
乙苯脱氢催化剂制备用捏合机功率研究
2014-05-29 16:41秦云龙
化工机械 2014年1期
高 豪 郑 新 王 平 秦云龙
(1.中国石化催化剂有限公司上海分公司;2.天华化工机械及自动化研究设计院有限公司)
苯乙烯是重要的有机化工原料,主要用于生产聚苯乙烯、工程塑料及不饱和树脂等。近20年来,苯乙烯的需求量增长较快,年平均增长率高达6%,苯乙烯供不应求的现状将持续很长时间[1],目前,苯乙烯生产工艺的85%以上都采用乙苯催化脱氢工艺[2],这给乙苯脱氢制苯乙烯催化剂的发展带来巨大的潜力和前景。国内外针对该催化剂的性能开展了大量的研究工作,使其催化活性、选择性、使用寿命以及侧压强度等主要性能得到不断地提高[3]。
乙苯脱氢催化剂生产工艺中捏合过程对催化剂的强度影响很大,该催化剂生产原料较为特殊,对捏合设备要求非常高。在以往的生产过程中,由于没有直接有效地表征和评价捏合效果的方法,捏合操作带有很大的经验性,无法准确有效地判断捏合效果的好坏。王涛等在乙苯脱氢催化剂成型工艺的研究中虽然提到了不同捏合方式对催化剂性能的影响,但没有关于直接表征捏合效果方法的研究[4];易朋兴等提出了分散混合特性等捏合机混合性能的评价指标,但并未涉及捏合性能的评价方法[5]。笔者从捏合过程功率变化出发,将变频器输给电机的即时功率记录下来,通过分析乙苯脱氢催化剂捏合制备过程的功率曲线,考察捏合功率与催化剂产品机械强度的关联性,探寻相关规律。
1 实验内容
1.1催化剂制备
乙苯脱氢催化剂制备过程主要由催化剂成型和催化剂焙烧两个单元组成[6]。将一定配比的氧化铁、碳酸钾、钼酸铵、粘结剂以及扩孔剂等原料在捏合机内混合均匀后再加入溶液进行捏合,制成具有一定粘性且适合挤条的团状物,经挤条成型、干燥后,切成长度5~8mm的圆柱形颗粒,经过焙烧制得乙苯脱氢催化剂成品。
为确保实验数据的可对比性,挤条、干燥及焙烧等后续制备工艺条件均保持一致,以免对捏合实验数据分析造成干扰。
1.2主要设备和仪器
主要实验设备仪器及型号为:
电子称 ACA-15
分析天平 JA21001
30L捏合机 NA-30
50L捏合机 NA-50
单螺杆挤条机 DA-50
自动电脑干燥箱 DHG-9140C
电阻炉 SX2-10-12
强度测试仪 ZQJ-II
