真菌提取酶和细菌提取酶对漂白的不同响应
2014-04-26 04:47:38胡伟婷
造纸化学品 2014年2期
真菌提取酶和细菌提取酶对漂白的不同响应
北美的一些纸厂多年来从里氏木霉(一种真菌)中提取木聚糖酶并成功地将其应用到漂白工艺中;而南美一些纸厂尝试使用细菌提取酶进行酶法漂白,不仅大幅增加了运行费用,而且漂白条件无法维持;最近,后者的一家纸厂进行了一项更具商业化的真菌提取酶的短期中试,取得了技术上的成功……此文试图弄清楚为何南美纸厂使用细菌提取酶的效果不理想,而北美纸厂和一家南美纸厂使用真菌提取酶时取得了非常好的效果?!
酶对漂白效果的改善机理至今并没有得到透彻的理解。目前知道的是,从纤维上去除木聚糖和木聚糖混合物不仅会降低浆料的卡伯值,也会使纤维在随后的漂白阶段中易于受到脱木素段的影响。一般来说,木聚糖酶只有一个功能:去除纤维上的部分木聚糖并降低其他木聚糖的聚合度。在硫酸盐浆的生产过程中,残余的木素和木素衍生物一部分以共价键吸附在糖类的基团上,另一部分以沉淀木素的形式残留在纤维的表面上。己烯糖醛酸基团可能连接到木聚糖上并提高卡伯值的测量值(假木素)。
使用氧化性化学品的多段漂白过程一般用于提取残余木素和己烯糖醛酸基团。在氧化性化学品之前使用木聚糖内切酶有利于后续阶段残余木素的脱除,从而降低漂白过程中二氧化氯的需求量。不过木聚糖内切酶加快木素脱除的确切机理还不清楚。浆料中木聚糖的降解可能会充分打开纤维的结构,有利于漂白化学品与纤维的反应,从而更加容易去除相对分子质量大的木素。其次,半纤维素的活性可能去除浆料中的木素-碳水化学物复合体(LCCs)。最后,木聚糖酶的活性可轻松去除硫酸盐浆纤维表面的沉积木素并释放出圈闭在浆料中的木素。含有己烯糖醛酸基团的木聚糖可能被去除,从而降低测量卡伯值,也就降低了漂白中二氧化氯的消耗量。
酶应用的挑战在于,并不是所有的木聚糖酶都有相同的结构或取得相同的漂白效果。某些木聚糖酶可以降低纤维中木素的含量。其他木聚糖酶虽对卡伯值有微小或没有影响,却仍然可以在达到目标白度的前提下明显降低氧化剂的用量。在目前所使用的木聚糖酶中,真菌类木聚糖酶趋向于强化氧化性化学品的使用效果,而细菌类木聚糖酶趋向于大幅降低卡伯值。真菌类酶对碳水化合物表现出相同的强化水平,因此与细菌类酶相比攻击性较弱。实际上,目前发现仅有2个种族11种酶可以与底物相结合。这些都是从丝状体细菌链霉菌和褐色高温单孢菌得到的木聚糖酶。褐色高温单孢菌酶可以连接到纤维素和非溶解性木聚糖上,不过其活性仅仅只针对木聚糖。因此,当用量一定时,真菌类的酶相较细菌类酶可以更大程度地降低卡伯值并减少半纤维素的损失。
