
新型超高速旋梭的研究及应用
2014-06-09 02:03:04新杰克缝纫机股份有限公司谢茜茜王辉王以超
今日科技 2014年6期
新杰克缝纫机股份有限公司 谢茜茜 王辉 王以超
一、引言
随着现代缝纫工业的发展、各类合成纤维织物和缝线的出现,对旋梭的要求越来越高。目前使用中的缝纫设备、织物、缝线、服装、线缝和线迹形式种类越来越多,需要各种不同类型和尺寸的旋梭,以满足不同的缝纫情况组合。现在世界上的各种旋梭多达数百种,目前国内常用的旋梭大体上可分成三大类,即96型旋梭、107型旋梭、112型旋梭。96型旋梭是各种型号直形线缝锁式线迹单针缝纫机所用旋梭,装配位置一般为横向卧式,旋梭的回转轴线平行于底板工作固并垂直于送料方向。107型旋梭是各种型号曲折线缝、锁式线迹缝纫机所用的旋梭,装配位置一般为纵向卧式,旋梭的回转轴线平行于底板工作面并与送料方向一致。112型旋梭也叫朝天型旋梭,是各种型号直形线缝、锁式线迹双针机所用旋梭,装置位置一般为立式,旋梭的回转轴线垂直于底板工作面。
目前旋梭还是依赖于人力资源的累加和设备的堆积加工,人力和设备成本都很高,一个普通的旋梭至少需要300道以上工艺和工序。人力投入的越多,产品的一致性就很难去把控,所以导致旋梭的质量也难以保证。同时旋梭目前为止使用的材料还是以20C r为主,由于旋梭在使用过程的特殊性,导致热处理等工艺的要求又非常严格。随着科技的发展,新材料、新工艺、新技术的应用,在旋梭上这方面的研究和应用也日趋重要。
二、概述
1.旋梭的原理
在现代缝纫设备中,以锁式线迹缝合的缝纫机最为普遍。这些缝纫机大多数是采用旋梭,以其梭尖勾住线环,同时扩大线环,并引导线环环绕过梭心而构成锁式线迹。
普通旋梭的工作原理是:在机针上升一定距离后,旋梭床的梭尖开始勾进线环,梭尖勾住线环后继续转动,当线环被送到旋梭架导轨口时,线环被梭架分线钩勾住,这时机针应由下极限位置上升2毫米左右。旋梭架上的分线钩子应当在线环快要接近时,使线环端部留有时间移到导轨的后面去,分线钩子与机针运动轴线角为50°左右,由梭床梭尖外框凸面上边45°处勾住线环,继续转动,线环的端部勾在分线钩子上,为了使线环顺利地滑到梭架的表面上,导线板尾部的斜边把线环的线头一面向外拨开,而线环的后部,一边被梭架分线钩子勾着,向梭架底部滑下,在这瞬间,机针在旋梭机构中退出。由于梭架过线处非常光滑,使线环顺利地从梭架底部滑出,能使梭尖转过180°时,挑线杆上升,把挑线杆前所送下来的剩余部分线收上来,梭尖勾住线环继续旋转,线环前半部分在导线板下面,通过外框凸面45°斜面后,正在移动的导线板边缘,逐步高出梭架,把前半部线环向外拨开。后半部线环由梭架分线钩子勾住,而把线环前后分开,最后线环前后面套过梭架,把底线套在中间,经挑线杆拉紧线环,形成线迹。旋梭机构的操作周期,203~312°间是勾住线环及扩大线环的阶段,312~320°间是针从梭心套缺日退出阶段0~180°是空行程。上轴一转,旋梭二转,并在第二转时产生作用。