实验选取30L和50L捏合机作为实验对象,这两个卧式捏合设备缸体几何尺寸不同,是现今主流卧式捏合设备,具有绝对的代表意义,通过更换不同型式的搅拌桨叶得到不同的实验设备条件。
1.3分析方法
根据实验过程中电机负载及电流的波动,结合物料在捏合过程中的物性变化,分析其关联性。为了更好的对捏合过程进行监测分析,在实验中引入了功率跟踪手段。在捏合过程中,用记录仪跟踪了每次实验的过程,记录了变频器输给电机的即时功率,这样就可以得到每次实验的功率变化情况和最大功率。
采用ZQJ-II型智能颗粒强度仪测试催化剂的机械强度,从而对捏合效果进行分析和评价。具体测试方法是用四分法取40颗待测样品,以测定结果的算术平均值计算样品的强度。强度测量单位为N/5mm。
1.4实验条件
通过多次的实验制备乙苯脱氢催化剂,得出了一套较为优化的工艺条件:
转速 50Hz
齿轮速比 65∶32
溶液添加量 110%标准量
捏合时间 60min
循环水温 常温
采用以上工艺条件进行30L和50L捏合机捏合实验,在实验捏合机上先后装配了多组具有代表性的搅拌桨叶进行催化剂制备,桨叶型式如图1所示。

图1 搅拌桨叶外形图
2 实验结果讨论与分析
2.130L捏合机实验
在捏合过程中,用记录仪跟踪了每次实验的过程,把变频器输给电机的即时功率记录了下来,得到了不同的实验结果,捏合功率曲线如图2所示。


图2 30L捏合机不同桨叶捏合功率曲线
由图2可以看出,在30L捏合机捏合实验中,D和E两种桨叶在捏合过程中输入功率明显高于A、B、C 3种桨叶。同时在实验中也观察到D、E桨叶在捏合的过程中,物料能够有效捏合成团,而A、B、C桨叶在整个捏合过程中物料都是粉末状,无法有效成团;而且捏合后制备的催化剂中,D、E桨叶捏合制备的催化剂强度均高于A、B、C桨叶。同时可以看出,输入功率越高,桨叶对物料的捏合作用越明显,制备的催化剂强度也较高。
2.250L捏合机实验
在50L捏合机捏合实验中,以相同的工艺条件进行捏合实验来观察功率变化,其功率曲线如图3所示。
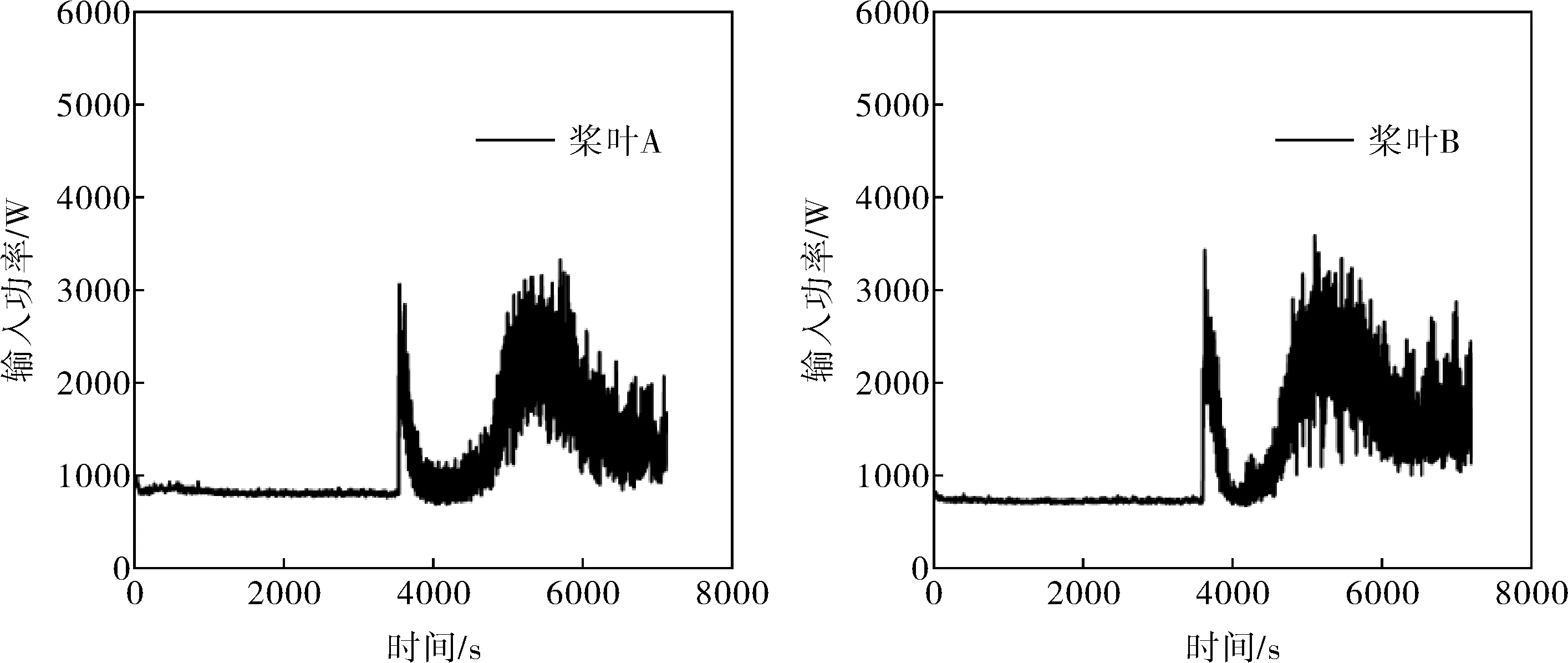
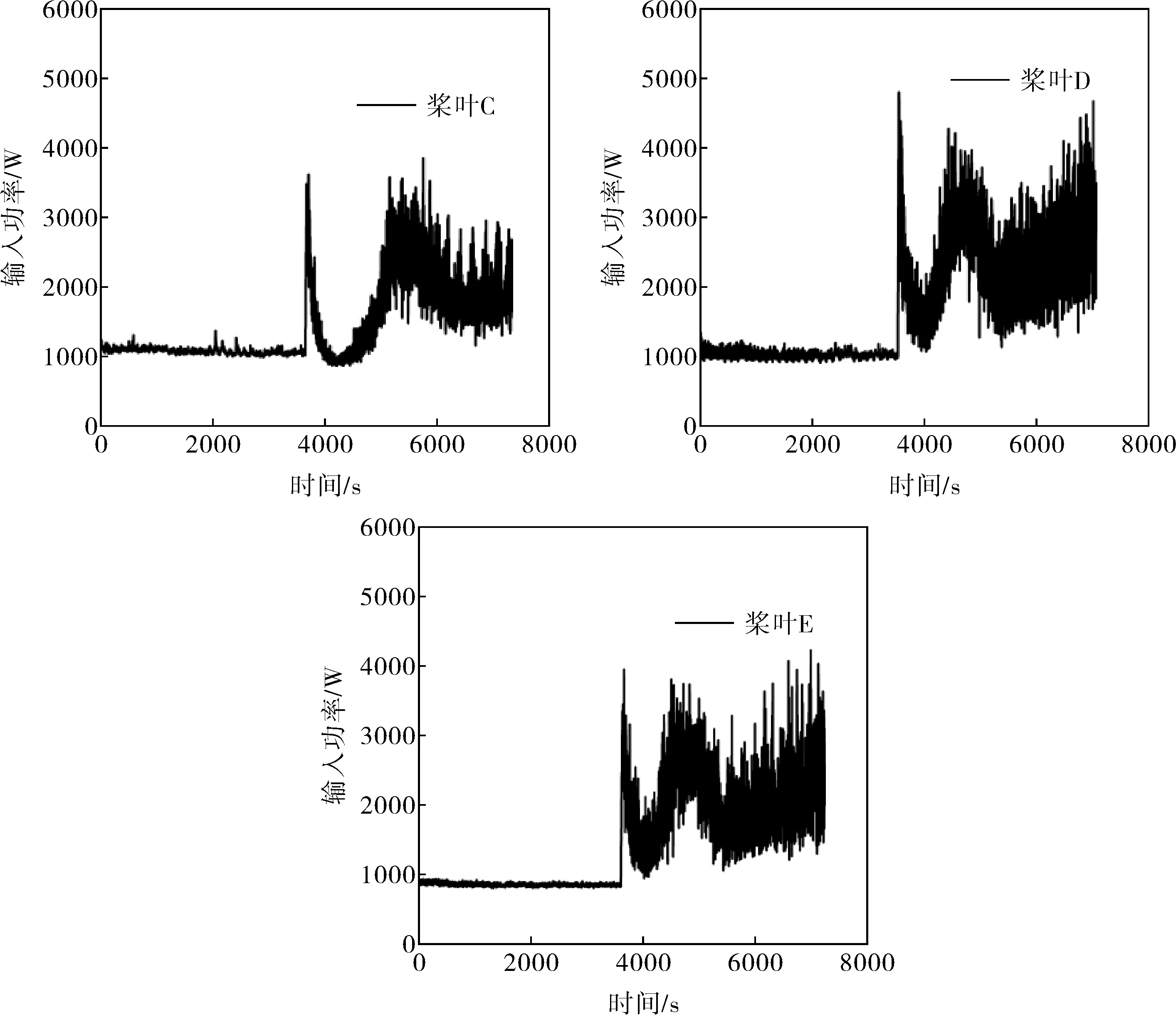
图3 50L捏合机不同桨叶捏合功率曲线