1 北美纸厂使用真菌类木聚糖酶漂白
最近,北美至少有12家纸厂正在使用真菌提取酶作为其漂白过程的一部分。这些纸厂的漂白过程大部分为常规浆料漂白。在使用或不使用氧法脱墨的阔叶木和针叶木硫酸盐浆的三段、四段或五段漂白工序中加入酶法漂白,不仅经济可行,而且操作方便。要想将酶法漂白作为一种可行的漂白工艺,纸厂必须先具备一定的条件。一般来说,采用酶法漂白的纸厂必须具备可以充分混合酶和浆料至少15 min的应用点,混合时的最佳pH为6.0~8.0。酶的最佳温度一定要与酶的类型相匹配,这点非常重要。图1为实验室中系统pH发生变化时对不同木聚糖酶的效果。
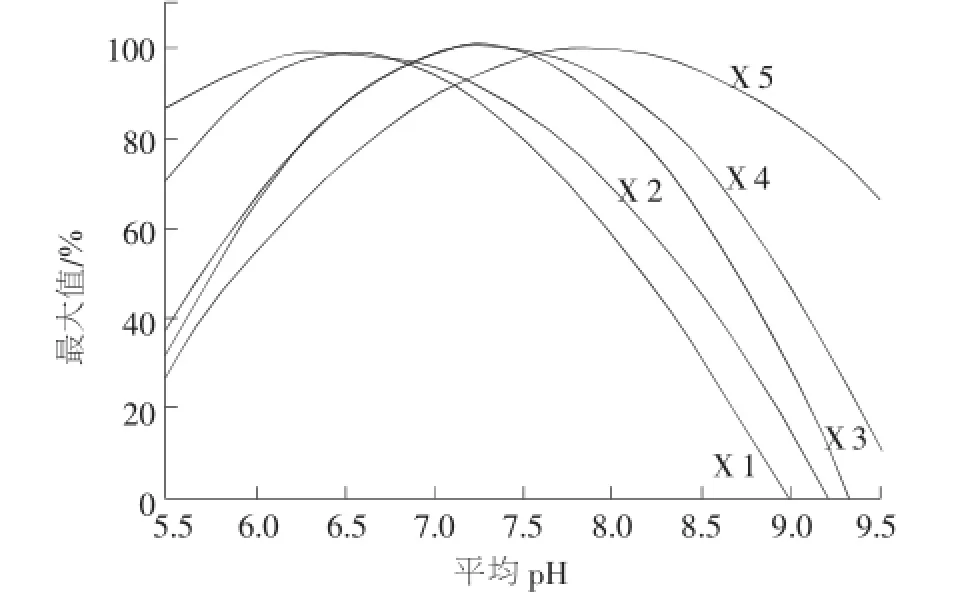
图1 最佳条件下pH对不同木聚糖酶的影响
根据酶的种类、应用温度和保留时间,可接受的pH范围在5.5~9.0。一般情况下,温度应该在40~80℃。最后是浆料对酶的敏感性,可通过测量实验室中用酶处理后浆料中的木糖的含量来表示。木聚糖酶成功应用的一般情况是,每克阔叶木纤维或针叶木纤维应当至少溶解出5.5 mg或3.5 mg的木糖。图2为3种不同的木聚糖酶处理纤维时木糖的溶出量与二氧化氯用量减少的关系。一般而言,每克阔叶木纤维应当至少溶解出5.5 mg的木糖,酶的应用才经济可行。实验室漂白通过达到较高的目标白度来测量二氧化氯用量的降低。当所有这些条件都可以满足时,纸厂就可以开展酶法漂白中试。

图2 3种不同的木聚糖酶处理纤维时木糖的溶出量对二氧化氯用量减少的关系
图3为最终浆料白度一样时,使用四段漂的北美阔叶木纸厂的漂白车间的平衡对总卡伯值的影响。
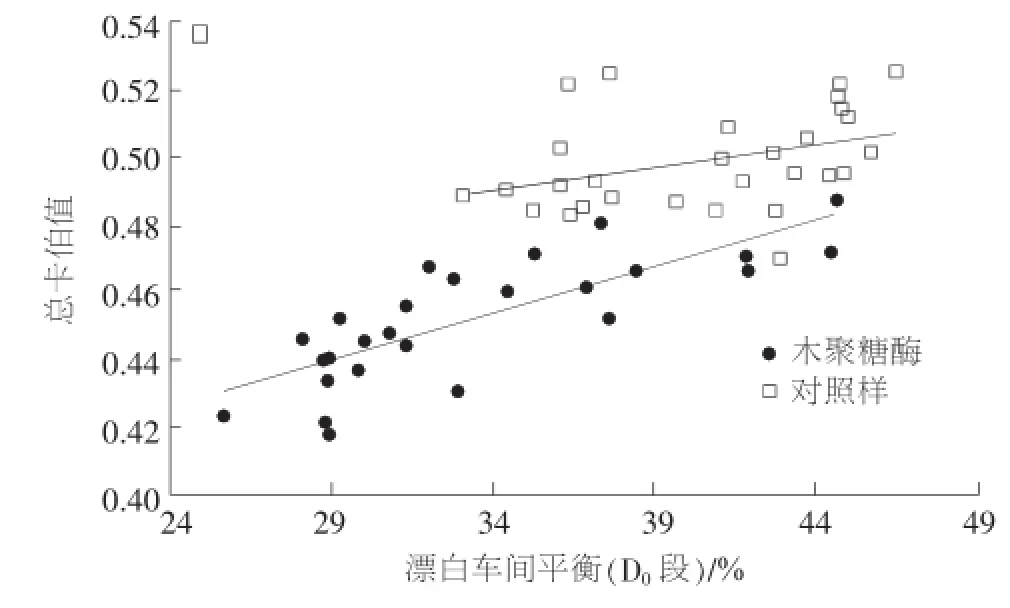
图3 目标白度一定时漂白车间的平衡对总卡伯值的影响
酶的用量逐渐提高时,由于二氧化氯在漂白第1阶段的百分比降低,总二氧化氯用量就会降低。一般来说,如果大量降低前一阶段化学品的用量,在D1段就可达到目标白度。对于木聚糖酶的应用取得优良效果的纸厂,可降低其二氧化氯总需求量的10%~24%。
图4所示为使用五段漂的北美针叶木纸厂的漂白车间漂白到一定白度时所需的活化氯的量。
