
ARTIS在航空制造中的应用
2014-04-27 13:05:34贺毅
制造技术与机床 2014年4期
贺 毅
(中航工业成都飞机工业(集团)有限责任公司数控加工厂,四川 成都610092)
近年来随着先进制造技术在国内的不断推进,制造过程中的加工效率、加工质量的要求也随之提高。根据精益制造、六西格马等的质量体系的要求,对生产过程中的过程控制提出了更高的要求。由于工件加工的过程控制取决于机床的控制过程,因此众多机床厂都在进行机床状态监控这一领域的研究。对用户而言目前分两种监控,一种是对机床的各种信号和状态进行监控,但这套系统仅仅记录机床的状态而不会改变机床运行状态,如数控系统(如西门子)自带的报警日志,或机床厂自己开发的监控系统,或用户自行开发的第三方软件(如DNC 系统)。另一种则不仅对系统的状态进行监控记录,还可以“学习”、记录系统加工的状态,甚至可以根据系统的状态对机床进行一定的操作,这一类如ARTIS系统、OMA 系统等,这些监控都是未来数控机床智能化的一部分。目前国内的研究仍然多局限于第一种监控方案,625 所、成飞、西南交大等都有类似的研究;对于第二类系统,国内进行研究的较少,这主要是由于使用国外的数控系统开发需要付出高昂的代价,而且对相关人员的技术水平要求较高,研发人员不仅需要了解数控系统软件、数控机床硬件,还需对工件加工相关的工艺方案,工艺参数等都需要有很深的理解。
1 ARTIS 系统硬件简介
ARTIS 系统是德国ARTIS 公司根据加工中对系统加工过程的监控要求开发的一套监控系统。它最成功的应用领域是在汽车制造业,目前逐渐进入航空制造领域,但该公司也在不断根据航空制造的要求对ARTIS 系统进行不停的改进和升级。
ARTIS 系统根据数控系统中的总线信号或传感器的信号对数控系统进行检测和控制。目前它主要支持西门子、发那科、力士乐三个数控系统。由于该系统对西门子系统支持最强,故本文以ARTIS 在西门子系统中应用为例。ARTIS 系统可处理多种信号:DTA 数字扭矩适配器,主要采集数控系统内的信号,MU4 可采集功率的监测传感器系统,KU4 可采集结构传播噪声的监测传感器系统,CFM -4 可采集作用力的监测传感器系统,VG-4 用于振荡监测传感器系统等。以上检测信号可根据实际情况进行选择,在ARTIS 系统中最重要的硬件是ARTIS 的CTM 卡,所有传感器信号都要传入CTM 卡中进行处理后再反馈给机床,CTM 卡有内置和外置两种类型。图1 是一种典型的ARTIS系统,系统使用外接加速传感器。
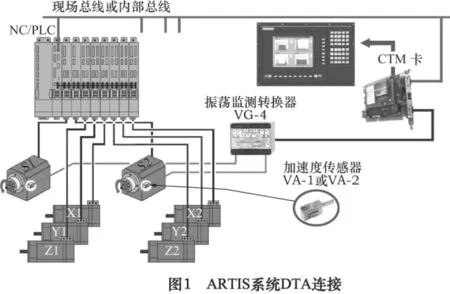
