材质2(或者材质4)间的壁面半径和壁面温度;R′2和tR′2分别为材质2与材质3间的壁面半径和壁面温度.

图4 炉辊横截面示意图
通过炉辊内管壁的热流量全作用于冷却水,使冷却水温度升高,根据能量平衡得

式中Fm为冷却水流量(kg/s),按式(2)进行计算:

式中:ΦR&W为炉辊内管内壁面热流量,W;cp(t)为冷却水比热容,J/(kg·℃);ρw(t)为冷却水密度,kg/m3;tw-in、tw-out为冷却水进、出水温度,℃;uw为冷却水平均流速,m/s.
根据文献[17],合金炉辊内管壁面作用于水的热流量为

石棉纤维辊为

联立式(1)与式(3)(或式(4)),可得方程组:


式中:

在炉辊结构参数一定的情况下,通过方程组(合金辊为式(5)~(8),石棉纤维辊为式(5)、(6)、(9))以求解得到炉辊关键界面的温度(tR1、tR2和不同材质分界面温度tR′1、tR′2)与冷却水流速uw、冷却水进出水温度tw-in、tw-out之间的关系.
式(3)~(9)中的hc按下式进行计算[17]:

式中:de为当量直径,m;Nuf为怒塞尔数,下标f表示定性温度,一般取冷却水平均温度;λf为定性温度下的冷却水导热系数,W/(m·K).
流体在管环内的流动分为层流和湍流两大类,分界点为以管道当量直径为特征尺度的雷诺数Re.对于炉辊的冷却过程来说,在湍流和过渡流时可采用Ref∈[2 300,106],Prf∈[0.6,105]范围内的格尼林斯基(Gnielinski)公式[17],

式中:

l为管长,m;Prf、Prw分别表示以冷却水平均温度和内管壁温度来计算冷却水普朗克常数;f为炉辊内管湍流流动的达尔西阻力因数,按Filonenko公式计算,即

当雷诺数Ref<2 300时,管内流动处于层流状态,本文采用Sieder-Tate的准则关系式[17]:

式中:de/l为考虑管长对对流换热影响的量纲一的量;ηf/ηw为不同热流方向对对流换热影响的量纲一的量.
由于冷却水的对流换热系数、密度、比热容与其温度密切相关,同时炉辊不同材质的导热系数λ¯1、λ¯2、λ¯3与炉辊的关键界面温度tR1、tR′1tR′2也密切相关,按照一般的解法很难求解方程组,本文提出一种基于牛顿搜索的迭代规划求解算法来求解,以在炉辊表面温度、进水温度一定的情况下,分析流速与出水温度,炉辊关键界面、能耗之间的关系为例,算法流程图如图5所示.在求解过程中还需要注意变物性参数问题,即冷却水的密度、比热容以及炉辊中的不同材质的导热系数都是温度的函数.

图5 迭代计算流程
2.3 炉辊水冷模型的验证
为了验证模型的精度,在现场进行了测试,测试时进水水温28℃,炉温1 000℃和1 100℃时保温,以第176#和第180#炉辊为测试对象,利用建立的水冷模型及求解策略对两根炉辊的冷却水出水温度进行计算,模型计算结果与测试结果对比见表1,表中qw为冷却水流量,m3/h.从表1可见,出水温度的计算值与实测值偏差≤3℃,大部分在2℃之内,因此模型精度较好,可用此模型来进行炉辊热损的分析和优化计算.

表1 模型计算结果和实测结果对比
3 热损失分析和优化控制
3.1 冷却水流速与炉辊关键分界面温度及冷却水出水温度的关系
uw为0.04~1.00 m/s,tw-in为30℃,tf为1 200℃和1 050℃时,合金炉辊的tR1、tR′1、tR2、 tR′2、tw-out、Δtw如图6所示,石棉纤维炉辊的tR1、tR′1、tR2、tw-out、Δtw如图7所示.

