
短程蒸馏条件对废润滑油再生馏分色度的影响
2014-06-11 01:51吴云董玉张贤明陈国需
化工进展 2014年5期
吴云,董玉,张贤明,陈国需
(1重庆工商大学废油资源化技术与装备教育部工程研究中心,重庆 400067;2解放军后勤工程学院解放军后勤工程学院化学工程与技术博士后流动站,重庆 401311)
润滑油在使用过程中会因物理、化学或人为等因素导致其性质发生劣变,产生如水、氧化物、炭黑、有机酸和机械杂质等污染物质而无法继续使用,成为废润滑油[1],若将废润滑油直接燃烧或排放,不仅将造成石油资源的极大浪费,而且会产生严重的环境污染,废润滑油的再生利用是解决上述问题的有效途径。
刮膜式分子蒸馏技术是一种高效的非平衡蒸馏技术,具有切割温度低、蒸发效率高、密闭性好、生产过程能耗少等优点,目前已用于多种物系的分离,并取得了很好的应用效果[2-7]。由于该技术能够有效避免其他再生手段所造成的产品品质损伤大、生产过程环境污染严重等问题,因此十分适合作为废润滑油再生的替代工艺技术[8-9]。但是在工程应用中,人们对于分子蒸馏操作参数与基础油再生产品品质间的关系仍不十分清楚,目前的研究对此也鲜有相关报道。色度是决定再生基础油价值高低的重要因素,如何通过调节分子蒸馏操作参数来改善再生产品色度,并优化分子蒸馏运行的经济性是工程上需要解决的关键技术问题之一。鉴于此,本文作者通过单因素实验设计,考察了分子蒸馏操作参数对不同类型废润滑油再生基础油色度的影响,并对其影响原理进行初步分析。
1 实验部分
1.1 材料与仪器
1.1.1 实验原料
实验所用3种不同类型废润滑油中的2种来自汽车修理厂收集的废内燃机油和废液压油,另一种来自废油处理厂收集的混合型废润滑油,3种废润滑油的主要理化性质见表1。
1.1.2 实验仪器
自行研制的二级分子蒸馏装置(图1),其主要单元配件为:DZ-020型刮膜式分子蒸馏柱,有效蒸发面积 0.20m2;CT-050型冷阱,有效冷凝面积0.50m2;DZ-010型刮膜式分子蒸馏柱,有效蒸发面积0.10m2;CT-030型冷阱,有效冷凝面积0.30m2;EHOS-1电加热载体系统,加热功率 1.0kW,温控精度±0.50℃,升温范围20~250℃;ZJ-30型罗茨真空泵;ZX-70型旋片真空泵。
