
管道焊接中的手工TIG焊的单面焊双面成形技术分析
2014-04-29 16:58:30古卓杰
中国机械 2014年18期
古卓杰
摘要:如果采用手工電弧焊接的方式焊接压力管道,容易导致在焊道背面出现某些缺陷,同时也不能及时将压力管道当中的焊渣清理干净。如果在实际的焊接中采用手工TIG焊接,就能有效解决上述这些问题。本文主要对管道焊接中的手工TIG焊的单面焊双面成形技术进行了分析。
关键词:管道焊接;手工TIG焊;单面焊双面;成形技术
钨极氩弧焊就是TIG焊,它是管道焊接施工中一种最常见的焊接方式。TIG焊在焊接中间歇小,其最常见的焊接工艺是焊枪同向进行送丝。如果在仰焊或者平焊的实际操作中采用手工TIG焊,在焊道背面就很容易出现凹陷以及未焊透等一系列的缺陷,同时采用这种焊接方式焊工也应该要具备很高的焊接操作水平。在实际的管道焊接中如果出现工期时间短、工作任务量大以及质量要求高的情况,传统的焊接方式将不能有效满足实际的要求,所以就需要采用反向送丝的焊接方式。本文主要利用实际的例子来分析了管道焊接中手工TIG焊的单面焊双面成形技术。
1.焊接前的相关准备工作
某厂的高压溶出系统的管事预热器一共由5级组成。每级之间是由连通管进行相互的连接,各级都有六根串联的预热管,长度均为80米。硅酸铝碱溶液是从上面的第一级进入到预热器中,在经过预热之后从下面的第五级流出。管事预热器的结构主要分成外管以及内管。料浆主要是在内管中进行流动,工作时压力达到了6.5MPa,在内管和外管之间要通入预热用的蒸汽,外管在实际的工作中压力1.5MPa。
(1)焊接内容的简单介绍。为了能够让焊接工程的质量和工期满足实际的标准和要求,管长全部加起来的话一共有2.4千米,根据单根管长的一半将内管和外管套装在一起,预制成长度为40米的半成品,在施工现场进行组队,制成成品。采用这种方式进行施工的目的主要是为了能够节约很多的现场安装时间,但是这种方式就要求在预制时要具有很高的技术水平。
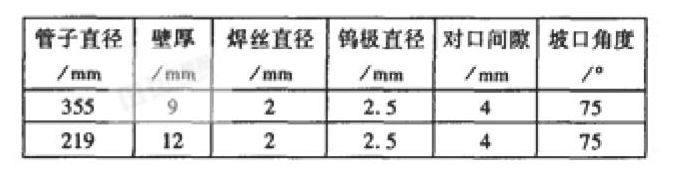
(2)管道的组对。采用间距为120°的三块筋板将管子连接,然后组队成型,再进行点固。对口间隙如下图所示。
(3)对焊工进行专门的培训。在培训焊工时最主要的培训内容就是对焊工进行反向送丝的训练。在反向送丝的时候焊工应该要用自己左手的小拇指、无名指和大拇指来夹拿焊丝,然后用大拇指向下进行滑动。在实际的培训中,克服以及适应送丝距离增加从而导致的失控情况是需要引起高度重视的。
2.单面焊双面成形技术的分析
(1)清理焊件。在焊接之前应该要将焊件坡口正面、反面5cm以内以及焊丝表面的铁锈以及油污等清理干净,同时还要利用磨光机对其打磨,达到银亮色为止,最后还要采用丙酮对其进行清洗。
(2)焊接引弧部位。在焊接方向前面1cm左右的位置就是引弧部位,在引弧时应该要采用擦弧法,在引弧之后电弧应该要一直保持在间隙中心,还要保证电弧的长度是控制在2-3mm,引弧完成之后先不用加焊丝,在等到根部的钝边熔化成熔池之后才可以添加焊丝进行焊接,为了能够保证后背成型效果不错,焊丝应该要送到坡口的根部,从而来有效避免在始焊处出现裂纹,在刚开始焊接的时候速度要稍微放慢一些,而且还要多填焊丝,这样才能加厚焊缝。