图6 合金炉辊冷却水流速与炉辊关键分界面温度、出水温度的关系
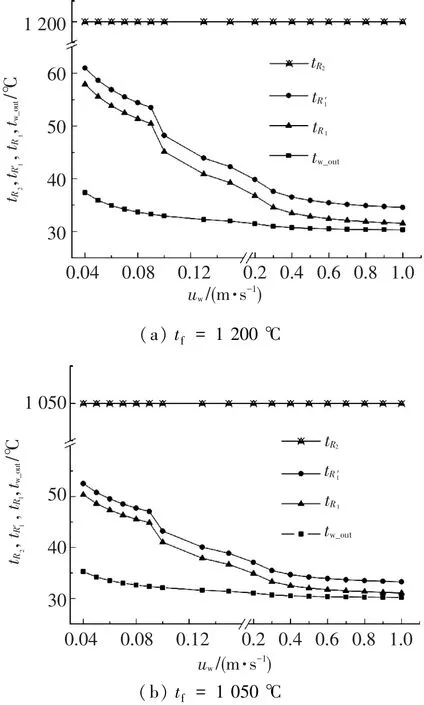
图7 石棉纤维炉辊冷却水流速与炉辊关键分界面温度、出水温度的关系
从图6和图7中可以看出:1)tR1、tR′1和tw-out、Δtw均随uw的增加而减小,在uw增加到一定值(0.3 m/s)时,减小趋势放缓,uw再增大(>0.4 m/s)时,它们的值将会基本保持不变;2)uw在接近临界速度(合金炉辊是0.07 m/s,石棉纤维炉辊是0.09 m/s)时,炉辊内管壁温度有较明显的阶跃性降低,原因是在临界流速以下时为层流对流换热,以上时为层流向湍流过渡,此时换热能力要明显强于层流状态,因此炉辊内管壁温度下降显著;3)完全湍流状态下,tR1′-tR1基本保持不变;4)对于合金炉辊,tf为1 200℃、tw-in为30℃、uw>0.3 m/s时,tw-out<40℃、Δtw<10℃;tf为1 050℃、tw-in为30℃、uw>0.2 m/s时,tw-out<40℃,Δtw<10℃;5)对于新型石棉纤维炉辊,冷却水的温升很小,只要冷却水的流速>临界流速即可,当然最好使冷却水处于完全湍流状态.
总之:1)仅从炉辊内管的冷却来说,只要流速>临界流速,内管内就处于一个较好的工作温度范围内,但不能仅这样,还必须考虑冷却水出水温度.2)关于出水温度,理论上只要在水沸点以下都是可以的,但内管壁各部位冷却得不均匀可引起局部汽化,使水流不稳定,因此不能接近沸点;还必须考虑水的结垢问题,水垢会减弱炉辊内管壁的传热性能,使炉辊内管局部温度上升,以致接近或超过它的极限工作温度,引起炉辊材料的破坏或工作寿命的缩短,水中结垢物大量析出的起始温度是40℃左右,所以冷却水的出水温度最好控制在45℃之下.3)关于冷却水温升,考虑整个系统的节能及配套水处理系统的造价,冷却水温升最好控制在10℃之内.
3.2 冷却水流速和进水温度与热损失的关系
uw为0.02~1.00 m/s,tw_in为30℃,tf为1 200℃时,两种炉辊的hc、Re、Qw的变化如图8所示.
从图8中可以看出:1)随着uw增加,Re线性增加;2)合金炉辊石棉纤维炉辊的临界流速分别为0.07 m/s时,和0.09 m/s,此时Re达到2 300,高于临界流速,由于管内强制对流由层流变为湍流,hc换和Qw急剧增大;3)uw>0.2m/s时,Re高于4 000,为强制湍流换热,此后,uw增大,Re和hc会继续增大,但是Qw变化不大,因此在达到湍流后增加流速,对于炉辊冷却效果没有太大意义,只能造成能源浪费.4)在强制湍流换热的情况下,合金炉辊和石棉纤维辊的冷却水吸热量约为11 340W和8 925W,石棉纤维炉辊的热损小,约为合金炉辊的78%.
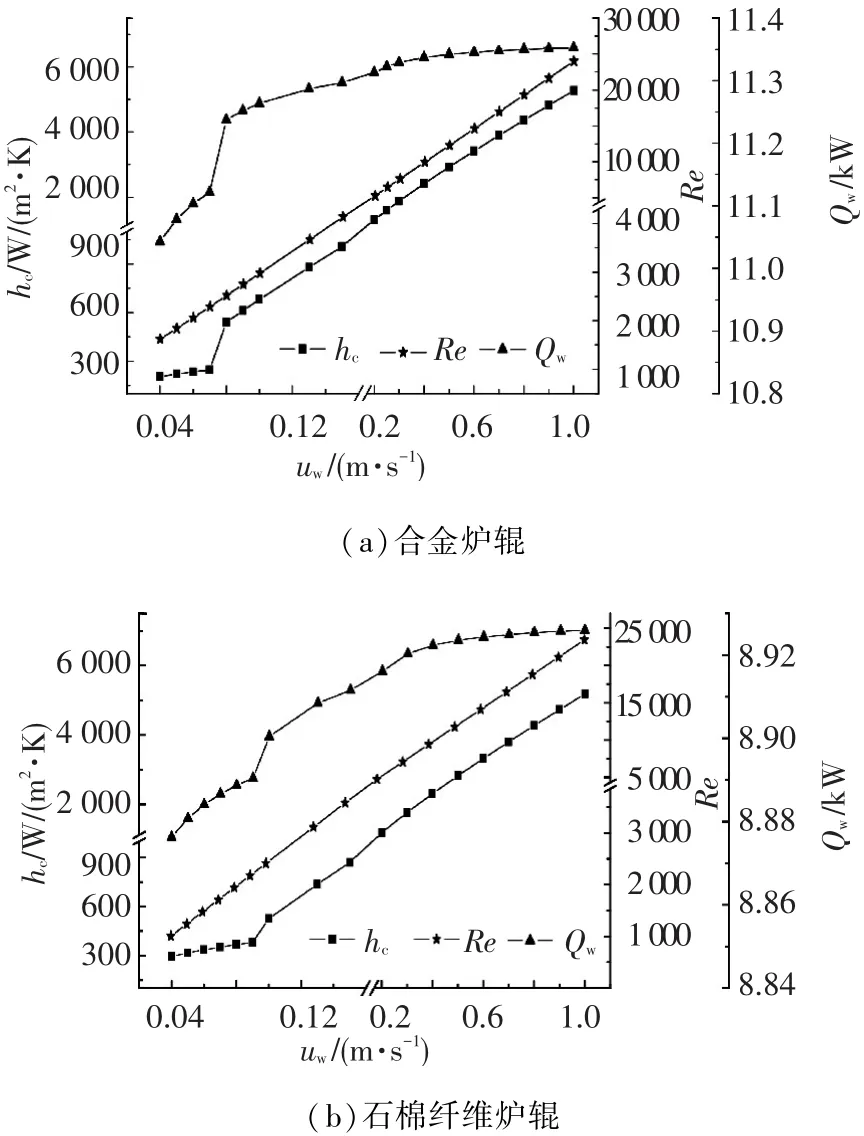
图8 两种炉辊在不同冷却水流速下的Qw,Re和hc
4 现场使用情况
目前,国内的太原钢铁公司不锈钢中板热处理车间、太钢集团临汾钢铁公司不锈钢中厚板热处理厂、宝钢集团特钢公司热轧厂和酒泉钢铁集团天风不锈钢公司的中厚板固溶热处理炉已经全部或者部分使用石棉纤维炉辊.宝钢和酒钢现场的应用及优化控制结果显示,基本从根本上解决了炉辊结瘤造成的钢板下表面的压入缺陷问题,炉子能耗明显降低.某厂的热处理炉长65 920mm,宽3 000 mm,燃料为天燃气,吨钢燃料消耗量在使用合金辊时为472.5 m3/t,改用石棉纤维辊后为163.2 m3/t,吨钢消耗大幅降低.分析其原因,除了控制优化、石棉纤维炉辊导热系数小、隔热性较好之外,由于不用磨辊,也大大提高了生产效率.石棉纤维炉辊的最大缺点是承载能力较小,易出现裂纹,耐磨性较差,使用周期较短(需要定期换辊).
在热处理炉的低温段,由于温度降低,钢板较硬,可以继续采用合金炉辊,以减少换辊量.根据国内4个不锈钢厂的使用情况,纤维炉辊平均使用寿命在3个月左右,有一达到4个月以上.
5 结 论
1)石棉纤维炉辊在本质上比耐热合金炉辊具有更好的抗结瘤性和隔热性,炉辊改进具有重要意义.
2)分别建立了水冷耐热合金炉辊和石棉纤维炉辊的传热模型,提出了基于牛顿搜索的迭代规划求解算法,采用现场实测数据对模型进行验证,利用模型通过数值计算研究了冷却水流速和进水温度与两种炉辊的截面上不同材质分界面处的温度、出水温度、温升、吸热量及换热系数的关系.
