
大尺寸数字化测量技术的研究和比较
2014-04-29 00:44黄茜李春雷王长亮
中国机械 2014年2期
黄茜 李春雷 王长亮
摘要:本文介绍了各种先进的数字化测量系统的测量原理、测量范围、精度及其应用,并对各种测量系统作出了对比。本研究为大尺寸测量选用数字化测量仪器提供了参考。
关键词:大尺寸 数字化 测量
1.前言
随着我国先进制造技术的发展,数字化测量技术已经广泛地应用在航天、航空、船舶制造等领域。尤其是大尺寸测量系统已经逐渐应用到大尺寸工件的加工和装配过程中。采用先进的数字化测量设备,通过计算机、传感器、数字控制等技术,完成对产品零部件的检测,将大幅度提高企业生产制造水平与效率。
2.数字化测量技术
目前,针对大尺寸空间三维测量先进的数字化检测手段有激光雷达、室内IGPS、激光跟踪仪测量系统、三维激光扫描仪测量系统、手持光笔三坐标测量系统等。这些测量设备因测量原理不同,测量手段和测量范围而不同。
2.1.激光雷达
激光雷达测量系统是一种球坐标系的测量系统。通过镜子指向测量目标来得出水平角和俯仰角,红外激光测出距离,将球坐标系转换成笛卡尔坐标(直角坐标系),转换出被测量点的X、Y、Z的坐标位置。采用类似与微波雷达测距原理方式进行距离测量,是一种非接触性的测距设备。它是由扫描头、扫描头支座、计算机、电源控制柜等组成。其最大的优点是能够对于一些特殊材料如:复合材料、塑料、纤维等、软性材料、或超大尺寸无法接触的工件进行测量。测量范围可达50m。
2.2.室内IGPS测量系统
IGPS同样是基于三角定位法的测量技术。它是由激光发射器、传感器以及传输系统组成。由激光发射器发射出两个呈扇形的激光面,这两个激光扇面与垂直平面的夹角为30°和-30°,扇面的覆盖范围也为±30°。当发射器的旋转激光头绕其轴线旋转,这两个光束在整个测量区域内扫描。接收器接收到来自至少两个发射器发出的角度信息即:一个仰角、一个方位角信息,利用时间差和三角形原理计算得出空间位置。
每个IGPS发射器的测量范围是40m,任意数量的IGPS发射器可以用来组建连续的IGPS测量空间,其精度在静态测量时可达到0.25mm,能够实现静态和动态测量,并且无需转站,具有360°的测量自由度。IGPS主要应用与大尺寸工件的装配和校准、部件检测和逆向工程,以及跟踪和机器人控制等。