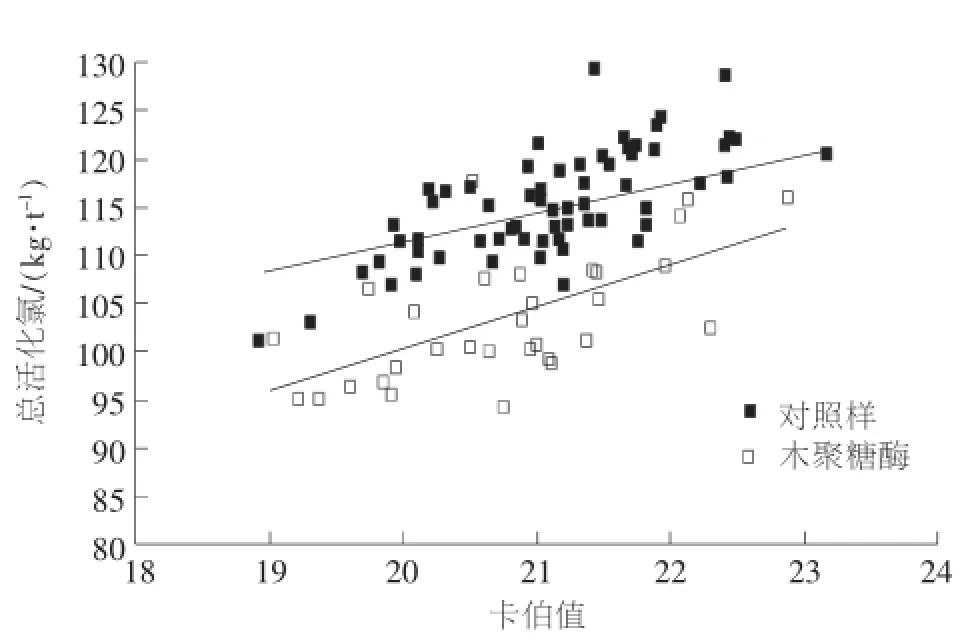
图4 北美针叶木纸厂的漂白车间漂白到一定白度时所需的活化氯的量
当酶使用在某一固定的漂白阶段时,总的活化氯的量明显下降。此外,酶处理前后,卡伯值没有发生明显变化。北美纸厂的漂白区间在使用酶之后其废水中的生物需氧量也没有变化。
2 南美纸厂使用细菌类木聚糖酶漂白
与北美纸厂不同,南美纸厂在其漂白车间里并不使用酶法漂白。目前已至少进行了5次酶法漂白的中试。其中4次(3次为桉树,1次为放射松)含有氧漂,且在酶处理之后的洗涤中对粗浆进行压榨。纸厂结构封闭性很强,酶处理阶段的滤液回流到粗浆洗涤过程中并最终通过氧漂阶段回收。每一次中试的初始结果都表明,酶的作用和预期的一样。其中,D1段的白度增加了。然而,继续运行小段时间后,氧脱木素阶段的效果开始向坏的方面发展,在酶处理阶段产生的总有机碳(TOD)和化学需氧量(COD)急剧上升。TOD和COD的增加以及氧漂阶段的恶化,使得在漂白的第1段就要添加更多的氧化剂(二氧化氯)。这样一来,在第1阶段增加的氧化剂的量就会大于因为使用酶处理而减少的氧化剂的量。
第5次中试(桉树)在一家废水循环相对而言更加开放的纸厂进行。酶处理作为漂白第1阶段,在高浓度的给料池中进行,且酶处理和第1段二氧化氯漂之间没有洗涤浆料。漂白第1阶段的废水直接排放到废水处理厂。酶处理完成后,结果表明酶处理阶段成功了。D1段白度增加,且在保持目标白度的前提下大大降低了二氧化氯的量。经过24 h的运行后,废水处理车间发现漂白车间的废水中含有过量的BOD和COD,中试不得不停下来。而一旦在漂白过程中不使用酶处理,废水中的BOD和COD的量就恢复到了正常水平。漂白车间废水中过高的TOC和COD可能是由酶处理过程中溶解的木聚糖导致的。
3 南美纸厂使用真菌类木聚糖酶漂白
经过在放射松纸厂使用细菌类木聚糖酶的中试失败后,接着使用在北美纸厂使用的木霉衍生的木聚糖酶进行第2次中试。在中试的开始阶段,D1段的白度明显提高,整个漂白阶段可以减少12%的二氧化氯的使用量。粗浆洗涤的废水中TOC的量略有增加,氧漂阶段也没有发现负面作用。这次中试时间很短,虽然技术上取得了成功,但没有重复试验。
这些中试(失败或技术上成功)都没有通过足够的试验来全面优化与酶应用有关的化学品用量。总的来说,5次试验中有1次成功降低了氧化剂的需求量,5次试验都明显增加了D1段漂白的白度。