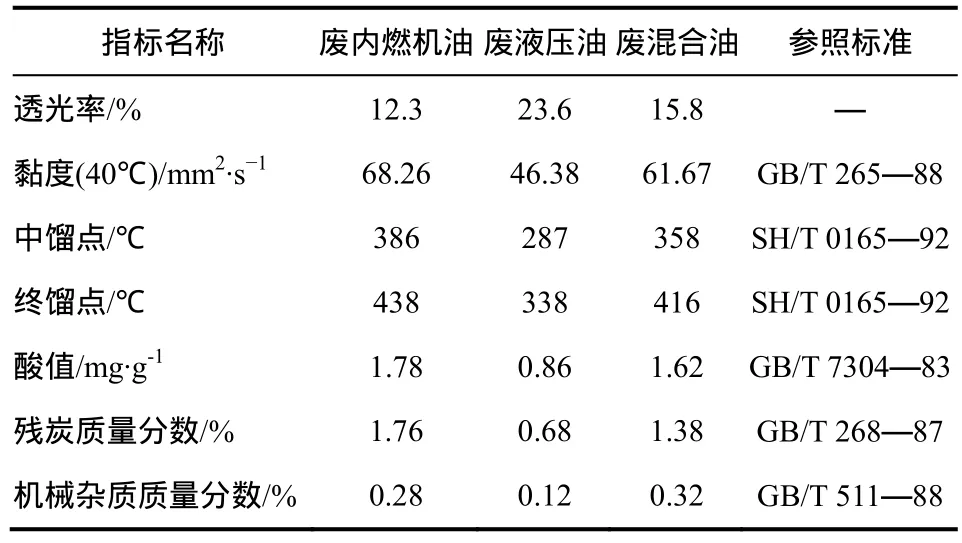
表1 不同类型废润滑油原料理化指标
UV-2450紫外可见分光光度计,日本岛津公司;SYD-0165减压馏程测定仪,上海昌吉地质仪器有限公司;SYD-265B黏度仪,武汉格莱莫检测设备有限公司;SYD-3536克利夫兰开口闪点仪,上海雷韵试验仪器制造有限公司;SYD-268残炭仪,上海昌吉地质仪器有限公司;SYD-511B机械杂质测定仪,上海昌吉地质仪器有限公司。
1.2 实验方法
1.2.1 原料预处理方法
将20kg废润滑油80℃加温沉降 10h,以1μm滤袋精细过滤。滤液预热至120℃,送入精馏塔C01精馏(图1)。C01为经过改进的填料精馏塔,适合高黏度废润滑油的精馏,用以脱除其中的溶剂油等轻组分;其中EX01为C01的再沸器,冷凝器EX02集轻柴油,冷凝器EX03捕集汽油及水分。
1.2.2 工艺条件对再生产品色度影响实验方法
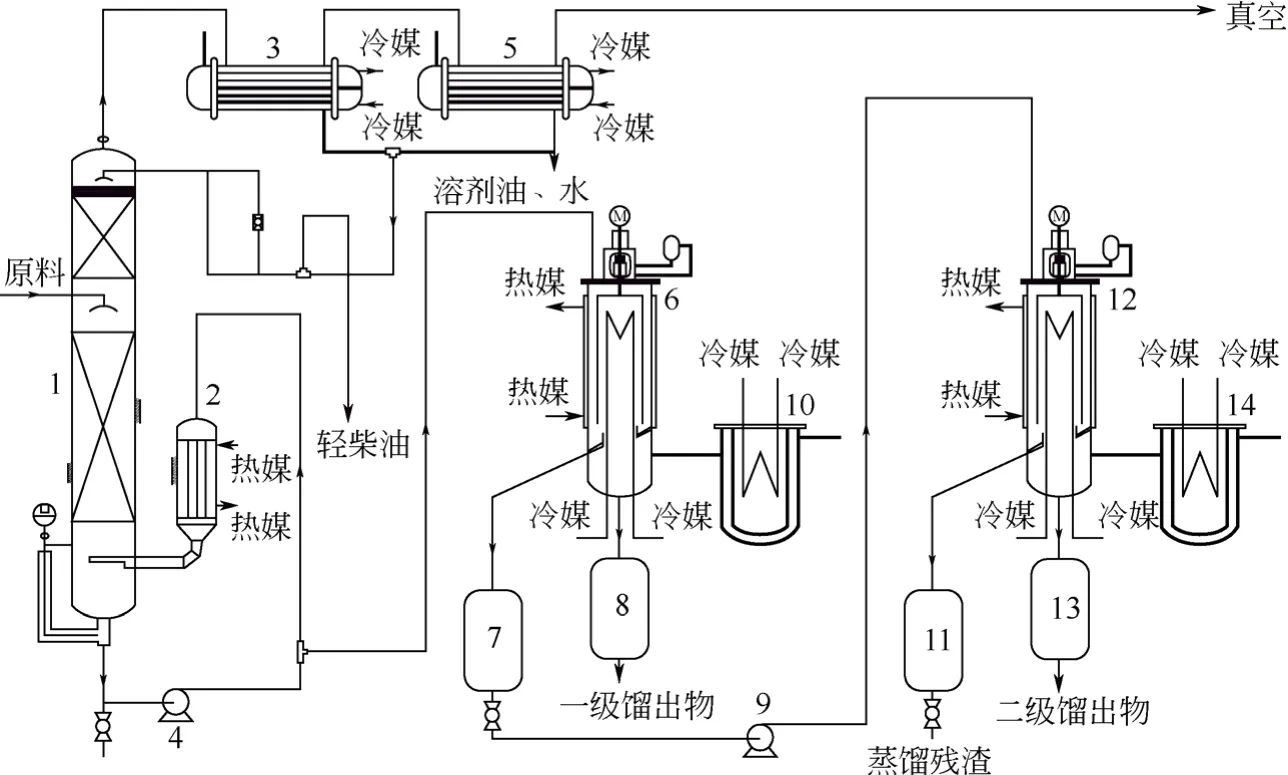
图1 二级分子蒸馏工艺流程示意图
一级分子蒸馏单元由DZ020系统组成,二级分子蒸馏单元由DZ010系统组成,均采用导热油加热和水冷凝。分子蒸馏段流程为:泵P01将原料输送至分子蒸馏柱 DZ01中进行第一级馏分切割;第一级轻组分作为第一级产品,极少量不能被内冷器捕获的轻组分进入冷阱EX01被冷凝;重组分作为分子蒸馏柱DZ02的原料进行第二级馏分切割,第二级轻组分作为第二级产品,重组分成为蒸馏残渣。
(1)温度的影响 实验开始后,在进料流量为60kg/h、一级真空度为10Pa情况下,通过冷热混流阀调节一级分子蒸馏单元温度,对不同类型原料油分别进行处理,整个实验过程中保持二级单元操作温度在 250℃。并用分光光度计对再生基础油的透光率进行检测,以表征产品色度,测定时以石油醚作为参比[10]。
(2)真空度的影响 在进料流量为 60kg/h、一级单元温度为 220℃情况下,通过电磁阀调节一级分子蒸馏单元真空度,对不同类型原料油分别进行处理,并检测再生基础油的透光率。