2.3.激光跟踪仪测量系统
激光跟踪仪测量系统包括:跟踪部、激光跟踪仪控制机、计算机、靶标。跟踪头的激光束、旋转镜和旋转轴构成了激光跟踪仪的三个轴,三轴相交的中心是测量坐标系的原点。激光跟踪仪可以连续的瞄准、跟踪并确定由移动或稳定的发射目标返回激光束的位置。激光跟踪仪的测量范围可以达到直径≤60m,其精度为15μm+6μm/L。其主要应用于在线检测、大尺寸空间三维尺寸的静态和动态测量。
2.4.三维激光扫描测量系统
三维激光扫描测量系统本身主要包括激光测距系统和激光扫描系统,同时也集成CCD和仪器内部控制和校正系统等。在仪器内,通过两个同步反射镜快速而有序地旋转,将激光脉冲发射体发出的窄束激光脉冲依次扫过被测区域,测量激光脉冲从发出经过被测物表面再返回仪器所经过的时间(或者相位差)来计算距离,同时扫描控制模块控制和测量每个脉冲激光的角度,最后计算出激光点在被测物体上的三维坐标。其精度可以达到0.04mm,分辨率为0.05mm。主要用于复杂曲面、零部件、钣金件、复杂装配系统等相关的扫描检测及逆向工程需求。
2.5.光笔便携式三坐标测量系统
光笔便携式三坐标测量系统采用先进的照相测量技术与数字式图像处理技术。对于结构复杂的工件检测,光笔便携式三坐标系统可以避免测量时的“蛙跳”运行和辅助起重设备,同时,保证了被测工件在车间现场复杂的环境也可以准确无误测量。其单次采集测量范围在4m,测量范围可以利用摄影技术原理随意扩展,在7.8m3的测量范围,体积精度为85μm。通过设置在工件上的靶标点,在扩展后的测量范围内,测量系统实现自动对齐功能,精度并不受损失。
3.几种数字化测量技术的对比
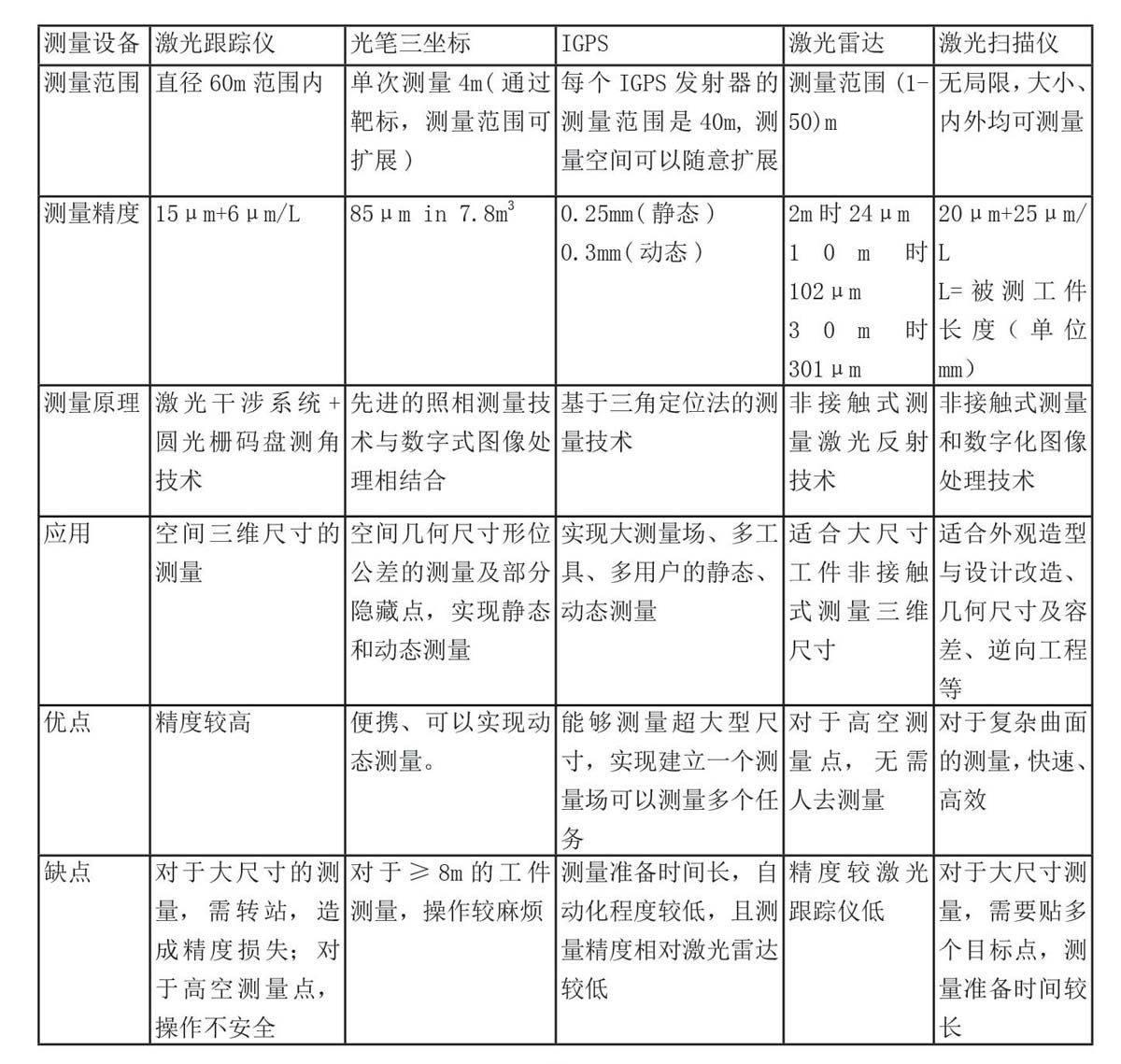
以上五种数字化测量系统可以实现对工件、部件、总成等实时或在线尺寸检测。其对比如下表:
测量设备 激光跟踪仪 光笔三坐标 IGPS 激光雷达 激光扫描仪
测量范围 直径60m范围内 单次测量4m
(通过靶标,测量范围可扩展) 每个IGPS发射器的测量范围是40m,测量空间可以随意扩展 测量范围(1-50)m 无局限,大小、内外均可测量
测量精度 15μm+6μm/L 85μm in 7.8m3 0.25mm(静态)
0.3mm(动态) 2m时24μm
10m时102μm
30m时301μm 20μm+25μm/L