ARTIS 系统硬件上必须至少有一个CTM 卡,其他硬件可以根据情况选用。一个CTM 卡可以检测8 个轴,如果检测的轴超过8 个则可以连接另一张CTM 从卡进行扩展。ATRIS 系统有一个接口软件CTMVISU,通过该软件可以对ARTIS 系统进行各种设置,既包括对与系统的各种连接设置,也包括对工件加工进行监控的设置。ATRIS 系统使用系统中的PLC 信号对机床进行控制,可以产生各种提示或报警,通过系统总线可以自动控制机床加工参数,记录加工中各种状态等。机床厂一般会在机床交付前将ARTIS 各种设置调整完毕,但用户也可根据需要进行一些修改。
2 CTMVISU 界面及参数简介
ATRIS 系统包括多种监控方法供用户使用,其中标准的监控方法为ATRIS 系统自带,不需要另外购买,其他的监控方法如:SAS、dx/dt等为选件,需要另外购买,软件中有许多功能也是选件,而且有些功能必须有相应的硬件支持。操作ATRIS 系统既可以使用机床厂家定义的快捷按键,也可以使用机床厂家编辑的M 指令,甚至用户可以自行修改PLC 以通过某种条件控制ATRIS 系统。
ATRIS 系统监控内容最主要有三种,分别是过载监控、断裂监控和缺失监控。实际上系统经常需要几种监控信号综合判断机床加工的状态。在设置监控参数时要注意使用各种参数排除一些信号的干扰,如使用基准线(baseline)可以滤去空转对监控的影响,消除监测初期的干扰峰值可用Ts 参数,消除监测末期的干扰峰值可用持续时间(duration)参数等。
图2 界面(加工过程监控界面,以dx/dt 监控方法为例)中两个窗口分别为CFM4 功率监控信号窗口、VG4 振动监控信号窗口,各信号曲线的含义如表1所示。
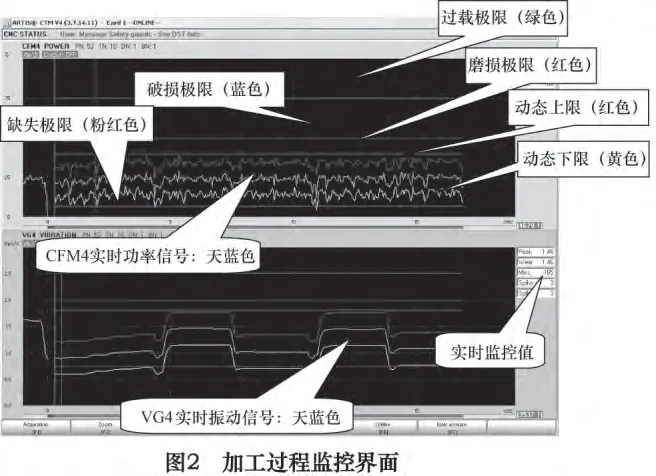
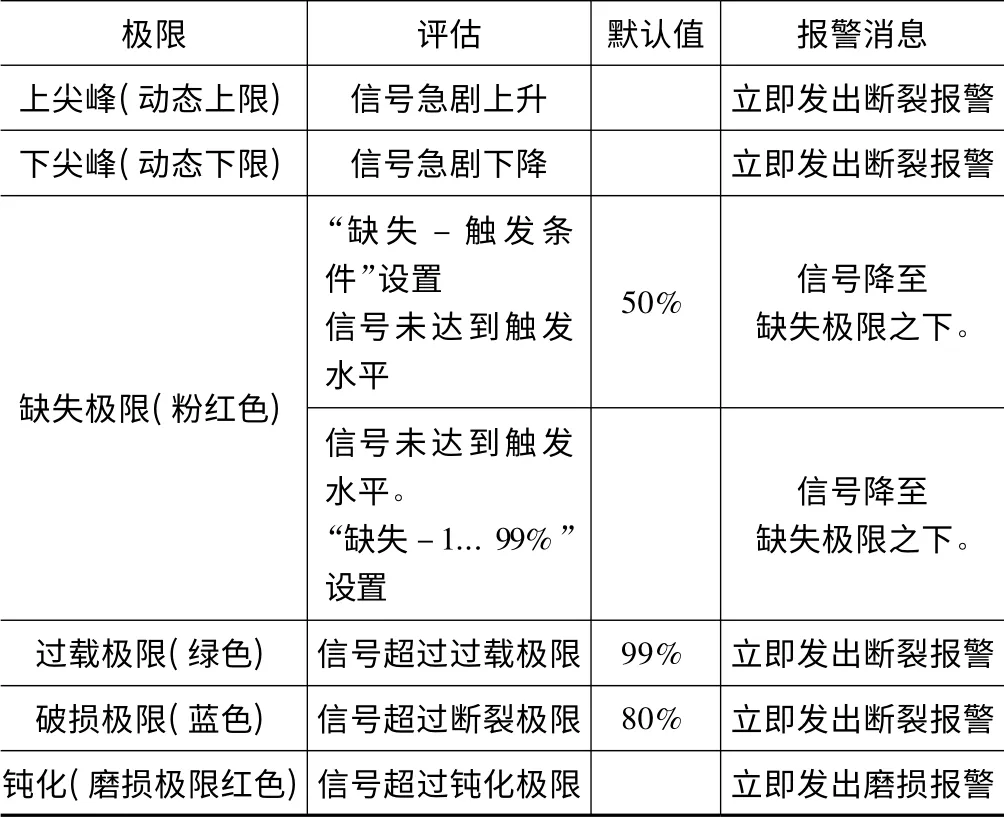
表1 监控信号含义
上面各监控信号的相关参数设置分别如图3~图5 所示,主要包括参数设置1、参数设置2、参数设置3。
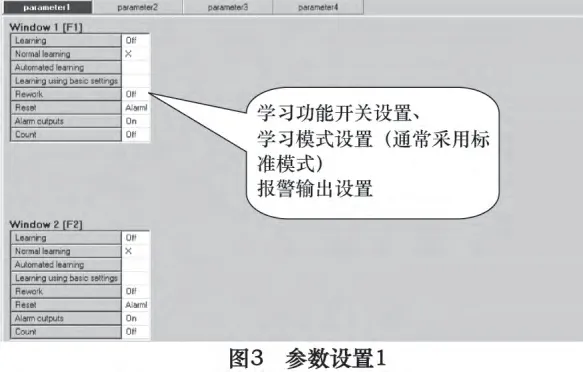
2.1 参数设置1
如图3 所示。此窗口主要是ARTIS 加工过程监控的基本设置,主要包括学习设置、学习模式、报警输出设置等。
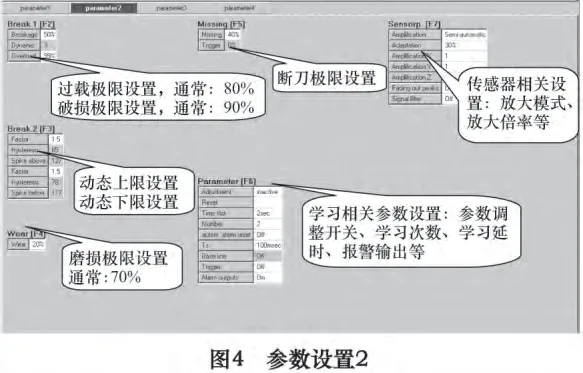
2.2 参数设置2
如图4 所示。参数设置2 窗口主要包括刀具破损、加工过载、刀具磨损、断刀监控相关参数极限值的设置,以及学习参数和传感器放大倍率等的相关设置。图4 中一些数据是现场的经验值。