4 讨论
最初,北美纸厂和南美纸厂的漂白过程使用酶漂白效果的不同令人十分疑惑。因为在北美地区和欧洲纸厂,酶法漂白在完全封闭的含有氧脱木素阶段的漂白中的应用取得了成功。北美纸厂中酶的应用效果也不错,并没有影响废水处理车间BOD的含量。在仔细比较北美纸厂酶应用的成功案例和南美纸厂案例,发现了二者的主要区别,即所用的木聚糖酶的类型不同。北美纸厂和欧洲纸厂的酶处理应用中使用的是纯度相当高的真菌类木聚糖酶;而每一个失败的南美纸厂中试都使用的是细菌类木聚糖酶。
使用桉树的纸厂还存在另外一个区别,即根据使用真菌酶的实验室测试,桉树纤维与南美的阔叶木比起来,对酶处理的活性更高。在真菌酶应用中,每吨桉树纤维需要使用60 mL的酶,并减少12%的二氧化氯的使用量。而每吨南美混合阔叶木纤维要使用150 mL酶才能减少同样量的二氧化氯。
木聚糖结构比较复杂,是存在于细胞壁中的长链且分支较多的聚合物。阔叶木的乙酰化木聚糖和针叶木的阿拉伯糖基木聚糖是木聚糖在木材中的2种主要存在形式。这2种木聚糖有结构简单的4-O-甲基-α-D-葡萄糖醛酸取代基,分别约为木糖残余物的10%和18%。酸性基团吸附在木糖残余物的C 2结构上,而O-乙酰基和o-L-阿拉伯糖-呋喃取代物会吸附在C 3上;木糖的残余物最多只有1个分支。乙酰基取代物会取代阔叶木木聚糖中约70%的木糖残余物,而阿拉伯糖基取代物取代针叶木木聚糖中约12%的木糖残余物。阔叶木和针叶木的木聚糖有1个含有鼠李糖、半乳糖和木糖残余物的还原性末端。某些木聚糖含有分支,这些分支由不同的阿拉伯糖基、半乳糖基、葡萄糖基和木糖残余物组成。
木聚糖可能是木质细胞次生壁中木素和其他碳水化合物的主要连接物,它是孤立的酚醛碳水化合物复合物中主要的碳水化合物,如通过阿拉伯糖和葡萄糖残余物以共价键的形式连接到酚醛残余物中。这些复合物中较高的酚醛含量表明碳水化合物连接到了木素的碎片上。然而,酚类取代物也可能通过交叉连接将木聚糖分子和木聚糖酶连接到其他多糖分子上。木聚糖和果胶质取代物之间的连接表明可能存在木聚糖-果胶质-蛋白质复合物。