从图3中5组不同桨型的捏合功率曲线可以看出:A、B、C 3种桨叶的捏合功率曲线形状基本类似,即先出现一个波谷,然后再出现一个波峰,最后慢慢回落,捏合功率随着时间的增加越来越小。而D和E两种桨叶的捏合功率曲线在峰值回落后又逐渐升高,并且不再回落,捏合的功率随着时间增加越来越大。对应的实验现象为:A、B、C桨叶在捏合过程中,首先是捏合成小团的过程,随着实验的进行,成团的物料碎裂成小颗粒状态进行捏合;而D和E桨叶,在开始的一段时间内,整个捏合机内的物料会捏合成大团,随后大团物料不停被打碎成小块状,再由小块状捏合成大团。D、E桨叶捏合制备的催化剂强度均高于A、B、C桨叶。由此可以看出,桨叶在捏合过程中输入功率越高,物料所受捏合力越大,对物料的捏合作用越明显,捏合后制备的催化剂强度也较高。
2.3单位功的提出
根据30L和50L捏合机捏合实验过程中功率变化的规律,结合物料在捏合过程中的状态变化,以及所制备的催化剂强度,进行关联性分析。通过对实验数据的整理分析,发现“单位物料接收的功”(以下简称:“单位功”)和催化剂强度有着内在的联系。
单位功的计算公式为:

2.4实验数据及分析
对30L和50L捏合机捏合过程中单位功和催化剂强度的数据进行分析,数据分别列于表1、2。

表1 30L捏合机不同桨叶单位功与催化剂强度

表2 50L捏合机不同桨叶单位功与催化剂强度
由表1、2数据可以看出:不论何种捏合设备,D、E两种桨叶捏合物料时输入的功率较大,其对应制备的乙苯脱氢催化剂强度较高;单位功较大时催化剂的强度也较高;对每个实验都进行了重复试验,每次得到的功率曲线基本都能重叠,制备的催化剂强度都较为接近,具有较高的重复性。
2.5工业应用
由表1中数据可得,30L捏合设备在使用桨叶D时,得到的单位功较高且催化剂强度在实验中最高。将这种形式的设备放大后应用到乙苯脱氢催化剂的工业生产中,得到功率曲线(图4)和特性数据(表3)。
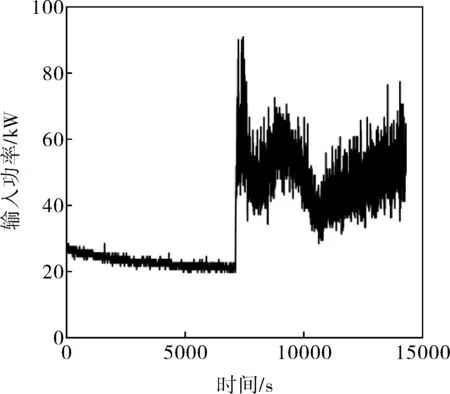
图4 工业捏合机(桨叶D)捏合功率曲线

捏合机30L(D型)工业捏合机(D型)湿捏平均功率/kW1.5643.9单位功/J·g-1·h-1395.0418.1催化剂强度/N·5mm-1142.1149.5