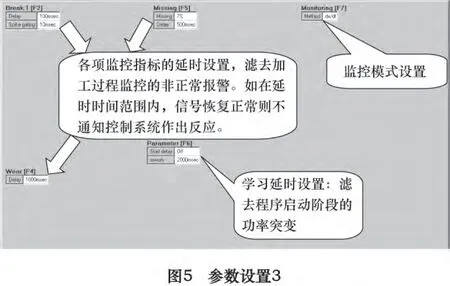
2.3 参数设置3
如图5 所示。参数设置3 窗口主要包括各监控信号的延时设置,将加工过程中的非正常报警信号过滤掉。
3 学习功能
ATRIS 系统不仅可以完全自定义各种参数值,也可以使用学习功能,系统可以通过学习功能自动记录正常加工的状态或者调整监控参数。学习最主要使用两种,一种是标准的监控,ARTIS 人员称为是状态监控,另一种是dx/dt 监控,被称为过程监控。虽然两种监控均可监控机床,但ARTIS 人员建议航空用户可以在加工批量工件时使用状态监控,状态监控后可形成历史记录,当以后再次加工该工件时可以将该历史记录和最新的加工状态进行对比,如果两者差异很大,可以将机床停止加工,再根据两者差异查找原因。过程监控可以用于实时监控机床当前加工状态,它的监控依据主要来源于机床进行“学习”后生成的曲线。
ATRIS 系统学习功能主要是通过一段正常的加工状态得出机床的各种监控参数。它可以通过手动或者自动的方式进行学习。学习时也可以自动产生各种极限范围,如断裂极限默认为峰值极限的2 倍,磨损极限默认为峰值极限的1.5 倍,这些设置也可以手动修改。为免学习过程中出现的峰值与正常加工不同,进给控制器在此过程中必须保持为100%。学习时机床加工过程至少需要运行三次。系统学习第一次加工时将自动确定放大倍数,学习第二次加工时将确定学习信号轨迹,第三次将开始会激活监控功能。
4 ARTIS 系统的应用
对于航空件而言,其工件结构复杂、类型多变、生产批量小、精度和表面质量要求高,还有材料也多样;汽车业的工件结构简单、类型少、批量大、各种要求都很低,因此在航空工业应用ARTIS 将会面临许多新问题。比如对于一个结构复杂的航空件,如果以一种监控参数监控整个工件可能导致ARTIS 监控的信号范围较大,会使监控的可靠性降低。航空工件类型多变,因此以一种参数对不同工件进行监控是不可靠的,需要根据加工方案来调整监控参数。
可以考虑使用特征的方案进行监控。首先将不同的加工方案进行学习,得到的不同学习结果记录机床中,以后每次加工该特征时系统就调用该类型的学习记录,通过对比来监控机床状态,不过这需要编程时首先对工件进行特征识别,再将相应指令加入程序中,由于这对工艺水平有较高的要求,但目前的自动识别特征的技术还不能保证识别完全正确,因此容易出现问题。为了降低要求可以简化分析工件加工特征,如将铣削分为3 大类:轴向加工、铣螺纹和常规铣削。每大类下分为若干小类,例如常规铣削可分为加工方式与加工部位。加工方式包括粗铣、半精铣、精铣。