3)两种炉辊关键界面温度、出水温度、冷却水温升随流速增加而减小,临界流速分别为0.07 m/s和0.09m/s,大于临界流速发生湍流,冷却效率倍增;考虑到少结垢和配套水处理系统造价,还应控制出水温度在45℃之下和温升小于10℃,因此流速还要适当增大,合适的流速范围分别为0.4~0.8 m/s和0.2~0.6 m/s,此时完全湍流,冷却效率高,温升小,但如果再增大流速,冷却水吸热量变化不大,会增加能耗,造成浪费;强制湍流换热时,石棉纤维炉辊的热损小,约为合金炉辊的78%.
4)实际应用效果表明,炉辊改进和优化控制后吨钢消耗量大幅降低,原因除优化控制、石棉纤维炉辊热损小外,由于不用磨辊,产量大大提高.但石棉纤维炉辊使用周期较短,承载能力较小,如何增强石棉纤维辊的使用寿命以及提高承载能力需要进一步深入研究.
[1]CHEN Weihsin,LIN Murong,LEU Tzongshyng.Optimal heating and energy management for slabs in a reheating furnace[J].Journal of Marine Science and Technology,2010,18(1):24-31.
[2]STEINBOECK A,WILD D,KIEFER T,et al.A mathematical model of a slab reheating furnace with radiative heat transfer and non-participating gaseous media[J].International Journal of Heat and Mass Transfer,2010,53(25/26):5933-5946.
[3]KIM M Y.A heat transfer model for the analysis of transient heating of the slab in a direct-fired walking beam type reheating furnace[J].International Journal of Heat and Mass Transfer,2007,50(19):3740-3748.
[4]HAN SH,BAEK SW,KIM M Y.Transient radiative heating characteristics of slabs in a walking beam type reheating furnace[J].International Journal of Heat and Mass Transfer,2009,52:1005-1011.
[5]STEINBOECKA A,GRAICHENA K,WILDB D,et al. Model-based trajectory planning,optimization,and open-loop control of a continuous slab reheating furnace[J].Journal of Process Control,2011,21:279-292.
[6]STEINBOECK A,GRAICHEN K,KUGI A.Dynamic optimization of a slab reheating furnace with consistent approximation of control variables[J].IEEE Transactions on Control Systems Technology,2011,19(6):1444-1456.
[7]WILD D,MEURER T,KUGI A.Modelling and experimental model validation for a pusher-type reheating furnace[J].Mathematical and Computer Modelling of Dynamical System,2009,15(3):209-232.
[8]SUZUKIM,KATSUKIK,IMURA J I,et al.Modeling and real-time heating control of a reheating furnace using an advection equation[C]//2011-50th Annual Conference of the Society of Instrument and Control Engineers of Japan.Piscataway,NJ,USA:IEEE,2011:842-848.
