
碱液系统液泛原因探讨及处理措施
2014-05-25 00:29靳文芳赵万杰
化工设计通讯 2014年1期
靳文芳,赵万杰,王 勇
(河南能源化工集团中原大化公司,河南濮阳 457004)
碱液系统液泛原因探讨及处理措施
靳文芳,赵万杰,王 勇
(河南能源化工集团中原大化公司,河南濮阳 457004)
分析碱液脏起泡液泛的原因,提出了解决方法并实施,解决了问题,为碱液系统的安全稳定运行提供保障。
碱液;起泡;过滤;滤袋;措施
我公司合成氨厂是80年代我国采用UNDEAWV技术的国内唯一大型氨厂。它以天然气为原料日产合成氨1 000 t,其生产流程仍然采用高、低温变换串甲烷化的流程,二氧化碳脱除采用的是改良苯菲尔法,主流程为两段吸收、带四级喷射器及蒸汽压缩机的一段再生,主吸收剂为K2CO3溶液,并通过向系统中添加V2O5在碳钢表面形成钝化膜进行防腐。
1 碱液系统液泛过程
2013年4月17日,操作人员发现吸收塔出口CO+CO2从0.1%逐渐上升到0.25%,吸收塔压差从0.02 MPa快速上升到0.044 MPa。吸收塔出口分离器导淋排出大量的碱液且甲烷化炉床层温度从320℃迅速下降到260℃。为保证甲烷化炉及后系统的安全,采取了紧急停车处理措施。
开车正常后发现甲烷化系统的压差从0.07 MPa上升到0.2 MPa,说明碱液带入了甲烷化系统。从这次事故分析来看是吸收塔液泛引起的,而碱液脏起泡是其主要原因。
2 碱液脏原因分析
(1)碱液设备系统的腐蚀产物引起发泡。从2012年以来脱碳溶液运行质量愈趋恶化,碱液中铁离子含量分析远超过100 mg/L。从过滤出来的杂质组分分析来看,含有Ni、Cr、Fe、Cu、单质C,Fe占有45%。这不仅说明了整个碱液系统的腐蚀比较严重,也说明前工段工艺气带来的催化剂粉尘是污染碱液的另一个因素。
(2)在新加弛放气换热器内析炭形成的炭微粒,随着气体进入碱液系统,增加了碱液中有机物的含量,从分析的数据(表1)印证了这一判断。

表1 过滤杂质分析统计表
(3)由于碱液脏,为了提高碱液再生度,被迫提高工艺气温度,这样就造成了带入吸收塔的工艺冷凝液增加,经过计算约有2 t/h。工艺冷凝液中含有大量的甲醇、甲酸等有机物,这也一定程度污染了碱液。
(4)随着前系统工艺气进入的烃类、醇类、油类等。
(5)碱液系统加入的活化剂二乙醇胺(DEA)在一定条件下会发生氧化降解和高温降解,DEA与CO2在一定温度下可以反应生成唑烷酮类和羟乙基哌嗪类化合物。这些降解物质都是以油类形式存在,大修停车期间碱液贮槽上层漂浮一层油类物质也证明了这一点。
(6)在系统引甲醇弛放气期间,工艺气甲醇含量增加。工艺冷凝液中甲醇含量从正常的350 ×10-6上升到4 000×10-6,说明有大量气体甲醇在碱液吸收过程中溶入到碱液中。
3 采取的措施
为了维持整个碱液系统的安全稳定运行,我们采取了以下措施。
3.1 日常维护
(1)为提高碱液中杂质在地下储槽的沉降效果,定期清理地下储槽。
(2)定期对过滤器中的活性炭反冲或者更换,提高过滤效果。
(3)退液6 t左右到大储槽沉淀5~6 h后再打回系统。
(4)加空气位置改至再生塔。保持小流量,配少量氮气,保持五价钒不下降就可以了。这样就控制了加入空气量,防止加入过量造成管道腐蚀和二乙醇胺的氧化降解。
(5)总钾控制在28%~30%,防止因总钾过高对管道腐蚀及过低影响吸收效果。上塔贫液流量稳定在160~170 m3/h,下塔半贫液控制在630~650 m3/h,防止贫液与半贫液比例失衡造成再生度下降。
(6)消泡剂加入谨慎,由氨厂工艺组调控,班组禁止随意加消泡剂。按系统溶液240 m3计算,消泡剂浓度小于5×10-6,控制每次加入量小于1 000 ml。
(7)再生塔回水阀保持4~6扣开度,当成排污用。
3.2 新加措施
自制一套过滤装置,其大小约为9 m3,分为两室,一室占总体积的五分之四,其下部铺设活性炭,在上部用一根导管分为八个分管,并在分管的出口用滤孔为5μm的滤袋过滤。在二室碱液上部放置吸油纸。过滤流程为,碱液从再生塔底部流出,先经过滤袋过滤固体杂质后,再经过活性炭吸附油、有机物等,没有被吸附的油类物质再被吸油纸吸附,这样就形成了一套完整的过滤装置。如图1。
图1 过滤装置示意
滤袋是用不锈钢丝对滤布进行缝补,使其呈袋状。在缝补过程中注意针与针的距离要小,保证滤袋的承压能力,防止碱液从滤袋的贴合处漏出,影响过滤效果。
滤袋使用一段时间后若从底部开线,说明滤袋内部承压,从而造成滤袋开线,这时不得已更换新的滤袋。随着投用时间的延长,系统内可被过滤的杂质减少,滤袋内外的压差减小,这样就可以减少更换滤袋的次数,减少使用数量,降低使用费用。现在更换滤袋的次数已经由初期的每周一次延长到两周一次。
5月20号,滤袋过滤系统投用后碱液分析数据如表2,铁离子含量见图2,泡高见图3。

