
数控车床重力轴下落问题的解决方案
2014-04-29 23:10滕人涛
中国机械 2014年2期
滕人涛
【摘要】:
机床重力轴或者倾斜轴,在设备突然断电或者发生报警的时候,总会出现不同程度下落。为了减少下落程度,在这里对这个情况的发生做了一个分析,并且提出了若干解决方法。
【关键字】:
机床 重力轴 倾斜轴 下落 安全
数控车床重力轴,在发生伺服报警或者急停时,会出现突然下落的情况,这种情况发生时,会造成刀具损坏甚至威胁操作人员的人身安全,本论文从系统参数、硬件连接和PLC三个方面对这个问题提出解决方法,目的是为了避免重力轴下落情况的发生。
一.系统参数
FANUC 0i-TD系统,在伺服参数方面,为了解决重力轴下坠,提供了下列参数。
2204#7=1
0:急停时急停距离缩短功能类型2有效
1:急停时急停距离缩短功能类型2无效
2373 提升量
设定范围:-32769~32767
设定单位:um
2374 提升时间
设定范围:8~32769
设定单位:ms
2005#6=1
0:制动控制功能无效;1:制动控制功能有效
2083 制动控制计时器
设定范围:0~16000
设定单位:msec
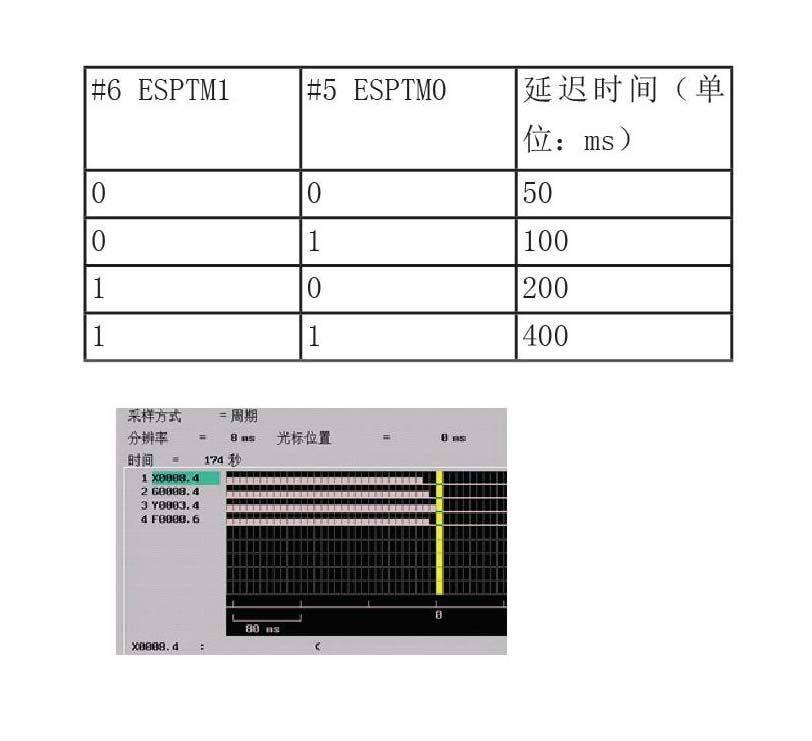
2210#6、#5
#6 ESPTM1 #5 ESPTM0 延迟时间(单位:ms)
0 0 50
0 1 100
1 0 200
1 1 400
参数2373和2374共同作用,实现重力轴在伺服报警或者急停的情况下,重力轴提升并使其停止。参数2373是提升量,这个参数的数值大小,取决于重力轴下坠的程度,下坠的距离越大,参数2373设置的数值就越大。参数2374是提升时间,FANUC系统要求,提升时间的大小为8ms的整数倍。此参数用来决定从急停时起计测的提升时间,它是在开始制动的情况下,减轻放大器的励磁切断时重力轴落下的冲击。机床实际动作时,因为是在提升过程中进行制动,所以,提升量和提升时间在数值上与实际情况有所不同。
当机床遇到伺服报警的时候,不管其余伺服轴是否正常,所有轴放大器的MCC均被断开;当按下机床的急停按键时,所有轴放大器的MCC均被断开。
发生上述情况的时候,为了防止重力轴下落,重力轴都配有机械制动装置。可是却会发生如下情况,伺服放大器MCC在机械制动装置动作之前就处于OFF状态,这就会导致重力轴下落,造成刀具损坏。
这个时候,我们可以通过设置参数2083,使放大器MCC在机械装置动作以后才处于OFF状态;通过设置参数2210#5和#6,使SVM中的*ESP信号在最大400ms以后才动作。使得机床整体动作达到图B所示的效果,从而避免机床重力轴下落情况的发生。
二.硬件连接
制动器控制线路部分,直接通过继电器控制,通过观察PLC信号时序,可以发现急停信号X8.4输入至PLC以后,经过8ms的时间,急停信号G8.4才会发生变化,在此同时,F0.6也发生变化,制动器控制信号Y3.4输出。从急停开关被按下到制动器控制信号Y3.4变化,会有16ms的延迟,这个期间已经下落一段距离。
这个情况下,如果我们在制动器控制回路直接增加一个急停开关信号,这样,在急停按键按下的同时,制动器马上动作,制动装置锁死,这样就可以避免重力轴下坠。
三.PLC处理
如果我们直接通过F0.6这个信号控制机床制动装置的话,这个过程其实存在延时,当我们按下机床急停按键,急停信号通过PLC传递给G8.4以后,经过一个时间,反应在F0.6状态的变化上,然后制动装置才会锁紧。
从动作分析中我们可以发现,急停开关按下到机械制动装置实际动作也有一个时间差,这个时间内,机床重力轴会下落或者提升一个距离。这个距离大概在-0.010~+0.010之间,并且,因为执行元件完成动作的时间,不能确保次次相同,所有下落的距离波动会比较大。如果不使用重力轴提升功能,重力轴只会下落,下落距离范围在-0.010~0.
如果我们在制动装置控制信号回路中增加急停信号G8.4或者是X8.4,这个时候,如果人为按下急停按键,制动控制装置立即动作,就可以最大限度的缩小下落距离。
四.总结
采用上述方法中的任意一种都可以降低重力轴的下落距离,如果采用两种或者两种以上,可以把下落距离降低到一个很低的程度,大约在正负0.002左右。并且,从成本方面考虑,对原有设备的调整,只需要将原有的急停继电器更换为4个开点4个闭点的规格就可以满足需要。
猜你喜欢
科学大众(2022年23期)2023-01-30
机电信息(2022年9期)2022-05-07
江苏安全生产(2021年9期)2021-11-27
电子制作(2021年3期)2021-06-16
中国特种设备安全(2019年3期)2019-04-22
水利技术监督(2017年3期)2017-06-09
电子制作(2016年1期)2016-11-07
小天使·一年级语数英综合(2016年9期)2016-05-14
汽车科技(2015年1期)2015-02-28
测绘科学与工程(2014年6期)2014-02-27