[9]汪爱群.辊底式炉炉辊设计中的几个问题分析[J].安徽冶金,2004(3):47-49.
[10]成大先.机械设计手册[M].北京:化学工业出版社,2003:132-133.
[11]杨振东.中厚板无抛丸常化炉炉辊结瘤控制[J].轧钢,2010,27(1):60-62.
[12]钱亚东,李晓波.辊底式热处理炉辊面结瘤原因分析与应对措施[J].金属热处理,2012,37(03):128-130.
[13]王鲁.连续退火炉辊新型喷涂材质的研制与开发[J].金属热处理,2008.33(8):33-36.
[14]WU Wenfei,FENG Yanhui,ZHANG Xinxin.Zonal method solution of radiative heat transfer in a onedimensional long roller-hearth furnace in CSP[J]. Journal of University of Science and Technology Beijing: MineralMetallurgy Materials(Eng Ed),2007,14(4): 307-311.
[15]WIKSTROM P,BLASIAK W,BERNTSSON F. Estimation of the transient surface temperature,heat flux and effective heat transfer coefficient of a slab in an industrial reheating furnace by using an inverse method[J].Steel Research International,2007,78(1):63-70.
[16]STRATTON P F,SAXENA N,SULLIVAN JP.Using computermodeling to optimize the protective atmosphere for annealing of steelwire coils in a roller hearth furnace[J].Wire Journal International,1997,30(8):94-98.
[17]杨世铭,陶文铨.传热学[M].第4版.北京:高等教育出版社,2006:231-252.
(编辑杨 波)
Heat loss analysis and control optim ization of furnace roller for roller hearth furnace
LIYong,WANG Zhaodong,WANG Guodong,LIJiadong,FU Tianliang
(State Key Lab of Rolling and Automation,Northeastern University,110819 Shenyang,China)
To design and control furnace roller better,heat loss law of water-cooled furnace roller which surface coat is composed of heat-resistant alloy or asbestos fibers before and after improvementwas studied by mathematicalmodels.After analyzing the problems of traditional roller hearth furnace,the improvement reason and key pointwere pointed out.Heat transfermodels for cooling process of two kinds of rollerswere established and solved with iteration planning algorithm based on Newton search.Then,the relation between water flow