
管材挤出生产中的半成品冷却预测
2014-05-31 00:26
塑料制造 2014年8期
1 概述
如何制造出一款高品质并且具有竞争力价格的产品,是管材挤出生产中面临的最大的挑战之一。热塑性材料制成的管材质量是由标准尺寸、尺寸的稳定性以及机械性能这三者的轻微偏离来共同决定的。机械性能取决于冷却处理过程中的各种参数,当机械性能体系被建立后,就会对管材的质量产生决定性的影响。同时,除了挤出挤出机和机筒需要加热外,冷却阶段会消耗大部分的能量。出于这个原因,对管材挤出的冷却处理阶段进行详细的设计是倍加值得的。
管材生产的冷却阶段分为几个小阶段。在校准之后,冷却阶段通常在真空条件下的喷雾冷却罐里进行,一般是几个喷雾冷却罐和空气冷却阶段的组合。这会由履带牵引机进行引导,完成客户要求的外观形式,并切割至指定的长度。在冷却过程中,最重要的决定质量和成本的参数是单个冷却小阶段的数量、长度和配置,以及冷却介质适合的温度范围。对冷却阶段的参数只做一次设置往往就可以普遍适用于整个系列的产品。即使在选择冷却阶段的参数时,也很少会考虑其他不同的产品、正在使用材料或者正在生产中的产品的尺寸。在很多情况下,这将导致不必要的高成本,以及对产品质量也会有不良的影响。
2 从挤出挤出机出口到操作自定义结束
在仿真系统的帮助下,我们可以在不直接介入生产的情况下,模拟从挤出挤出机出口到整个操作自定义结束的管材冷却工艺流程。德国奥伯豪森市SHS加公司的“chillWare”冷却模拟软件是基于有限差分法的,可以显示出在冷却工艺流程中改变质量属性和提供冷却成本而产生的影响。在这个流程中,即使是单个的参数也可以进行优化,从而达到所希望的产品特性或节约成本的可能。这是通过在现有的或者已经设计了的冷却阶段的各部分中创建虚拟模型来完成的。当用到原材料的热性能与温度相关时,例如比热、导热系数、PVT特性和极其重要的机械性能,我们就会建立材料模型并将其存储在程序数据库中。通过这种方式,我们有可能去研究大量参数的变化对产品质量和操作成本会有什么样的影响。在程序里面,用于模拟各种产品系列如共挤管材、片材和薄膜的仿真模块是有效可用的。层。然后,仿真系统提供整个管道横截面的温度分布,局部的热转化以及冷却阶段任何位置上单个管层的温度曲线和冷却梯度。图1显示出了对管壁内部和外部的温度曲线的一个模拟仿真。
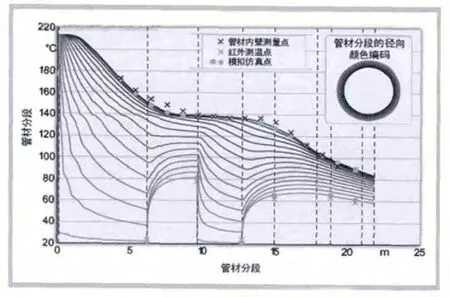
图1 用高温计测得的挤出管材内外壁的模拟温度曲线的比较
对于每个要研究的冷却位置,从模拟仿真的结果可用确定其所需的冷却能力以及由此产生的冷却成本。此外,根据模拟仿真的结果,我们也有可能分析出冷却工艺对确定管材质量的管材特性的影响。例如,这包括内部应力的分布,以及在管道的各个层中的声速。在热塑性材料中这些属性都是高度依赖于温度的。在冷却阶段的每一个位置上管材的整个壁厚的平均速度对测量超声波壁厚是非常重要的。这两种方法可以结合起来,可以提高测量的精确性。
3 内应力决定质量
内应力水平是挤出管件的一个重要的质量属性。当单个管层具有不同的冷却梯度和显著不同的体积收缩时,便会产生这些所谓”冻结”的内应力。在校准过程中,管材的外层几乎会立即冷却。在这个校准过程中管材的中心层和内部的冷却速度也是相当快的,这意味着这些层在最初还没有产生内应力。当进行外部校准的时候,由于这些区域随后会固化和紧缩,由此产生的收缩将会导致管材产生内部的张应力和管材外部的压应力。在图2中,我们可以看到在外部冷却管道里发现的一个典型的三角形应力。在大多数应用中,我们通常不期望内部应力产生在轴向和切向的方向上。如若在这两个方向上产生了内应力,那么在随后塑料管材的处理过程中这种显著的应力会导致一些重要问题发生,例如,在焊接的时候会导致所谓的管材末端收缩。同时,管材的一些重要的静态物理特性指标也会降低。