商业上使用的细菌类木聚糖酶处理方式比真菌类酶的处理方式攻击性更强。细菌类木聚糖酶切断木聚糖主链上的木聚糖,大幅降低浆料的卡伯值,而商业细菌类木聚糖酶趋向于维持或轻微减少浆料的卡伯值。卡伯值的大量降低表明细菌类木聚糖酶切断了纤维上以LCCs形式存在的木素和木聚糖的连接。而真菌类木聚糖酶更有选择性地切断了纤维表面的木糖低聚物。其他导致卡伯值降低的机理可能是去除木素上以氢键连接的木聚糖或者木素溶解出木聚糖,这些都会使卡伯值轻微下降。有文献表明,经过酶处理后,每1 kg浆料会减少5~10 mol的己烯糖醛酸(约降低0.4~0.9卡伯值),浆料的总卡伯值会降低三分之一到二分之一。
细菌类酶对碳水化合物的吸附能力非常强,从而去除了木糖低聚物和LCCs。真菌类酶对碳水化合物的吸附能力并没有细菌类酶强,所以移除碳水化合物的能力也不如细菌类酶。图5为实验室内酶的用量变化时浆料中TOC的释放量。
图5表明,与真菌类木聚糖酶相比,细菌类酶的应用确实溶解出大量TOC。此外,一些学者最近的研究表明,真菌木聚糖酶的处理增加了模拟开放式污水系统中的TOC和COD。
根据细菌木聚糖酶处理后卡伯值的降低,LCC的大量降低可能是南美纸厂中开放污水系统中TOC和COD增加以及封闭系统中氧脱木素效率降低的主要原因。通过细菌类酶处理溶解出的木素所含有的酚基木素的量不足以与氧发生反应,因此在氧脱木素阶段不会发生反应。另外一个可能的机理是攻击性更强的真菌类木聚糖酶释放出更多的木聚糖,从而包围住氧漂阶段的纤维和木素,避免其与碳水化合物上的羟基和芳香环上的π键发生反应。这个反应类似于环糊精和染料的反应,从而使二者更为稳定而不与其他化学品反应。
实验室使用细菌类木聚糖酶处理桉树浆的研究表明,桉树纤维对酶处理非常敏感。图6为在桉树浆和混合南方阔叶木浆在完全相同的实验室条件下(pH=6.8,70℃,60 min)溶解出来的木糖含量。
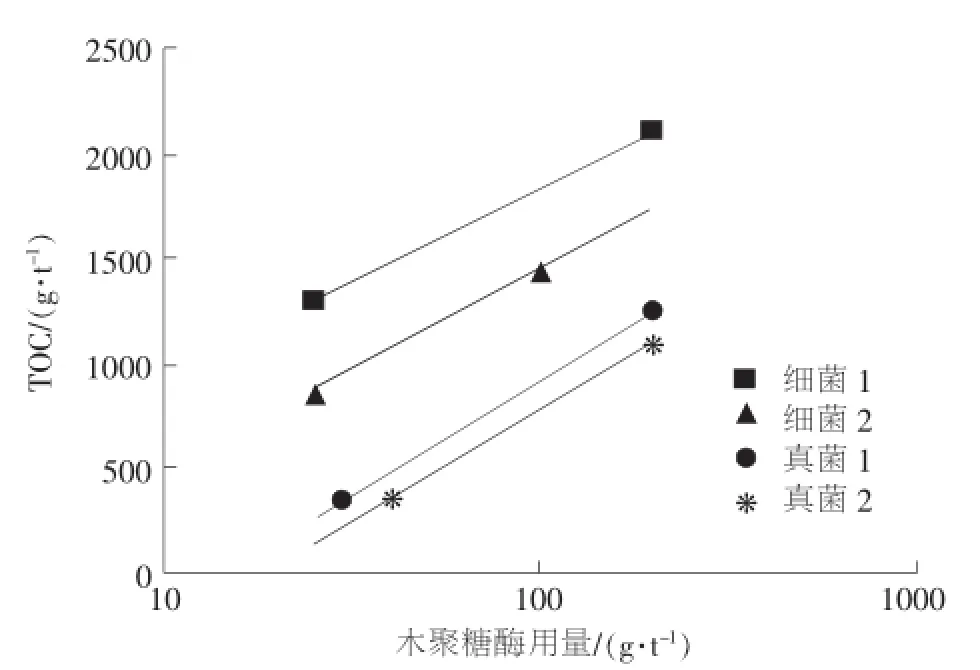
图5 不同用量的细菌类和真菌类木聚糖酶处理下TOC的释放量

图6 在相同反应条件下,桉树浆和混合南方阔叶木浆在不同木聚糖酶用量下木糖的溶解量
图6的数据表明,酶处理的条件相同时,桉树浆溶解出的糖类明显多于混合南方阔叶木浆溶解出的糖类。图6还表明,当对木糖选择性非常高的酶的含量相对较低时,就可以实现北美纸厂酶漂白费用的降低,且不会给南美纸厂氧漂阶段带来负面影响。真菌类木聚糖酶处理放射松的成功案例表明此技术非常成功。
在北美纸厂中,即使使用相当低量的酶,糖类的溶出量也不会有太大变化,就有可能控制TOC和BOD的总释放量并进入到氧漂阶段,这样就可充分认识到酶在漂白过程中的优势。未来,实验室的研究应当致力于选择更加合适的真菌木聚糖酶。
