J形坡口焊接机器人运动控制系统设计
2014-05-10 06:43胡绳荪王明建申俊琦陈昌亮
天津大学学报(自然科学与工程技术版) 2014年4期
胡绳荪 ,王明建 ,申俊琦 ,陈昌亮,谷 文,李 坚
(1. 天津大学天津市现代连接技术重点实验室,天津 300072;2. 天津大学材料科学与工程学院,天津 300072;
3. 天津职业技术师范大学天津市高速切削与精密加工重点实验室,天津 300222;4. 中国第一重型机械集团核电石化事业部,大连 116113)
利用核能发电是人类社会生存和发展的必然趋势[1].焊接作为核电建造的关键技术之一,不仅关系到核电站建造的质量和安全,而且明显影响着核电站建造的进度与周期[2].焊接机器人在焊接工业中应用越来越多,机器人在焊接中的应用是一场革命性的发展[3-4].核电设备压力容器封头空间曲线 J形坡口的焊接制造,由于空间位置的限制,通用焊接机器人难以满足要求.目前,国内外只有法国法码通推出了 J形坡口专用焊接机器人,报价昂贵.因此,发展国产化的J形坡口专用焊接机器人,提高核电焊接技术水平和焊接装备能力,从而满足国内核电快速发展对焊接的迫切需要是十分必要的[5].
设计的J形坡口专用焊接机器人为悬挂式结构,机器人工作时不与焊接件直接接触,而是悬挂在被焊圆管的上方.根据设计的焊接机器人机械构型特点[6-7],笔者采用线性插值方法及线性加减速算法,对机器人各轴进行了运动学规划,设计开发了J形坡口焊接机器人运动控制系统.
1 机器人机械结构及工作原理
核电压力容器封头由半球形封头与多个圆管相贯构成,结构如图 1所示.圆管竖立,与半球形封头相交形成复杂空间相贯线,经过焊接预处理后得到空间曲线 J形坡口焊缝.圆管紧密的排列,空间位置狭小,对自动化焊接很不利.
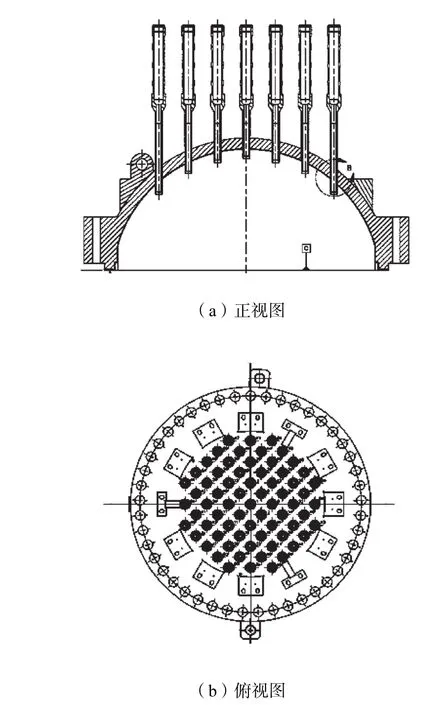
图1 核电压力容器封头结构Fig.1 Head structure of nuclear power pressure vessel
针对核电压力容器空间曲线J形坡口焊接特点,J形坡口焊接机器人采用悬挂式结构,焊接时将机器人悬挂在被焊接圆管的正上方,这样就可对图1中各种位置的J形坡口焊缝进行焊接.悬挂式J形坡口焊接机器人工作空间与结构体积比值大,便于现场监控和操作.J形坡口焊接机器人借助各轴的协调运动,具有定位速度快,能够适应不同尺寸及位置圆管焊接的优点,可以提高焊接效率,降低劳动强度,同时也能保证焊接质量.
机器人为满足空间曲线 J形坡口焊缝轨迹的控制要求,需要 3个自由度调节焊枪的空间位置,2个自由度调节焊枪的姿态,1个自由度调节送丝机的高度.设计的 J形坡口焊接机器人为六自由度机器人,机械结构装配见图 2.焊枪安装在调丝关节底端,第1个关节为旋转关节,旋转关节轴心与被焊接圆管同轴;旋转关节、升降关节和伸缩关节共同决定焊枪的空间位置,切向关节与径向关节共同决定焊枪的位姿,调丝关节调节送丝机高度.