(3)进料流量的影响 在一级单元温度为220℃、一级真空度为10Pa情况下,通过流量控制阀调节进料流量,对不同类型原料油分别进行处理,并检测再生基础油的透光率。
2 结果与讨论
2.1 温度对再生基础油透光率和收率的影响
以透光率作为表征再生产品色度的定量指标,透光率越高,则产品色度越低,反之则越高。图 2为不同的一级分子蒸馏单元操作温度下一级再生油透光率及产品收率的变化情况。由图2可见,随着操作温度的升高,一级再生基础油的透光率均呈下降趋势。其中,液压再生基础油的透过光率随温度的下降幅度最大,内燃机再生基础油的透光率随温度下降幅度最小,混合再生基础油则介于两者之间。造成这一现象的原因在于,随着一级操作温度升高,一级再生基础油的切割段将向高温馏分区移动,由于油品中的一些主要成色物质,如沥青质、胶质、稠环芳烃及氧化物多分散在高温馏分中[11-12],温度升高使高温馏分中的成色物质不断进入一级馏分中,导致一级再生油透光率下降。对于以废内燃机油为原料的一级再生油,由于原料的中馏点高,当操作温度升高时,其一级切割段在中馏点至终馏点间的移动速度慢,高温馏分进入一级切割段较少,因此透光率变化幅度较小;对于以废液压油为原料的一级再生油,由于原料的中馏点较低,当操作温度升高时,一级切割段在中馏点至终馏点间的移动速度快,高温馏分中进入一级切割段较多,透光率变化幅度较大;由于废混合油的中馏点介于两者之间,其透光率随温度的变化幅度也介于两者之间。3种一级再生基础油的收率均呈上升趋势,这是由于温度升高导致其拔出率增加的缘故。
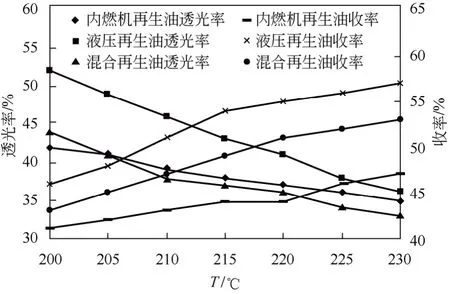
图2 不同温度下一级再生油透光率及收率变化情况
图2还显示,内燃机一级再生油收率和透光率曲线交点所对应的温度在 224℃左右,液压一级再生油收率和透光率曲线交点所对应的温度在 212℃左右,混合一级再生油收率和透光率曲线交点所对应的温度在210℃左右。这说明,对于一级再生油,废内燃机油一级操作温度应控制在 220~225℃为宜,废液压油和废混合油则应控制在 210~215℃为宜。