图2 三角形的内应力曲线与外部冷却管材的壁厚
在模拟仿真系统中,每个工作位置的内应力水平都可以提前计算出来。虚拟过程的参数,例如材料和冷却介质的温度或者吞吐率,都是自由变量。这样,我们就可以对工艺流程中的许多变化与各种特定位置上的变化进行比较。此外,冷却过程中额外的内部冷却所产生的影响,以及对形成的产品特性的影响,都可以计算出来。
4 在实际操作中检查理论值
在下面一个工业挤出流程中可以看出软件辅助的冷却过程优化的结果。这个例子涉及到高密度聚乙烯的废水管的生产,在假定的产量为大约350千克/小时的时候,该废水管具有250×9.6毫米的尺寸(SDR26型管材)。这个冷却阶段总长度为40米,总共由4个喷雾冷却罐组成,每个冷却罐有6米长。所有四个冷却罐中的冷却水都可以提供大约15℃的温度。
由于管道在冷却的时候会产生非常大的内应力,所以额外的工艺步骤会按照自定义的操作来完成。管材被放置在一个大约80℃的回火烘箱中,经过一段指定的时长后,管材内壁的应力会得以减小。图3显示出了被分成30个径向层的管材内的温度分布的模拟仿真结果。在下文中,我们将上述的冷却过程指定为参照过程。
图中的红线代表的是内壁温度的变化过程,浅褐色线代表的是外壁温度的变化过程。图片的下部显示的是冷却阶段的虚拟模型。在我们重点关注的操作位置点上显示了取热量。研究的目的是通过使用冷却策略,可以缩短或完全消除管材冷却过程后续阶段的回火操作时间。
詹森测试是测量切向内应力的一个公认的测试。在这个测试中,我们在管材样本的轴向方向上切出一个规定大小的条带,在指定的时间间隔后,我们可以测量出管材间隙的开口宽度减小的量。现有的内应力值可以由下式计算出

图3 参照过程冷却模拟仿真的结果
式中,a [mm]表示间隙宽度的变化,Dm [mm]表示管的平均直径,s [mm]表示壁厚,E [N/mm2]表示随时间变化的管材蠕变/松弛量。
样品取自参考过程并且进行了回火后的詹森测试。每次管材生产结束后,这个测试都要被分别执行24小时和7天。为了优化这个过程,我们借助模拟仿真程序,在冷却阶段预先建立合适的操作策略,该操作策略是完全基于改变冷却介质的温度控制的。这样的话,可以通过减少内部应力以提高产品质量,再通过降低操作成本,从而工艺得以优化。现有的工艺设备仍可使用,并且对产量也没有什么限制。
5 更小的内应力,更低的操作成本
在实际生产条件下的实际操作中,我们需要验证在计算机仿真中能预期结果的两个操作位置点。为了验证,取自参照过程的管材样品再次进行相同的测试程序。图4给出了比较结果。
通过改变冷却策略,内应力会大大低于参照过程。在测试被执行24小时和7天后,取自参照过程的管材显示出的内应力分别为2.41MPa和2.36MPa。借助仿真来优化操作位置点,以此得到的管材表现出的内应力要小于上述值的一半。尽管事实上整个回火过程已经结束了,但是其内应力却还是大大减少。虽然热塑性具有随时间变化的松弛行为,但是我们只能预测到7天后内应力值仅仅有一个非常小的减小量。对管材样品进行一些额外的测量表明,长度收缩也是有可能减小的。7天之后参照样品的长度变化为0.7%,而从工作位置点1和2的样品显示的长度变化分别为0.5%和0.4%。
修改后的冷却策略也导致了操作成本的降低。这样的结果一方面归结于在某些点上的冷却水的温度有相当大的增加,另一方面由于停用了冷却阶段的所有的小分段,包括再循环泵。由于涉及到相关的能源消耗和劳力,虽然存储在回火烘箱会减少操作成本,然而我们还是有可能在操作位置点1和2再进行优化处理,来完全取消这些成本。
图5以百分比的形式比较了参照过程与对操作位置点1和2进行后续回火这两者的总成本。在操作位置点2上,使用自然冷却也在潜在的考虑之列。
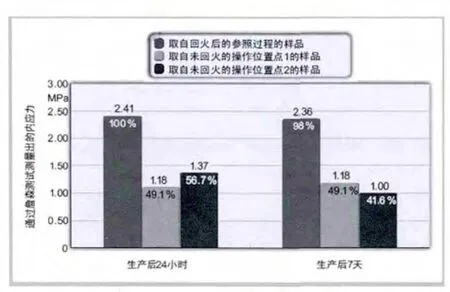
图4 参照过程和经过优化的操作位置点的内应力比较

图5 参考过程的冷却阶段和经过优化的操作点的实际操作成本的比较
6 结论
通过使用chillWare仿真软件这种计算机辅助的方式来优化参照过程,是有可能通过在冷却阶段修改其工艺流程从而达到提高质量和降低成本的目的。在实际的生产环境中,改变参数引起不了什么问题。测量结果证实,无论是在产品质量上还是在工艺流程经济学中,我们都可以进行预测。
该仿真系统的1.2版本目前可以运行,并正在不断提高。目前,工程师们正在开发新的模块,进行模拟所谓的松弛效果和液泡形成。自动化模块的开发也将在不久的将来会完成。
随着冷却阶段的自动化发展,将有可能对一个中央位置的冷却阶段的单个分段进行设置和监控冷却剂温度。有了这个软件,我们就可以为冷却阶段的操作确定合适的参数,并将其直接传送到系统。通过冷却阶段自适应调节至模拟仿真的结果,与质量相关的产品特性如内应力水平、松弛效果或者诸如收缩等现象也将会得到改善。
猜你喜欢
建材发展导向(2022年12期)2022-08-19
科学与社会(2022年1期)2022-04-19
化工管理(2021年6期)2021-03-24
莫愁(2019年36期)2019-11-13
陶瓷学报(2019年5期)2019-01-12
现代制造技术与装备(2015年4期)2015-12-23
营销界(2015年22期)2015-02-28
海峡姐妹(2015年6期)2015-02-27
科技与创新(2014年18期)2014-11-12
中国高新技术企业(2014年9期)2014-06-25
