
PLC在CW6163卧式车床升级改造中的应用研究
2014-06-11 08:32马远平刘静黄尧玉门油田分公司机械厂甘肃酒泉735200
化工管理 2014年21期
马远平 刘静 黄尧(玉门油田分公司机械厂 甘肃 酒泉 735200)
CW6163卧式车床作为一种中型车床,在实际加工应用中能够进行最大直径为630mm以及最大长度为3000mm的机械零部件的加工制造,是机械加工制造中比较常见的一种卧式车床。由于CW6163卧式车床控制系统的控制线路以及电器结构相对比较复杂,使得在实际加工应用中不仅故障问题发生的概率比较高,并且对于车床的维护管理难度也相对比较大,导致加工制造的生产效率相对比较低,成为工业生产以及设备改造中研究和关注的重点。
一、CW6163卧式车床的电气控制要求分析
结合工业生产以及加工制造领域中对于CW6163卧式车床的应用实际,在实际加工应用中,CW6163卧式车床的加工制造运动方式主要有主运动以及进给运动、辅助运动三种形式,其中,主运动主要是由车床的主轴借助卡盘或者是顶尖的带动作用,在对于工件带动旋转情况下,完成对于工件的生产加工与制造;而进给运动则是借助车床中的溜板对于刀架的横向或者是纵向的直线带动运动,实现机械零部件的加工制造;辅助运动是在车床刀架的快速移动作用下,通过工件的夹紧或者是放松控制,在快速移动电动机的拖动作用下,完成对于机械零部件的加工制造。
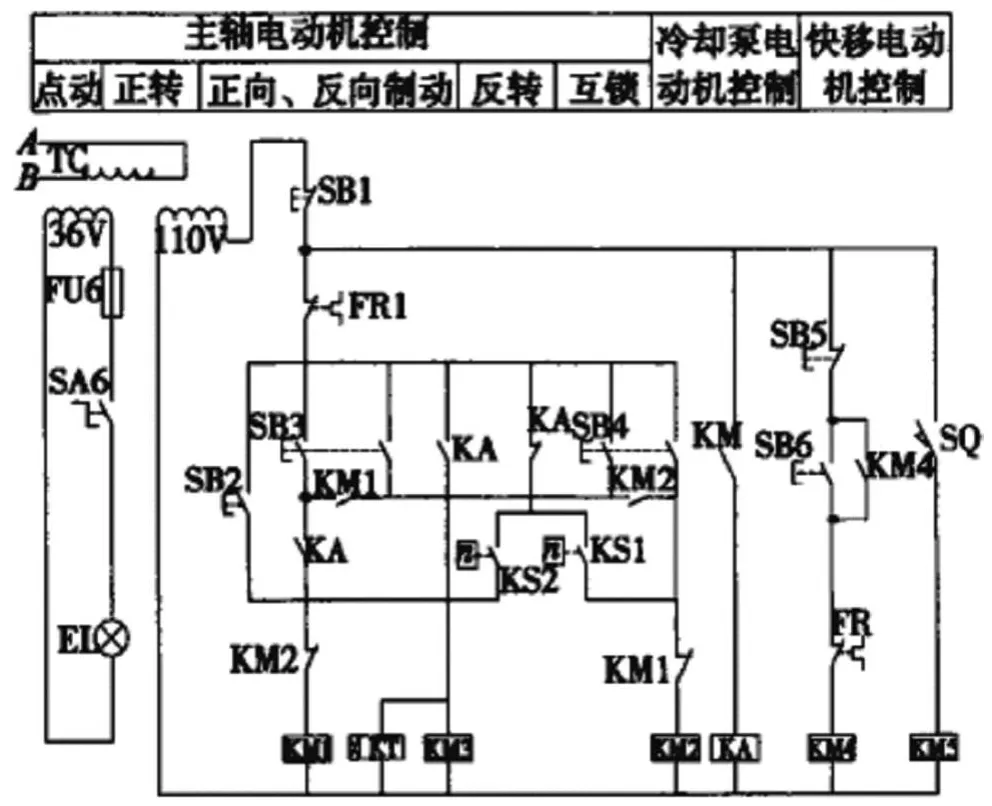
图1 CW6163卧式车床控制电路的结构示意图
控制系统作为车床加工运行的重要系统,对其工作运行有着非常重要的作用和影响。根据CW6163卧式车床的电气控制原理,在车床工作运行中,其控制系统需要完成和实现的控制作用和功能主要如下。首先,CW6163卧式车床的电气控制系统需要满足车床主轴以及电动机启动运行的平稳性要求,同时还需要具备相应的停车制动作用和功能;其次,在车床加工运行中,电气控制系统还需要使车床的主轴电动机能够实现正反两个方向的旋转运行,在车床完成车削加工的过程中,能够及时对于车床刀具和工件进行冷却,避免温度过高对于车床的加工使用寿命产生影响;再次,车床电气控制系统还需要具备进行车床主轴转速以及进给速度的调节控制作用,并在机床各电路中设置必要的保护或者是连锁、照明等电路,保障电气故障下的车床加工运行安全;最后,为保证车床加工运行的安全稳定,还需要在车床电气控制系统中设置一个能够快速移动的电动机,以满足车床加工运行的要求。如下图1所示,为CW6163卧式车床控制电路的结构示意图。