5 结论
迄今为止,北美纸厂已将上百万吨商业用酶成功应用在浆料处理上。酶的应用可以降低三段漂和四段漂车间以及纤维生产线的费用,不论这些漂白阶段是否含有氧漂阶段。南美纸厂使用氧漂段的纤维生产中至少已开展6次纸厂规模的中试。其中有4次使用的是桉木浆,2次使用的是放射松纤维并使用了氧漂。南美纸厂的4次中试都失败了,在这4次中试开始之后,TOC和COD进入到氧漂阶段,迅速降低了氧漂段的效率,导致浆料的卡伯值增加。而这些浆料从氧漂段进入到漂白车间后使得D0段的二氧化氯的需求量显著增加,从而抵消了酶的使用可能带来的二氧化氯用量的降低。在一家更为开放的纸厂系统中开展的中试表明,酶的应用明显增加了废水处理车间中的BOD和COD,导致中试提前停止。
使用真菌类酶的实验室研究表明,桉木纤维对木聚糖酶的应用非常敏感,使用少量的木聚糖酶就可以大量降低二氧化氯的使用量。这样就可以显著降低桉木浆厂的费用。不过,氧脱木素段COD的增加导致费用增加,抵消了前面费用的减少。
近期,南美纸厂的中试使用细菌类木聚糖酶取代真菌类木聚糖酶。实验室研究表明,细菌类酶与相同的真菌类酶相比,对糖类的攻击性更强。使用细菌类酶处理纤维时浆料的卡伯值显著降低,而使用真菌类酶处理纤维时卡伯值没有降低或只是轻微减少。细菌类酶可以切断木聚糖分子释放出大量的LCCs,导致酶处理阶段废水中的TOC含量大量增加。这表明这些LCC可以抵抗典型的氧漂条件下氧的攻击。如前所述,这个结果也可能是其他的机理导致的。释放出来的木素含有的酚基木素的量可能并不多,在氧漂段不足以发生反应。
(胡伟婷编译)
猜你喜欢
造纸信息(2022年8期)2022-11-19 06:37:23
云南化工(2021年5期)2021-12-21 07:41:12
当代水产(2019年10期)2019-12-18 05:29:34
造纸信息(2019年3期)2019-09-10 07:22:44
天津科技大学学报(2019年2期)2019-04-22 09:27:22
安徽化工(2016年1期)2016-03-25 05:48:49
合成化学(2015年10期)2016-01-17 08:56:23
化工进展(2015年6期)2015-11-13 00:26:29
生活用纸(2014年2期)2014-04-06 00:26:42
生活用纸(2014年18期)2014-04-05 17:13:19