(3)焊接固定口。在对固定口进行焊接时,主要是利用手工氩弧焊一点进行定位,同时要让该处的间隙保持在2mm,管子应该要让其固定在水平位置,定位焊的长度要保持在10-15mm,要将焊点的接头端预先打破口。
(4)焊接的相关参数选择。当钨极和工件之间的距离为2mm的时候,焊接的相关参数应设置成这样:焊接的电流要保持在80-85A,电弧的电压要保持在10-11V,氩气流量要保持在9-10L/min,钨极的长度为6mm,喷嘴的直接为12mm,电源极性为正接。
(5)焊接过程。焊缝应该要分成左右两个半圈来进行,起弧应该要在仰焊位置,收弧则应该要在平焊位置,每个半圈都应该存在仰、平、立三个不同的位置。管子和钨极之间的轴线要成直角,焊丝顺着管子的切线方向应该和钨极成100-110°来引燃垫付,当填充金属和钝边全部熔化成型,形成比较清晰和明亮的熔池之后,就可以将焊枪稳定的向上移动,而且在这个过程中要连续进行送丝,焊枪则要在这个过程中进行幅度很小的月牙形横向摆动;在仰焊部位送丝的过程中,应该要注意将焊丝朝根部位置送,让管壁内部能有效成型,防止根部位置出现凹坑;在焊接到平焊处的实惠时候,焊枪要稍微往后倾,加快焊接的速度,防止熔池的温度较高从而出现下坠的情况,如果熔池比较大的话,可以采用电流的衰减功能让熔池的温度有效下降,防止在仰焊位置出现凹坑或者在其他位置上出现凸起。
(6)收弧和接头。如果在焊接的过程中出现中断或者需要进行焊丝的交换,就需要先把收弧处的焊缝打磨成斜坡口,然后大约在斜坡口后面1cm的地方再次引弧,当电弧移动到斜坡口内的时候就可以稍微添加一些焊丝,在焊接到斜坡端部出现熔池之后就需要及时送丝然后进行正常的焊接;当焊接到定位焊缝的斜坡处接头时,要暂时放慢送丝的速度,电弧稍微停留一会,当斜坡端部和熔池全部熔化之后才能再次送丝,而且在这个过程中焊枪应该要进行小幅度的摆动,让接头的部位可以得到完全熔化,这样才能形成质量很好的接头。在收弧的时候可以向熔池中送入适量的填充金属,让熔池饱满,而且还要将熔池慢慢过渡到坡口侧,将控制开关断开,电流逐渐下降,熔池的温度就会慢慢降低,熔池就会逐渐变小最后形成椭圆形,在熄灭电弧之后,对于收弧处的氩气保护则要适当的延长,从而来有效防止因为氧化出现的各种缺陷。
3.结束语
如果采用传统焊接工艺不能有效满足实际焊接要求时,就可以采用手工TIG焊,通过实践研究可以发现,采用手工TIG焊工艺的管口合格率非常高,能有效满足焊接的质量和工期等实际要求。
参考文献:
[1]刘值金.单面焊双面成形技术的应用[J].陕西建筑,2009,05:34-36.
[2]房淑荣,张占军,李军柱.浅谈手工MAG对接仰焊单面焊双面成形技术[J].现代焊接,2012,04:63-64.
[3]王空军,詹永林.浅析焊接中的单面焊双面成形[J].职业,2010,20:128-129.
[4]张宇.浅析焊条电弧焊单面焊双面成形技术的操作要领[J].科技风,2014,03:109.
[5]崔晓东,洪毅,解晓阳.管道焊接中手工TIG焊单面焊双面成形技术[J].电焊机,2004,01:60-61.