加工部位可简单分为筋高(筋、缘条顶面之类)、腹板、内外形(加工侧壁)。因此常规铣削共有九种方案。以上分类可加入前置指令当中,工艺编程的相关指令必须规范,便于后置处理时自动添加相关指令,避免工艺员手动添加。ARTIS 中并没有与特征对应的编号信号,因此可以将ARTIS 中流程编号系统改造成所需的特征编号系统。ARTIS 流程编号由下述几部分组成:工位名称、程序编号、T 编号、D 编号、机加工编号。它是后置处理的依据。后置处理程序根据工艺员在程序前置中提供的前置指令、加工刀具信息,自动生成相应的ARTIS 监控指令。程序编号可以用于代表铣削方式,T编号用于设置刀长,D 编号用于设置刀具工作长度,机加工编号可用于表达刀具的底角R,保留小数点后一位,最后一位即为小数点后的R 值。最后还要建立程序前置中刀具命名规则,程序前置中的刀具信息必须与实际一致,工作长度及底角R 信息必须正确。
ARTIS 不仅可以用于监控机床,也可以成为工艺员优化程序的一个有效工具。在以前的加工参数试切中,工艺员采用的是比较原始、模糊的判断方式,比如听声音、看加工表面等,难以做到数字量化,但是在结合了ARTIS 系统监控功能的机床,可以对加工参数进行比较客观和科学的判断和评价。例如,主轴厂商一般会给用户一张恒功率曲线图,通过该图可以清楚了解恒功率转速范围和其拐点,一般认为在该范围中主轴功率、振动等表现较好。但经过用ARTIS 系统采集各种试切时的状态,发现在有负载情况下的振动,不一定与空载时的规律相同,在负载加工时情况变得更加复杂,而空载时主轴特性规律仅仅只能作为参考,不同半径的刀具的空载曲线也不完全一样。在工件加工状态很好的情况下,适当提高转速,加工振动值会更小,且更有利于加工效率的提高。
对维修与调整而言,ARTIS 可以提供非常完整的性能退化状态记录。机床可以通过不同时间加工的标准件(如拉氏试件、S 试件)来确定机床性能退化的状态。在平时也能通过一些电流、功率等分析可以确定机床某些机械状态下降的确切时间,以便分析原因。
在应用ARTIS 时需注意两个方面:(1)通过学习获得合适的加工过程监控参数,这需要采集大量的基础数据(需针对不同特征、不同加工模式、不同刀具进行学习获得相应的监控参数);(2)如何规范现场操作人员对ARTIS 监控报警后的处理,也需要由专门的技术人员和操作者跟踪较长一段时间,以掌握其状态并规范对各种异常情况的处理。