表2 碱液分析数据

图2 碱液中铁离子含量的变化趋势
从图2可以看出滤袋投用后,溶液Fe离子含量下降明显,现稳定在80 mg/L以下。
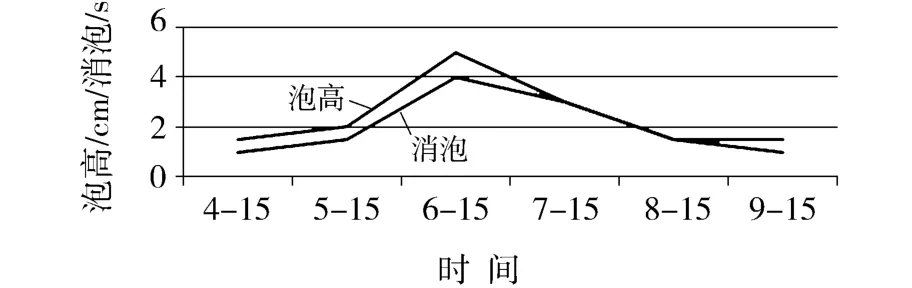
图3 碱液泡高和消泡时间变化趋势
从图3可以看出滤袋投用后,溶液消泡时间和泡高同步下降,说明碱液脏得到了逐步改善。
袋式过滤器的投用能够有效改善脱碳系统的过滤效果,降低溶液发泡程度,铁离子含量有明显降低,同时也减轻系统冲刷腐蚀,达到了项目预期目标。
3.3 停车时的处理
我们不仅对碱液进行在线处理还利用停车机会对碱液处理,处理措施如下。
(1)当碱液再生合格后全部退至大贮槽,进行静置沉降,使油状物质上浮,固体杂质下沉。
(2)当碱液退完后,系统上脱盐水启动碱液泵对整个碱液系统进行水洗。
(3)碱液静置一段时间后,专人在大储槽顶部捞油状物质。
(4)控制大贮槽上液高度,使剩余的含有杂质和油污的碱液不加入系统。
4 总 结
通过采取一系列的措施,碱液系统工况明显好转,不再成为威胁合成氨安全稳定生产的因素,但是碱液系统的再生度不够(再生指数偏高),这也影响了吸收塔出口气体的净化度,增加了吨氨的消耗。我们认为这主要是因为碱液已经用了20多年,碱液中含有无法过滤的杂质,引起碱液再生不好,从碱液的颜色就可以判断(现在呈黑酱油色,正常应该淡绿色)。要想彻底解决碱液问题只有全部更换,但是废碱液的安全、环保处理这个问题也摆在我们的面前,我们还要对这些问题继续探讨并加以解决。
Discussion of Causes of Flooding Phenomenon in Liquid Alkali System and Treatment
JIN Wen-fang,ZHAO Wan-jie,WANG Yong
(Zhongyuan Dahua Branch of Hennan Energy&Chemical Group,Puyang Henan 457004,China)
Analyze causes of liquid alkali system being dirty,bubble and flooding.Propose solutions and revamped the system.After problems are solved,system safe operation is guaranteed.
liquid alkali system;bubble;filter;filter bag;treatment
TQ113.26+4.3
B
1003-6490(2014)01-0039-02
2013-10-12
靳文芳(1987-),女,河南林州人,助工,现在中原大化合成氨厂从事生产管理工作。
猜你喜欢
中国交通信息化(2022年7期)2022-10-27
能源与环境(2022年3期)2022-07-02
石油沥青(2021年4期)2021-10-14
冶金动力(2020年9期)2020-10-22
数码设计(2020年2期)2020-08-23
工业加热(2020年4期)2020-06-13
氯碱工业(2020年11期)2020-03-02
今日农业(2019年11期)2019-08-13
中国环保产业(2018年6期)2018-06-29
中国环保产业(2017年7期)2017-08-11