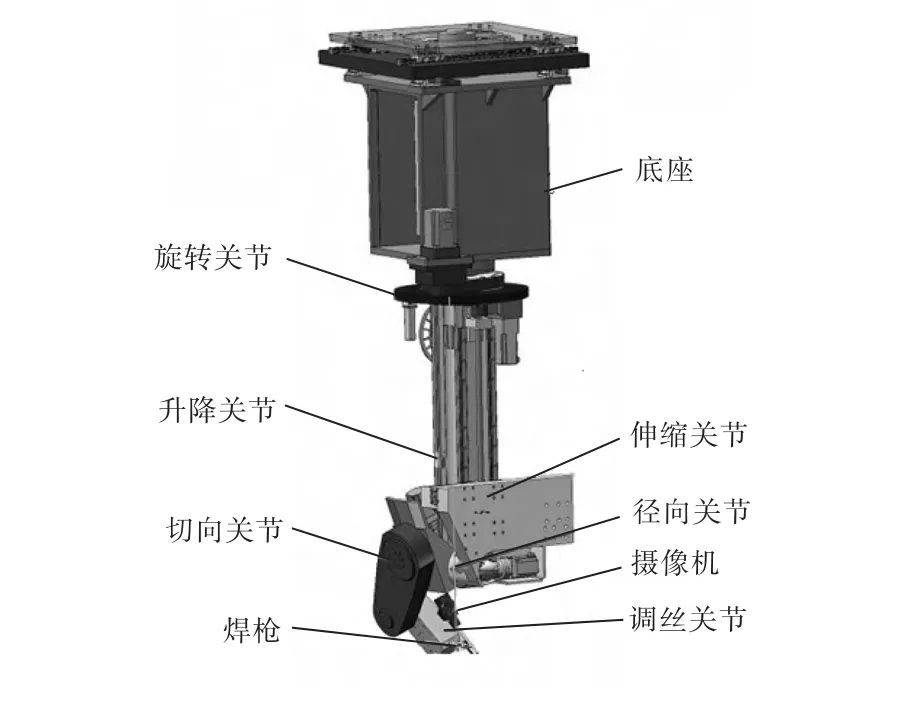
图2 J形坡口焊接机器人机械结构Fig.2 Mechanical structure of J-groove welding robot
2 J形坡口焊接机器人运动学规划
2.1 机器人焊枪空间运动学规划
当今,机器人运动学规划受到人们越来越多的重视[8].根据焊接机器人 6个关节之间的关系,建立起J形坡口焊接机器人圆柱坐标系(cylindrical coordinate system),如图 3所示.圆柱坐标系中,焊枪钨极尖端点 P坐标为(R,θ,Z),R为径向距离,θ为旋转角度,Z为焊枪高度.同理,焊枪姿态可用角度参数(α,β)描述,α为焊枪径向角度,β为焊枪切向角度.
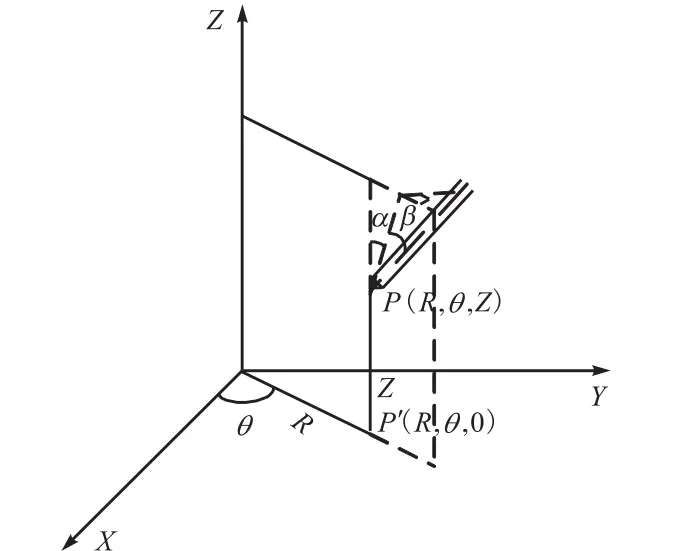
图3 圆柱坐标系中焊枪空间位置及姿态坐标Fig.3 Welding torch space position and attitude coordinate in cylindrical coordinate system
焊枪空间位置坐标的改变,可以等效分解为径向、竖直和旋转位置坐标的改变,采用线性加减速算法[9]对R、θ、Z位置坐标改变进行控制调节,则位移S是时间t的二次多项式函数,a为加速度,(t0,t1)为加速阶段,(t2,t3)为减速阶段,(t3,t4)为运动终止阶段,匀速阶段为(t1,t2),可得运动学方程为
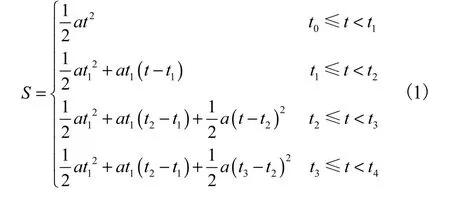
式中 S分别用 R、θ、Z代替可得焊枪径向距离、旋转角度、焊枪高度的线性插值运动学方程.