L=被测工件长度(单位mm)
测量原理 激光干涉系统+圆光栅码盘测角技术 先进的照相测量技术与数字式图像处理相结合 基于三角定位法的测量技术 非接触式测量激光反射技术 非接触式测量和数字化图像处理技术
应用 空间三维尺寸的测量 空间几何尺寸形位公差的测量及部分隐藏点,实现静态和动态测量 实现大测量场、多工具、多用户的静态、动态测量 适合大尺寸工件非接触式测量三维尺寸 适合外观造型与设计改造、几何尺寸及容差、逆向工程等
优点
精度较高
便携、可以实现动态测量。
能够测量超大型尺寸,实现建立一个测量场可以测量多个任务
对于高空测量点,无需人去测量
对于复杂曲面的测量,快速、高效
缺点 对于大尺寸的测量,需转站,造成精度损失;对于高空测量点,操作不安全 对于≥8m的工件测量,操作较麻烦 测量准备时间长,自动化程度较低,且测量精度相对激光雷达较低 精度较激光跟踪仪低 对于大尺寸测量,需要贴多个目标点,测量准备时间较长
4.结束语
数字化测量系统正朝着便携、网络、精密、高效方向发展。数字化测量也从单一技术走向多传感技术的融合,进而构建一个多传感融合的数字化测量网络,为未来工厂的大尺寸测量提供了一种先进的数字化解决手段。
参考文献:
[1]郑联语等.大尺寸测量技术在航空制造业中的应用及关键技术.航空制造技术,2013.7
[2]林雪竹等.多传感融合的飞机数字化测量技术.航空制造技术,2013.7
作者简介:
黄茜 女(1983--)山西长治人 学历:本科,专业:机械设计制造及其自动化,研究方向:先进制造技术, 主要从事先进制造技术的推广工作。
猜你喜欢
交通建设与管理(2022年1期)2022-04-09
纺织科学研究(2021年6期)2021-07-15
英语文摘(2019年9期)2019-11-26
中学生数理化·八年级物理人教版(2019年9期)2019-11-25
福建基础教育研究(2019年1期)2019-09-10
福建基础教育研究(2019年1期)2019-05-28
中学生数理化·八年级物理人教版(2019年3期)2019-04-25
中学生数理化·八年级物理人教版(2018年3期)2018-05-31
数学小灵通(1-2年级)(2017年10期)2017-11-08
军事文摘·科学少年(2017年2期)2017-04-26