图3为不同的一级操作温度下二级再生油透光率及产品收率的变化情况。由图3可见,随着操作温度的升高,二级再生油的透光率均呈逐渐上升趋势,且变化幅度大致相同。随着操作温度升高,高温馏分中的成色物质部分进入到一级馏分中,使得二级再生油透光率呈现逐渐升高趋势。另外,3种二级再生油的收率均呈下降趋势,这与一级操作温度升高导致一级切割段分配率升高,二级切割段的分配率下降有关。
图3还显示,内燃机二级再生油收率和透光率曲线交点所对应的温度在 228℃左右,液压二级再生油收率和透光率曲线交点所对应的温度在 208℃左右,混合二级再生油收率和透光率曲线交点所对应的温度在218℃左右。这说明,对于二级再生油,废内燃机油的一级操作温度应控制在 225~228℃为宜,废液压油应控制在205~210℃为宜,废混合油应控制在215~220℃为宜。
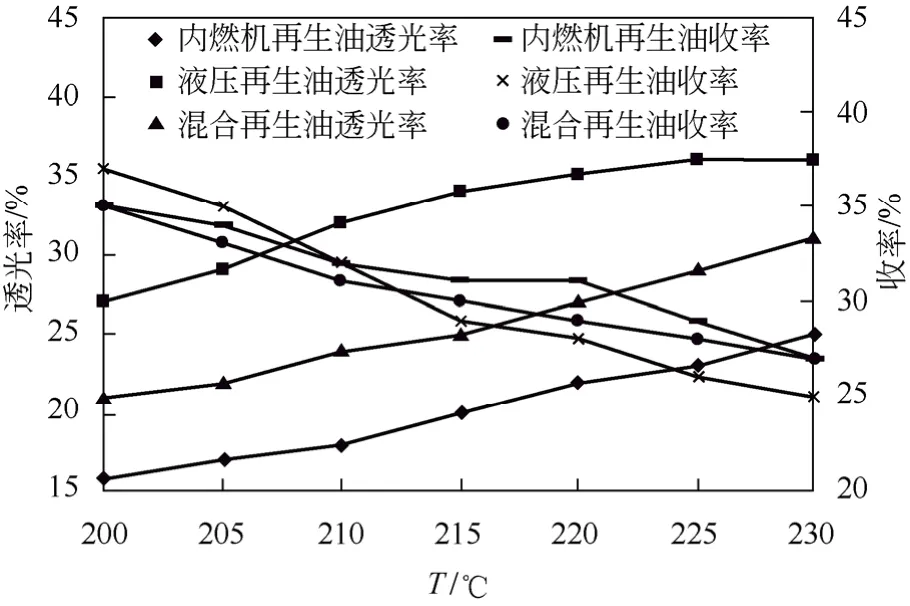
图3 不同温度下二级再生油透光率及收率变化情况
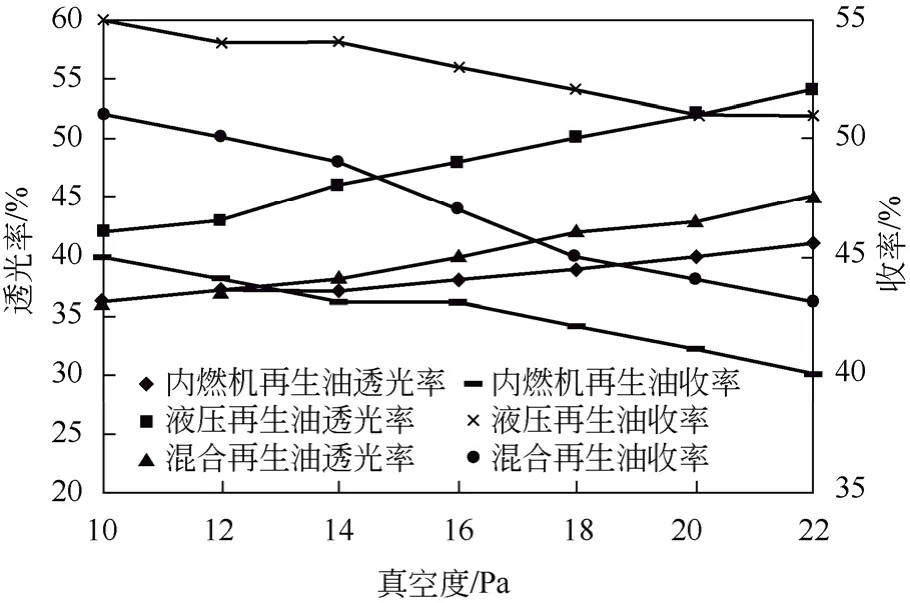
图4 不同真空度下一级再生油透光率及收率变化情况
2.2 真空度对再生基础油透光率和收率的影响
图4为不同的一级真空度下一级再生油透光率及产品收率的变化情况。由图4可见,随着真空度的升高,一级再生基础油的透光率均呈逐渐上升趋势,其中,液压再生基础油的透过光率随温度的上升幅度最大,内燃机再生基础油的透光率随温度上升幅度最小,混合再生基础油则介于两者之间。这是由于,真空度升高使一级切割段向低温馏分区移动,一级馏分的成色物质减少,馏分油透光率升高,这与温度的影响结果相反。3种一级再生基础油的收率均呈下降趋势,这是由于真空度升高导致其拔出率减少所致。
图4还显示,内燃机一级再生油收率和透光率曲线交点所对应的真空度在12.5Pa左右,液压一级再生油收率和透光率曲线交点所对应的真空度在20Pa左右,混合一级再生油收率和透光率曲线交点所对应真空度在17.5Pa左右。这说明,对于一级再生油产品,废内燃机油的一级真空度应控制在12~13Pa为宜,废液压油应控制在20Pa左右为宜,废混合油应控制在17~18Pa为宜。
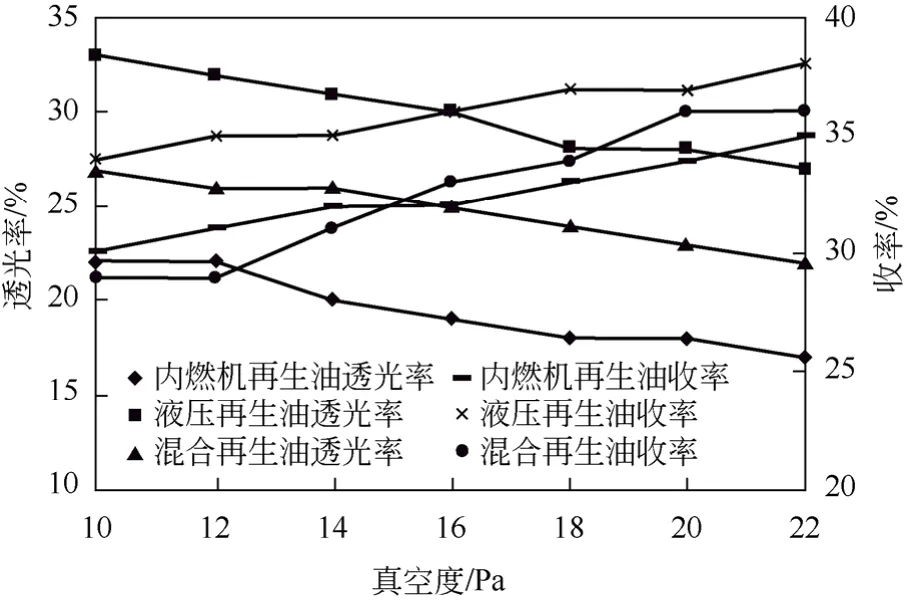
图5 不同真空度下二级再生油透光率及收率变化情况