由图4可以看出,采用30L捏合设备桨叶(D型)的工业捏合机在乙苯脱氢催化剂捏合生产过程中的功率曲线,和放大前30L实验设备捏合功率曲线图(图2中桨叶D)的形状几乎完全一样,在湿捏过程中,捏合功率最终也是呈现升高的趋势。捏合时物料能够很好地成团捏合,最终制备的催化剂强度为149.5N/5mm。
由表3可以看出两台捏合设备在捏合过程中的单位功相差很小,所制备的催化剂强度也相差不大,单位功与强度的关联性在实验捏合设备和工业捏合设备上都得到了很好的体现。
3 结论
3.1单位功与催化剂机械强度具有一定的关联性,捏合过程中桨叶对物料做的单位功越大,其捏合后制备的催化剂强度也越高。
3.2用放大后的工业捏合机生产乙苯脱氢催化剂,每次都能得到可以重叠的功率曲线和差别不大的催化剂强度,功率曲线能直观反映捏合的过程情况,可作为直接有效地评价捏合效果的表征方法。
[1] 印会鸣,林宏,王继龙,等. 乙苯脱氢催化剂的发展现状[J]. 工业催化,2012,20(1):19~24.
[2] 顾松园. 苯乙烯生产技术发展[J]. 化学世界,2006,47(10):622~625.
[3] 崔小明. 苯乙烯生产技术及国内外市场分析[J]. 化工中间体,2004,2(3):17~19.
[4] 王涛,史蓉,王继龙,等. 乙苯脱氢催化剂成型工艺研究[J]. 石化技术与应用,2012,30(5):407~410.
[5] 易朋兴,胡友民,崔峰,等. 立式捏合机捏合间隙影响CFD分析[J]. 化工学报,2007,58(10):2680~2684.
[6] 宋磊. 低钾型乙苯脱氢催化剂机械强度的优化[J]. 化工时刊,2007,21(4):23~29.
猜你喜欢
沈阳化工大学学报(2020年4期)2020-04-06
石油石化绿色低碳(2019年6期)2019-02-13
固体火箭技术(2018年6期)2019-01-18
测控技术(2018年2期)2018-12-09
石油炼制与化工(2018年12期)2018-03-21
浙江大学学报(工学版)(2016年11期)2016-06-05
Coco薇(2016年2期)2016-03-22
中国资源综合利用(2016年4期)2016-01-22
振动工程学报(2015年2期)2015-03-01
固体火箭技术(2014年3期)2014-03-15