旋梭床用螺钉紧固在下轴上,当机器以每分钟n转动时,梭床就以2n转的转速套着旋梭架环绕运转,利用梭床尖嘴,勾住线环,床内的沟槽与旋梭架上凸出的导轨相配合,因此,梭床的表面光洁度、硬度以及形状精度的要求都很高。旋梭架安装在梭床内,其环形凸缘导轨与梭床沟槽保持一定的配合间隙,既要转动灵活又不能过于松动,由旋梭定位钩固定着,保持在适当的位置,旋梭架芯轴固定梭心套,使其也固定在一定的位置,梭架分线钩子用来进行分线,配合梭床进行勾线环运动,梭架的表面的光洁度、硬度及形状精度的要求同梭床一样重要。
2.旋梭的结构
旋梭一般有4大构件,主要为旋梭床、旋梭架、旋梭板和导线板,以96型旋梭为例
旋梭板:装在旋梭床上的一块半月形的导板,用来压住旋梭架环形凸缘,挡住其与梭床凹形沟槽的配合位置,弯形尖尾,是梭床勾住线环打套结的下半转,对线环在挑线杆轴线时起脱线导向作用。
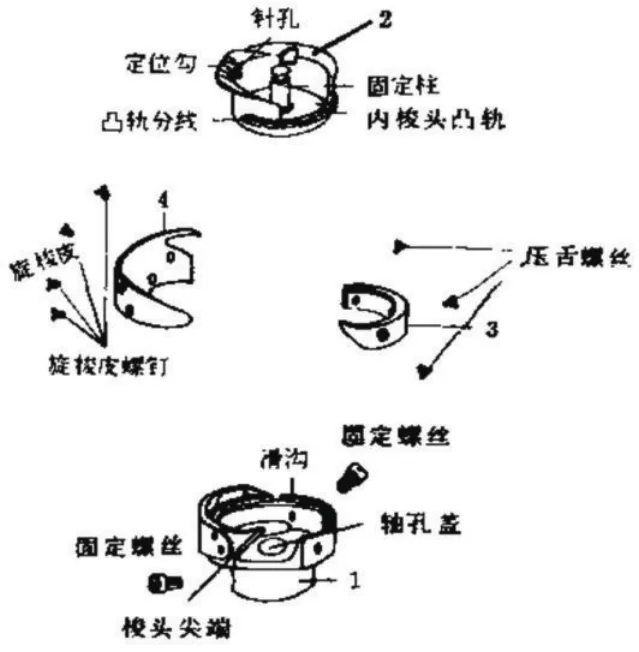
导线板一是覆盖在旋梭床梭尖部分上面,用来压住线环,限制线向外滑动,纳入梭床钩尖嘴的梭根部。其大弧形尾部是用来将梭心套上的底线抽紧,形成套结。
三、研究方法
旋梭、旋心套所用的材料见表1。
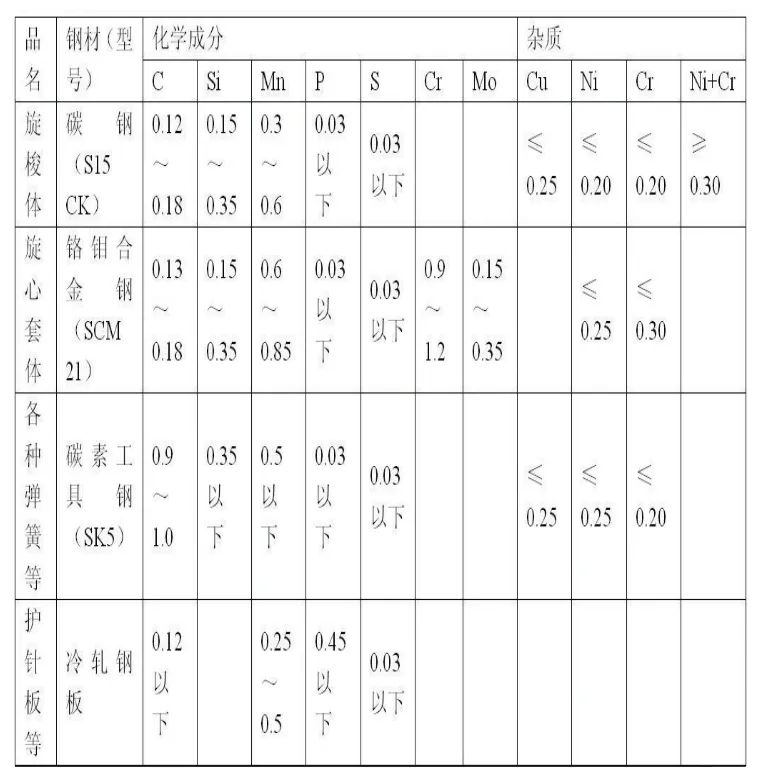
表1 旋梭、梭心套用材料
关于旋梭、梭心套的热处理、硬化层和硬度,因品种和用途的不同,硬化层和硬度也不一样,见表2所示。旋梭、梭心套一般采用气体渗碳和液体渗碳两种方法,根据其机能、形状,考虑了磨损、易碎、折断等方面的因素进行热处理。如旋梭需要坚硬的,并且要有较高的抗磨损的表面,也不会因为冲击力通过复杂的或薄的形状而断裂。因此旋梭的热处理就是为了表面硬化。
旋梭的疲劳强度和耐用性,在设计制作时已给予了高度重视。根据材料的性质,在热处理方面采用了最新的化学方法和对高速旋梭、特殊旋梭进行了镀硬铬处理,所以,可避免发生过热,增加了耐磨性,降低了转矩。
目前通用的旋梭,金属型号为20C r,化学成分为含碳量0.2%,C r 0.45~0.5%,铁 含 量99.3%,容易加工,只能加工后渗碳或者碳氮共渗处理,渗碳层就日本产品而言深度见表2,硬度达到H R C 60~61度,即H V 650左右,其抗磨,表面光亮度好,但是润滑效果不好。同时,按照现在的热处理工艺,旋梭还有一些不良加工工艺,导致旋梭装配好后,配合精度不高。

表2 旋梭、梭心套的硬化层和硬度