图5为不同的一级真空度下二级再生基础油透光率及收率的变化情况。由图5可见,随着真空度的升高,二级再生基础油的透光率均呈缓慢下降趋势,且变化幅度大致相同,其原因与温度的影响类似,结果相反。3种二级再生油的收率呈上升趋势,这与一级真空度升高使一级切割段分配率有所下降,二级切割段的分配率有所升高有关。
图5还显示,内燃机二级再生油收率和透光率曲线交点所对应的真空度低于10Pa,液压二级再生油收率和透光率曲线交点所对应的温度在 16Pa左右,混合二级再生油收率和透光率曲线交点所对应的真空度在15Pa左右。这说明,对于二级再生油,废内燃机油的一级真空度应控制在10Pa左右为宜,废液压油应控制在16Pa左右为宜,废混合油应控制在15Pa左右为宜。
2.3 进料流量对再生基础油透光率和收率的影响
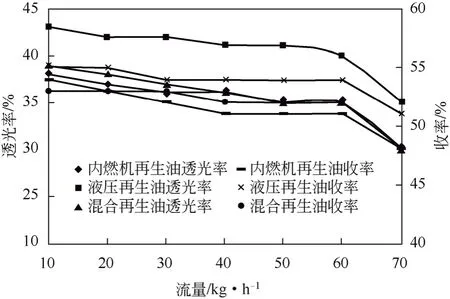
图6 不同进料流量下一级再生油透光率及收率变化情况
图6为不同的进料流量下一级再生油透光率及收率的变化情况。由图6可见,随着进料流量的增加,一级再生油的透光率呈先缓慢下降后急速下降趋势,变化幅度大致相同,其原因可能与进料量增大引起壁面液体流动形态改变有关。根据许松林等[13]的研究,进料流量会对刮膜式分子蒸馏的刮膜形态产生影响,随着流量增大,液膜形态会逐渐由膜状分布转变为线状分布和点状分布,导致传质阻力增加,分离效率降低,高低温馏分分离不完全,特别是当进料流量超过装置设计流量60kg/h后,由于分离效能严重受阻,各项指标会随之急速下降。3种一级再生油收率的变化趋势与透光率基本一致,其原因可能也与进料量增大导致分离效率下降有关。
图7为不同的进料流量下二级再生油透光率及收率的变化情况。由图7可见,随着进料流量的增加,二级再生油的透光率呈缓慢下降趋势,但变化幅度较一级再生油更小,原因可能是由于高温馏分对分离效率降低所引起的分离不完全表现不敏感。另外,二级再生基础油收率的变化趋势与透光率基本一致,其原因也基本相同。因此,对于刮膜式分子蒸馏而言,在兼顾产量的前提下,应尽量维持较低流量。
3 结 论
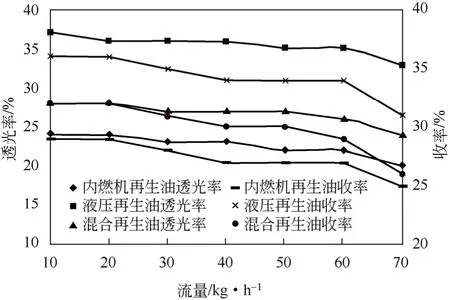