velocity(uw),inletwater temperature(tw-in)and roller cross section temperatures,outlet water temperature(tw-out),water temperature rise(Δtw),cooling water heat absorption(Qw)was studied.The conclusions and recommendations are mainly as follows:1)Roller cross section temperatures,tw-out,Δtwdecrease with the increase of uw.The water critical velocity(uwcv)of two kinds of furnace rolls is 0.07 m/s and 0.09 m/s respectively,and when uwis larger than uwcv,turbulent flow occurs.Considering less water scale and water treatment system cost,tw-outshould be under 45℃andΔtwshould be less than 10℃.So suitable uwshould be 0.4~0.8 m/s and 0.2~0.6m/s,when coolingwater is entire turbulent flow,cooling efficiency is high,and Δtwis small,above which energy consumption increase greatly and uselessly,but Qwalmost remains unchanged.2)Qwof asbestos fibers roller is small and 78%of heat-resistant alloy roller when cooling water is entire turbulent flow.Application result indicates that consumption of per ton steel is greatly reduced after the improvement and optimization control of furnace rollers,of which the reason is that production is greatly increased due to not grinding rollers,except for optimal control,fiber furnace roller heat loss is small.
roller hearth furnace;furnace roller;heat-resistant alloy;asbestos fibers;heatwaste
TG307
A
0367-6234(2014)09-0061-07
2013-08-13.
国家重点基础研究发展计划资助项目(2010CB630800);国家自然科学基金青年科学基金资助项目(51104045).
李 勇(1979—),男,博士,讲师;王昭东(1968—),男,教授,博士生导师;王国栋(1942—),男,教授,博士生导师,中国工程院院士.
李 勇,liyong@ral.neu.edu.cn.
猜你喜欢
山东冶金(2022年1期)2022-04-19 13:40:14
上海金属(2021年4期)2021-07-28 12:33:22
上海金属(2020年6期)2021-01-04 12:25:52
石油化工建设(2020年1期)2020-08-24 07:02:04
当代县域经济(2017年7期)2017-07-10 08:45:42
能源(2016年2期)2016-12-01 05:10:40
劳动保护(2016年2期)2016-03-10 15:09:00
北京信息科技大学学报(自然科学版)(2016年6期)2016-02-27 06:31:55
劳动保护(2015年6期)2015-06-16 02:14:47
橡胶工业(2015年6期)2015-02-24 14:38:52