2.2 机器人焊枪姿态运动学规划
焊枪姿态调节可通过调节角度参数α和 β来控制,焊枪姿态的改变不希望焊枪钨极空间位置跟随着改变,经过研究把焊枪姿态的改变等效为焊枪绕钨极尖端进行定点旋转的运动,需要同时对参数 R、θ、Z、α、β进行控制调整.如图4所示,控制焊枪径向倾角从α1运动到αn,需要同时控制调整焊枪高度 ΔZ和径向距离 ΔR,以补偿径向角度改变导致的焊枪钨极尖端空间位置的变化.
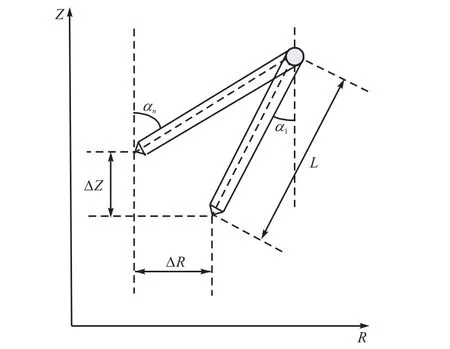
图4 钨极尖端位置随焊枪径向角度变化示意Fig.4 Schematic diagram of the change of tungsten tip position with welding torch radial angle
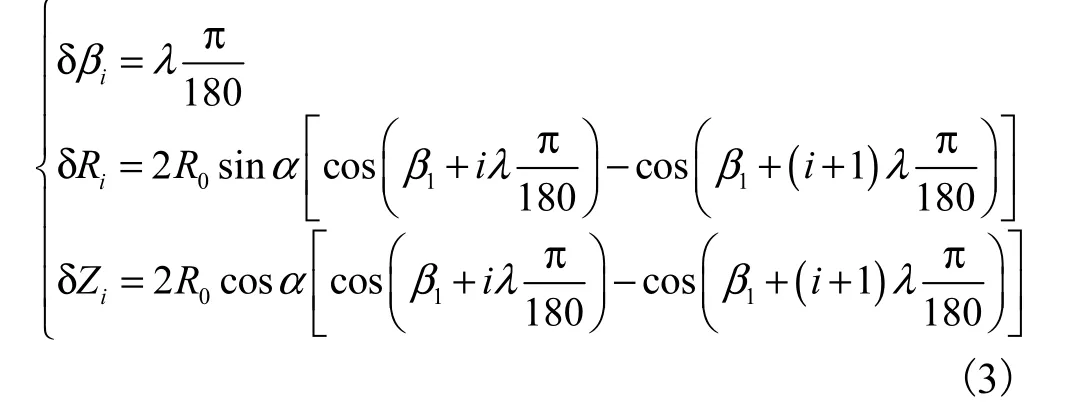
同理,如图 5所示,要控制调整焊枪切向角度从β1运动到βn,需要同时控制调整焊枪高度ΔZ和径向距离 ΔR,以补偿切向角度改变导致的焊枪钨极尖端空间位置的变化.