图7 不同进料流量下二级再生油透光率及收率变化情况
(1)通过调节刮膜式分子蒸馏操作参数对不同类型废油进行处理的实验结果表明,随着一级操作温度的升高,一级再生油的透光率呈下降趋势,二级再生油的透光率呈上升趋势。综合一级、二级馏分情况来看,废内燃机油的一级操作温度应控制在225℃左右,废液压油应控制在210℃左右,废混合油应控制在215℃左右为最佳。
(2)随着真空度的升高,一级再生油的透光率呈上升趋势,二级再生油的透光率呈下降趋势,综合一级、二级馏分情况来看,废内燃机油的真空度应控制在12Pa左右,废液压油应控制在18Pa左右,废混合油应控制在16Pa左右为最佳。
(3)随着进料流量的增加,一级再生油和二级再生油的透光率和收率均呈缓慢下降趋势。因此,对于刮膜式分子蒸馏,应在不影响产能的情况下,尽量维持较低流量。
[1]Rinco J,Canizares P,Garcia M T. Improvement of the waste-oil vacuum-distillation recycling by continuous extraction with dense propane[J]. Ind. Eng. Chem. Res.,2007,46:266-272.
[2]许松林,郑弢,徐世民,等. 精制 L-乳酸的分子蒸馏工艺研究[J].高校化学工程学报,2004,l8(2):246-249.
[3]Cvengro J,Kotas J. Fractionation of oligomers of linear alphaolefins in a molecular evaporator[J]. Journal of Synthetic Lubrication,1993,9(4):275-287.
[4]Cvengro J,Filistein V. Separation in a PCB-contaminated mineral oil system[J]. Environmental Engineering Science,1999,16(1):15-20.
[5]应安国. 刮膜分子蒸馏技术的应用及其过程模型的研究[D]. 天津:天津大学,2005.
