
待选品的设定及再检
2014-05-03 09:47:28齐利民
山东工业技术 2014年12期
徐 杰,涂 帅,齐利民
(安彩高科光伏事业部,河南 安阳 455000)
待选品的设定及再检
徐杰,涂帅,齐利民
(安彩高科光伏事业部,河南安阳455000)
摘要:随着光伏玻璃良品率的提高及切割工艺的逐步稳定,为了进一步的挖潜增效提高综合良品率,挽回误判产品的损失及对可利用的已判废玻璃板(缺陷在边部)进行优切,在产品等级里特增加了一个待选品等级,待选品属于异常品,需要单独管理。
关键词:订单;编组;标准;待选品;优切品;黑结石
待选品就是含有一个DC6—DC7缺陷(缺陷类型和个数可根据实际情况调整)的产品,经过再检人员的检验分成良品、优切品(缺陷在边部的产品)、废品,主要目的是为了挽回误判产品的损失及对可利用的产品进行优切,以降低工厂损失,并且还起到对以斯拉的误判及漏检率进行统计的作用。
1 订单的设定
(1)先在“PPC”界面中设定一个“DXP”质量等级,该质量等级允许有一个6级或7级缺陷。
(2)然后选择8#订单(粉红色订单)进行产品订单设定,将8号订单固定为待选品订单,该订单待选品尺寸和生产线上的自动堆垛规格产品保持一致。
(3)堆垛工位的选择,原则上和正常大板良品不能同时在一个气浮桌,即当良品走3#桌时,待选品可走1#桌;如良品走1#桌,则待选品走3#桌,但要注意,因2#桌位于传送带旋转平台之前,所以2#桌无法分开良品和待选品,原则上待选品不能设定去2#桌。
(4)待选品优先级设定一定要低,保证为最低等级,不能干扰正常良品的生产,经过试验,优先级设定为50较好。
(5)编组时必须和正常良品混编,不要单独进行编组,假如大板订单为11号,则编组时要编为8和11及11和8,坚决不能编为8和8,这样会影响良品的生产。
(6)该产品为送钢化优化切割品,必须选择喷粉包装方式,这样才能避免产品产生划伤或擦伤。
(7)堆垛工序在装待选品的集装架上要贴好标签,标签上要用记号笔注明为待选品产品,要与正常良品区分好。
2 待选品的再检
2.1检验标准
参考标准《太阳能玻璃通用规格(内控)》(QJ/ACHT2650-2010)或用户规格。
2.2再检基本遵守项目
(1)使用物品:150mm钢直尺、卷尺、记号笔、钢架、纱布、液压车。
(2)检验台使用灯光:日光灯灯管,40W/只,前后各一。
(3)产品外观检查顺序,如下图所示。
因此,我们认为,舌咬伤后一个月导致肿瘤的发生是不可能的,那么,为什么这位病人舌咬伤后一个月就发现了舌癌呢?