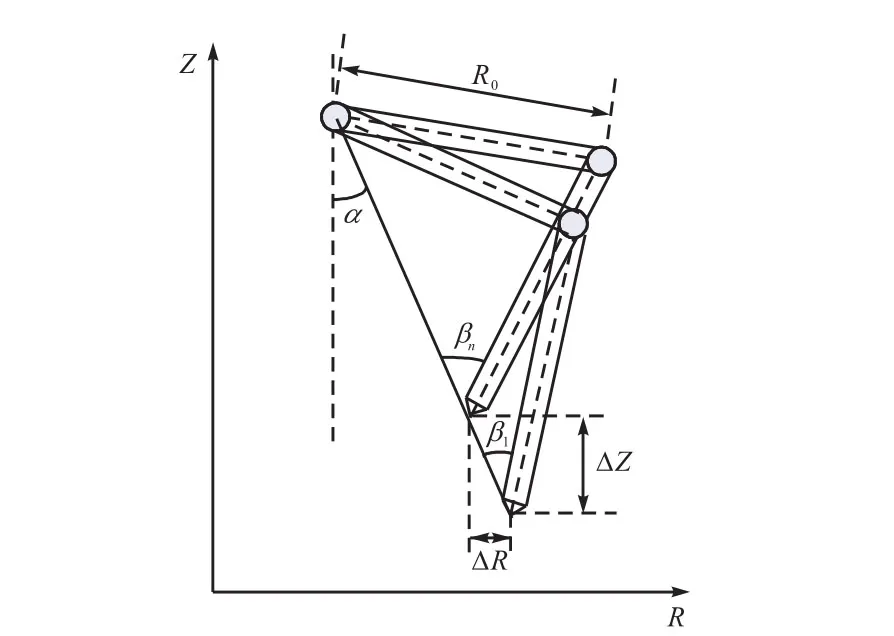
图5 钨极尖端位置随焊枪切向角度变化示意Fig.5 Schematic diagram of the change of tungsten tip position with welding torch tangential angle
本文选择线性插值方法对焊枪姿态调节进行插值计算.图 4中,焊枪径向角度改变量为 Δα=αnα1,L=2R0cos,β为机械臂等效长度.设定每插值段径向角度改变量为固定值 δα=λ,焊枪高度改变量为{δZi},径向距离改变量为{δRi},i=1,2,…,Δα/δα,则可得每插值段径向角度调节运动学轨迹方程为
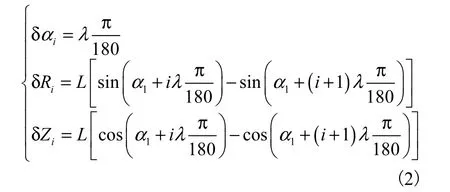
同理,图 5中切向角度改变量为 Δβ=βn-β1,参数 R0为机械臂长度.设定每插值段切向角度改变量为固定值 δβ=λ,焊枪高度改变量为{δZi},径向距离改变量为{δRi},i=1,2,…,Δβ/δβ,则可得每插值段切向角度调节运动学轨迹方程为
3 控制系统设计及实现
3.1 控制系统硬件结构
焊接机器人的控制平台采用装有 Windows操作系统的工业控制计算机(IPC)与 DMC数字运动控制器.DMC控制器具有多任务同时执行功能,控制器本身具有应用程序、参数、变量、阵列元素存储功能,即使脱离主机控制器亦能正常运行[10].J形坡口焊接机器人具有6套交流伺服系统,需要同时控制协调6个电机的运行,此外还要接收位置传感器等反馈信息,控制系统结构复杂.
控制系统根据控制精度增加智能能力减少的原则,采用IPC+DMC分级分布式控制结构,将控制系统分为组织级、解释级和执行级 3个层次.硬件系统结构见图 6,工业控制计算机 IPC作为组织级,具有最高智能水平,焊接时IPC根据焊缝的运动学方程,实现对机器人自动控制;操作人员可以通过手操盒、控制面板向组织级发送命令控制机器人路径轨迹及焊枪姿态.DMC控制器作为解释级把组织级传来的数字指令解释为伺服驱动器需要的控制指令.控制系统采用多任务处理方式,基于DMC控制器强大的运动控制功能实现所有的机器人运动控制策略.执行级包括所有的驱动器和电机,系统选用 SGDV伺服驱动器,具有响应频率高、制振功能强和体积小等特点.电机选用交流伺服电机.具体控制方式为:电机设定为速度控制模式,DMC控制器采用 servo工作模式,通过信号互联模块向驱动器发送控制指令,同时接受编码器反馈的电机速度、位置信号,实现控制系统电机速度、位置闭环控制,从系统的可靠性考虑,保证机器人具有较高的精度和抗干扰能力[11-12].经千分表标定,机器人各关节100脉冲当量运动控制精度分别为升降关节、伸缩关节0.025,mm,调丝关节0.002,5,mm,径向关节、旋转关节、切向关节0.025°.