[6]胡孝勇,张心亚,沈慧芳,等. 采用分子蒸馏设备分离聚氨酯预聚物中游离TDI的研究[J]. 高校化学工程学报,2005,19(2):197-201.
[7]Xu X B,Jacobsen C,Nielsen N S,et al. Purification and deodorization of structured lipids by short path distillation[J].European Journal of Lipid Science and Technology,2002,104(11):745-755.
[8]周松锐,尹英遂,王媛媛,等. 短程蒸馏技术在废润滑油再生工艺中的应用[J]. 化工进展,2006,25(11):1371-1374.
[9]杨村,冯武文,于宏奇. 分子蒸馏技术与绿色精细化工[J]. 精细化工,2005,22(5):321-323.
[10]张贤明,焦昭杰,李川,等. 废润滑油絮凝脱色试验研究[J]. 环境污染与防治,2007,29(11):809-815.
[11]黄为民,祖德光,石亚华,等. 加氢处理的润滑油基础油光安定性影响因素的研究[J]. 石油学报:石油加工,2000,16(4):31-37
[12]会东,韩志群,王仁安. 加氢处理润滑油基础油光照沉淀的研究[J].石油学报:石油加工,2003,19(3):72-77.
[13]郭凯,员玫,许松林. 刮膜式分子蒸馏中液体流动形态的研究[J].高校化学工程学报,2009,23(2):187-192.
猜你喜欢
石油沥青(2022年4期)2022-09-03
河北果树(2022年1期)2022-02-16
上海塑料(2021年3期)2022-01-06
北京农学院学报(2021年4期)2021-11-09
石油炼制与化工(2021年6期)2021-01-15
润滑油(2019年6期)2019-11-29
发光学报(2019年8期)2019-08-20
石油石化绿色低碳(2019年6期)2019-01-14
石油炼制与化工(2018年7期)2018-03-22
中国石油企业(2017年10期)2017-01-27