尽管ATRIS 系统功能已经较多,但仍然可以进行进一步的扩展。例如可以考虑根据机床安装的加速度传感器的信号变化实现机床的防撞功能。操作者错误的操作有时会使机床受到不正常的碰撞或干涉。工艺的一些不合理也可能导致机床受到碰撞或干涉。通过加速度传感器信号的变化可以使机床在信号急剧变小时停止机床运动,虽然由于撞击时间的因素,该方案也许不能完全避免撞击的发生,但可以减小撞击或者机床干涉的后果。节能是目前加工中考虑的一个重要因素,显然通过ATRIS 系统的图形也可以对节能加工进行分析。
5 结语
ATRIS 系统功能不少,但有些功能用户没有用好,甚至有些功能并没有被关注。有些功能对用户的要求较高,用户必需做出很多技术上、管理上的突破才可能进行应用。如系统的自适应控制,该功能能有效地提升机床的加工效率,但对用户的要求较高,工艺员能给出合理的工艺参数以供系统自动进行调整,操作人员也能快速的判断一些机床加工状态,比如声音、振动、电流、温度等是否异常。目前一般认为自适应控制仅能适用于粗加工。ATRIS 系统也可用于机床加工中刀具出现异常时自动换刀。在加工时如果出现一些如磨损监控报警时可以使机床首先自动记录程序段号,调用子程序法向抬刀后再执行测刀长的操作,然后通过测得的刀长判断,如果刀具磨损,机床即自动更换备用刀具后回断点进行加工,上述操作要求最终用户具备比较强大的开发能力,能在机床厂商的基础上进行二次开发应用。
ATRIS 系统尽管功能强大,但它还是有一些可以改进之处。例如当出现一些异常报警后,不能人为地将监控进行暂停,监控会自动继续进行;对一些难以避免的操作(如单段执行程序,或者进给控制器电位由于某种原因必须在0%位),此时ARTIS 不能自动识别当前操作,系统认为状态出现突变、异常;一些老机床上ARTIS 运行时间过久后,系统资源占用过大引起PCU 运行速度下降等。
[1]成飞公司. ARTIS 应用总结[Z].
[2]ARTIS 公司. CTM 用户手册[Z].
[3]ARTIS 公司. CTM 安装手册[Z].
猜你喜欢
中国设备工程(2024年10期)2024-06-02 16:40:20
中国设备工程(2022年12期)2022-07-11 04:33:00
制造技术与机床(2019年11期)2019-12-04 05:50:14
制造技术与机床(2019年2期)2019-03-06 07:11:42
制造技术与机床(2017年7期)2018-01-19 02:29:55
制造技术与机床(2017年11期)2017-12-18 06:47:01
电脑知识与技术(2016年22期)2016-10-31 20:38:41
发明与创新(2016年5期)2016-08-21 13:42:48
江西通信科技(2015年3期)2015-12-05 05:52:05
制造技术与机床(2014年1期)2014-03-11 20:17:28