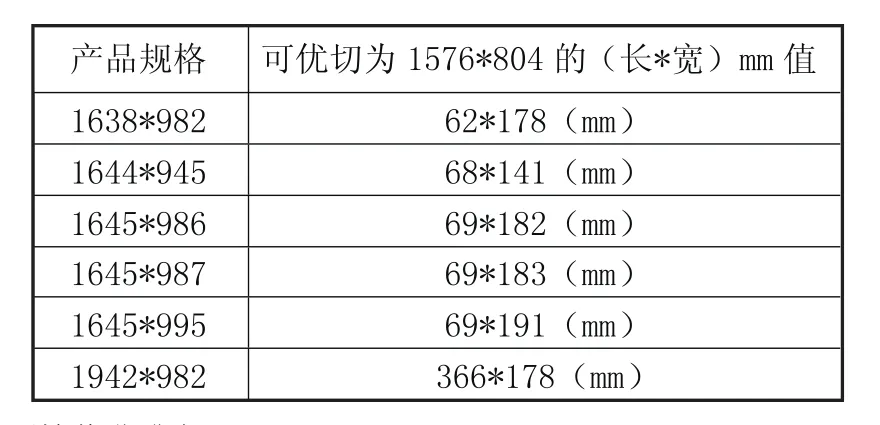
(4)常用规格可做优切品参考值。
2.3再检作业准备
(1)了解生产线生产的产品规格,再检场存放的待检品数量及规格。
(2)检验台一边放待选品,对面放带废品标示的集装架,旁边放两个集装架,集装架上放带草纸板及滑板的托盘,一个贴该规格的已检良品标签,一个贴该规格的已检优切品的标签,标签上写清规格、托号、日期。
2.4再检作业步骤
(1)再检人员双手抓牢玻璃板的短边,两人同时把玻璃板从钢架抬到检验台上,一定要轻拿轻放。
(3)根据实际需要,开启检验台透射光灯管,用透射光,按照由上到下,由左到右的顺序,将产品分区进行检查,检查产品是否有气泡、结石、等缺陷,所有项目检查完毕后,按企业标准或用户要求做出综合判定,可当良品的则放到已检良品集装架上,有缺陷的用记号笔标示出来,并用钢直尺测量缺陷距边部的距离。
(4)往集装架放良品、优切品时玻璃板与玻璃板底部相距1-2cm,然后轻推底部使之挨紧。
(5)不同规格的已检良品不能放在同一集装架上,不同规格的已检优切品宽度差<10CM的可以放在同一集装架上。
(6)已检良品、优切品够整托的要办理入库手续。
(7)再检场有待选品的情况下,检验台旁要有可供检验的待选品。
2.5再检情况
取待选品从5月12号开始,当时是先在生产线上安装一台打标机,打标机上有4个小气缸,一个记号笔与一个小气缸相连,它们整体可以左右移动调整,记号笔通过气缸又可以上下运动,通过电脑终端观察是否有待选品,如果有,就对其进行人工打标,对于缺陷在玻璃板边部可以优化切割为1576*804就在玻璃板边部画一条线(通过气缸带动记号笔上下运动实现)。
在10月中旬,生产线玻璃带黑结石数量激增,对于正常生产造成较大影响,若漏检将会流到用户,对于产品质量存在较大隐患;再一点最重要的是含黑结石玻璃被判废后,会进入碎玻璃,经回炉后既不熔化也不沉到炉底,继续在玻璃液中,这样会形成恶性循环,因此,针对这一情况,把待选品规格进行调整,调整为只含DC5(黑结石)的待选品,然后对其检验,把黑结石标示出来,然后继续正常待选品的切割及再检。
3 存在的问题
(1)随着待选品检出良品、优切品的检出率较低,待选品的设定对于正常良品的生产存在一定的影响,具体影响多少要通过实验及调查得出结论。
(2)因小规格产品用户较少,若有小规格用户订单,待选品将会得到充分的利用,对于提高综合良品率意义重大。
参考文献:
[1]程宇,程磊,黄卫华等.基于模糊控制的智能车调速系统的设计[J].武汉科技大学学报.自然科学版.2007,30(4):388-391.
[2]郭霞,李海涛,马新星.基于模糊免疫PID控制的力矩电机PWM调速系统[J].海军航空工程学院学报.2010,25(003):263-266.
[3]夏川,曹洋,薛定宇等.基于C8051单片机的足球机器人小车系统设计[J].控制工程,2003,10(5):453-455.
作者简介:徐杰(1978-),男,河南开封人,学士,助工,研究方向:机电一体化。
猜你喜欢
今日农业(2022年4期)2022-11-16 19:42:02
城市道桥与防洪(2022年4期)2022-07-01 06:04:12
中国石油石化(2021年9期)2021-03-30 12:32:15
铁道通信信号(2020年10期)2020-02-07 01:01:24
当代陕西(2019年8期)2019-05-09 02:22:48
动漫星空(兴趣百科)(2019年3期)2019-03-07 07:23:10
当代陕西(2018年9期)2018-08-29 01:20:56
厦门理工学院学报(2016年1期)2016-12-01 04:50:47
专用汽车(2016年4期)2016-03-01 04:13:43
创业家(2015年6期)2015-02-27 07:53:35