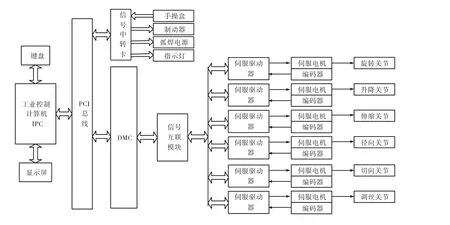
图6 J形坡口焊接机器人控制系统硬件结构Fig.6 Hardware structure of J-groove welding robot control system
3.2 运动控制策略软件实现
机器人控制系统软件部分采用Microsoft公司开发的 Visual C++6.0编程软件结合 Microsoft的基本类库(MFC)基于Windows XP操作系统开发的,Visual C++6.0嵌入GALIL公司提供的动态链接库DMCWin32实现操作系统与 DMC控制器之间的通信.
针对J形坡口焊接机器人使用要求,软件控制系统分为 5大模块,具体为初始化模块、位姿调整模块、检测模块、数据处理模块和数据交互模块,利用MFC优异的封装性,把各个模块封装成类,在类中开发功能函数,程序结构开放且简洁明了,方便二次开发[13].系统启动,首先对运动控制器进行硬件检测并初始化,然后 DMC8运动控制器接收 IPC控制命令及传感器反馈信息对机器人进行控制.
3.3 J形坡口焊缝焊接结果
核电压力容器封头的焊接制造中,封头球半径与管子半径比值超过了 15,因此可将封头球管相贯曲线视为平面曲线[14],焊接试件如图 7所示,图中试件斜面倾斜角为20°.

图7 J形坡口焊接试件Fig.7 Welding specimen of J-groove
焊接工艺采用脉冲 TIG焊接工艺方法,电源采用松下(唐山)电器公司生产的YC-400TX IGBT直流氩弧焊接电源,钨极材料采用铈钨,钨极直径为φ 3.2,mm,形状为 50°,钨极伸出长度 8,mm,喷嘴直径 6,mm,保护气体为氩气,气体流量 12,L/min,峰值电流 220,A,基值电流 110,A,焊接速度 8,cm/min,送丝速度 100,cm/min,脉冲频率 1.5,Hz,焊丝直径为φ 1.0,mm 的 ERNiCrFe-7.焊接实验结果如图 8所示,由图中可看出空间曲线 J形坡口焊缝成形美观,焊缝轨迹过渡平滑,证明设计开发的J形坡口焊接机器人控制系统的控制效果良好.
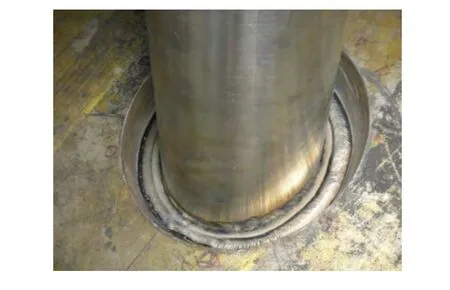
图8 空间曲线J形坡口焊缝Fig.8 Welding seam of space curve J-groove
4 结 论
(1) 采用线性插值解析运动学方程及线性加减速算法,对J形坡口焊接机器人各轴进行了运动学规划,实验结果表明机器人运动轨迹平滑且与空间曲线J形坡口焊缝吻合.
(2) 设计开发的 J形坡口焊接机器人运动控制系统能够很好地控制机器人各轴协同运动,控制系统工作稳定,控制精度满足要求,满足空间曲线 J形坡口焊缝的实际焊接要求.
[1] 任德曦,胡 泊. 对加快我国核电发展的思考——基于我国能源、电力结构布局状况分析 [J]. 福建行政学院学报,2008(4):68-73.
Ren Dexi,Hu Po. Thinking on speeding up the development of nuclear power:Based on the analysis of structural distribution of energy source,electric power in our country[J]. Journal of Fujian Administration Institute,2008(4):68-73(in Chinese).