鉴于以上问题,我们可以选用新材料进行研究,粉末冶金技术日趋成熟,用C a t a m o l d 8620材料,可以进行热处理或者表面硬化处理,表面硬度能达到H V 800以上。同时,可以采用新工艺要求,添加特殊的成分在粉末里面,比如稀土、二氧化钼等来改良钢材。
在热处理工艺上与传统不一样,为了提高耐磨性和使用稳定性,在高速运转时减少摩擦系数,还可以采用金属表面合金化,即工件心部硬度控制在H R C 40~42°,使产品保持高韧性,特别是钩线尖不容易断。按照此工艺要求,采用化学渗入处理,将金属表面化学组织处理后,具备超硬度H V 1200-1350,同时还具备自润滑性能,达到旋梭使用要求。
对于普通旋梭来讲,一般的转速在6000~7000r/m,配合要求很高。采用旋梭架粉末冶金化后,讲供微量油就能达到润滑效果,加上粉末冶金旋梭架的材料自润滑,运转效果更佳。
从工艺方面来讲,旋梭架采用粉末冶金材料注射成形,可以从原来的300多道工序直接减少到100多道工序,能节省很多人力成本和设备成本等综合成本。
四、结束语
通过和一些旋梭生产厂商的平台和我们对新材料新工艺的研究,已经开发出粉末冶金旋梭,目前已经进入验证阶段,初步获取了很多差异数据。通过分析差异存在的原因,为最终的研究和应用提供很多有价值的数据。在今后的研究过程中,还将对传感器信息融合技术,新的动平衡调节技术及其有限元分析加进来。经过综合有效的研究,必将使旋梭材料、工艺、技术取得长足的进步,带来良好的经济效益和社会效益。
[1]杨明才.工业缝纫设备手册[M].江苏科学技术出版社.
[2]林擎宇.缝纫机核心技术和创新设计[E B/O L].h t t p://w w w.c n t m a.c o m
[3]王文博.服装机械设备使用维修手册[M].机械工业出版社.
[4]张华诚.粉末冶金使用工艺学[M].冶金工业出版社.
猜你喜欢
湘潮(上半月)(2022年7期)2022-12-06 03:35:08
山东冶金(2022年1期)2022-04-19 13:40:34
军民两用技术与产品(2021年8期)2021-11-24 01:09:34
精密成形工程(2021年2期)2021-03-29 07:59:40
模具制造(2019年10期)2020-01-06 09:13:08
电镀与环保(2017年6期)2018-01-30 08:33:27
商洛学院学报(2017年2期)2017-05-17 05:19:49
现代工业经济和信息化(2016年4期)2016-05-17 05:35:34
焊接(2016年2期)2016-02-27 13:01:20
山东冶金(2015年5期)2015-12-10 03:27:41