在上图所示的车床控制电路中,M1表示的是主轴电动机,M2表示的是冷却泵电动机,M3表示的是快速移动电动机,QS表示的是隔离开关,而FU1至FU6表示的是熔断器,KM1至KM5则表示的是交流接触器,TA表示的是电流互感器,FR1-FR2表示的是热继电器,R表示的是限流电阻。
二、PLC在CW6163卧式车床升级改造中的应用分析
结合上述CW6163卧式车床的电气控制要求,在进行该车床控制系统的升级改造中,主要是进行系统结构以及控制程序的改造设计。其中,对于控制系统结构的改造设计,需要进行控制系统I/O出入口以及控制电路设计,在进行I/O地址分配设置中,结合车床电气控制要求,需要进行10个输入端口和6个输出端口的设计实现,根据这一情况,从车床运行的经济性和稳定性角度出发,本文选择了S7-224CN作为车床控制系统的PLC控制单元,以对于车床的加工运行进行控制。
其次,在进行车床控制系统中的控制程序与软件设计中,结合车床电气控制要求以及控制电路的改造设计情况,专门设置了梯形的PLC控制程序。
该车床的梯形控制过程在车床加工运行中,主要实现对于车床主轴电动机的正反转运行控制、停车制动控制以及进行冷却泵电动机和刀架快速移动电动机的运行控制,通过对于车床电动机的运行控制,从而实现车床加工运行的控制,避免车床加工运行中问题故障的发生,提高车床加工运行的质量效率。
结束语
总之,CW6163卧式车床作为一种较为常见并且应用普遍的车床,通过PLC的应用实现对于车床控制系统的升级改造,不仅能够提高车床加工运行的控制性能,避免车床加工运行故障问题发生,同时还能够提高车床加工运行的质量效率,具有积极作用和意义。
[1]邱利军,王凯,李勇.西门子S7-200系列PLC改造车床电气控制系统[J].国外电子测量技术.2010(11).
[2]陈艳红,邓娜.S7-200PLC在双柱立式车床控制中的应用[J].制造业自动化.2011(1).
猜你喜欢
山东冶金(2022年2期)2022-08-08
防爆电机(2022年2期)2022-04-26
内燃机与配件(2022年2期)2022-01-17
有色设备(2021年4期)2021-03-16
装备制造技术(2020年12期)2020-05-22
汽车维护与修理(2019年3期)2019-08-08
北京汽车(2019年1期)2019-03-13
汽车维护与修理(2018年5期)2018-09-29
汽车维护与修理(2018年23期)2018-07-03
汽车维护与修理(2017年5期)2017-11-17