[2] 冯英超,石爱强,王 挺,等. 核电站安装施工中自动化焊接技术应用分析 [J]. 电焊机,2009,39(8):27-29.Feng Yingchao,Shi Aiqiang,Wang Ting,et al. Application and analysis of automatic welding technology in nuclear power plant construction[J]. Electric Welding Machine,2009,39(8):27-29(in Chinese).
[3] Wang Wu. Simulation of mobile welding robot with variable structure control[C]//2010 International Conference on Innovative Computing and Communication. Piscataway,America,2010:106-109.
[4] Yuan Li,Wang Qinglin,Yan Zhiguo,et al. Design and coordinated motion control of a welding robot for large scale work pieces[C]//First International Conference on Intelligent Robotics and Applications.Wuhan,China,2008:101-110.
[5] 赵建仓,朱 平,鲁 立. 核电焊接专题——核电关键敏感设备焊接技术现状及发展趋势 [J]. 焊接,2011(1):2-7.
Zhao Jiancang,Zhu Ping,Lu Li. Topics on nuclear power welding:Situation and development trend of nuclear power key sensitive equipment welding technology[J].Welding and Joining,2011(1):2-7(in Chinese).
[6] Chen Changliang,Hu Shengsun,He Donglin,et al.Kinematic analysis and trajectory planning of J-groove welding robot[J].Transactions of Tianjin University,2012,18(5):350-356.
[7] Chen Changliang,Hu Shengsun,He Donglin,et al.An approach to the path planning of tube-sphere intersection welds with the robot dedicated to J-groove joints[J].Robotics and Computer-Integrated Manufacturing,2013,29(4):41-48.
[8] Sucan L A,Kalakrishnan M,Chitta S. Combining planning techniques for manipulation using realtime perception[C]//2010IEEE International Conference on Robotics and Automation.Piscataway,America,2010:2895-2901.
[9] 陈伟娜,赖乙宗,李 松,等. 数控系统线性加减速算法分析与实现[J]. 科学技术与工程,2012,12(3):546-550.
Chen Weina,Lai Yizong,Li Song,et al. Analysis and realization of linear acceleration and deceleration algorithm of NC system[J].Science Technology and Engineering,2012,12(3):546-550(in Chinese).
[10] 北京中宝伦自动化技术有限公司. 快速发展的 DMC数字运动控制器[J]. 机电信息,2001(9):428.
Beijing POWER-LAND Technologies Company. Rapid development of DMC digital motion controller[J]. Mechanical and Electrical Information,2001(9):428(in Chinese).
[11] 丁 炜. 基于 DMC的激光加工数控系统的研制[D].天津:天津大学材料科学及工程学院,2010.
Ding Wei. The CNC System Development for Laser Processing Based on DMC[D]. Tianjin:School of Materials Science and Engineering,Tianjin University,2010(in Chinese).
[12] Zhang Haibo,Liu Liang. Reliability design of CNC system[C]// 2011IEEE 18th International Conference on Industrial Engineering Management(IE and EM 2011). Piscataway,America,2011:1140-1142.
[13] Qin Yuanfei,Xiao Juliang,Wang Gang. The open architecture CNC system based on 6-axis flame pipe cutting machine[C] // 2011International Conference on Measuring Technology and Mechatronics Automation(ICMTMA 2011). Piscataway,America,2011:878-881.
[14] 赵 洁,胡绳荪,申俊琦,等. 基于 MATLAB的球管相贯空间曲线焊缝的数学模型[J]. 焊接学报,2011,32(8):89-92.
Zhao Jie,Hu Shengsun,Shen Junqi,et al. Mathematical model based on MATLAB for intersection seam of sphere and tube[J].Transactions of the China Welding Institution,2011,32(8):89-92(in Chinese).
猜你喜欢
热处理技术与装备(2022年5期)2022-10-26
现代农机(2022年3期)2022-07-11
中国金属通报(2022年1期)2022-06-02
中国新技术新产品(2020年6期)2020-06-19
河北省科学院学报(2020年1期)2020-05-25
组合机床与自动化加工技术(2019年11期)2019-11-27
重型机械(2019年3期)2019-08-27
制造技术与机床(2018年11期)2018-11-23
智能制造(2017年4期)2017-07-24
海军航空大学学报(2015年1期)2015-11-11