
CA6140车床加工三线螺纹的研究
2014-04-21 06:49马贵彪国核宝钛锆业股份公司陕西宝鸡721013
机械工程师 2014年2期
马贵彪(国核宝钛锆业股份公司,陕西 宝鸡 721013)
0 引言
在实际生产过程中,不可避免的会遇到加工导程为非标的三线螺纹的情况,但是CA6140车床的螺纹表显示,我们所能加工的三线螺纹是非常有限的,为了加工某一种三线螺纹而加工一组挂轮来满足生产要求,不仅提高了加工成本,而且制造过程也比较麻烦。为了很好地解决常用三线螺纹加工时选配挂轮的问题,特针对该问题进行了研究,现将对挂轮选配的具体方法进行介绍。
1 挂轮选配方法介绍
当需要加工非标准螺纹时,用进给箱中的变速机构无法得到所要求的螺纹导程,这就需要重新计算传动比,通过挂轮箱来满足传动要求,选配出所需的参数值。本文主要介绍在加工常用非标导程的三线螺纹时对该原理的巧妙应用,现针对加工公制螺纹、英制螺纹、模数螺纹和径节螺纹的情况分别进行介绍。
1.1 公制螺纹(也称为米制螺纹)
公制螺纹是我国常用的螺纹,其标准螺距值在国家标准中已规定,且螺距值是按分段等差数列的规律排列的。CA6140的公制螺纹表见表1。
从表1中可以发现每一行都是等差数列,每一列都是公比为2的等比数列,由 L=kp(其中 L为导程,k为线数,p为螺距)可知,两线或四线螺纹的导程是螺距的偶数倍,因此只要螺距是表1中的标准数值,且导程在192 mm最大范围之内均可以找到相应的档位进行车削。但是对于三线螺纹,即使螺距为表1中的标准值,由于导程是螺距的奇数倍,因此除表1中极少数的档位能满足其加工要求外,其余的档位均不能使用,这就造成了资源的浪费。
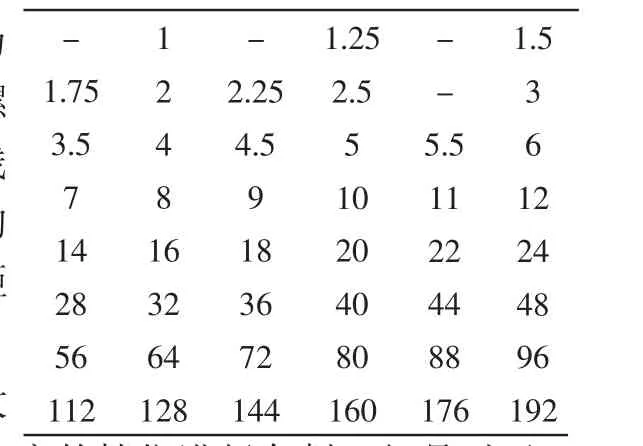
表1 CA6140车床公制螺纹表mm

图1 CA6140车床公制螺纹挂轮示意图
CA6140的挂轮有5种,Z1=63,Z2=64,Z3=75,Z4=97,Z5=100[1],其中 Z1和 Z2为双联齿轮,Z3和Z4为双联齿轮,Z5为中间的过渡轮,也称为介轮。当加工公制螺纹时,挂轮的选配方法为如图1所示。
加工公制螺纹时的运动平衡式如下:

进一步化简后为:

若加工三线螺纹,则L=3p。
由前所述,只有导程是表中数值的偶数倍时才可以方便地在表中找到进行车削,因此我们先选定L′=kp(k=2、4、8....),这里我们选定 L′=4p 进行研究,我们可以在挂轮处进行调整,使实际的导程L是L′的3/4倍,即L=3L/4,即可满足三线螺纹的导程值。这种情况下,只要p值在表中可以找到,且导程小于192 mm就可以很方便地在CA6140车床上进行加工。
将 L=3L′/4 带入式(1),则


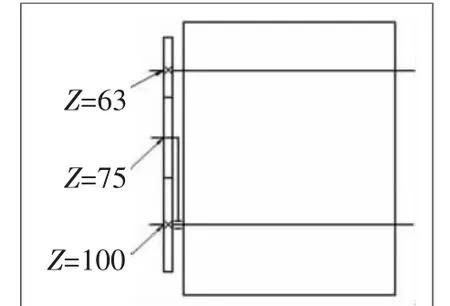
图2 CA6140公制三线螺纹挂轮示意图
由式(2)可知:在车床上选配齿数分别为 63、75和100的三个齿轮,即可用CA6140加工常用的公制三线螺纹。具体的配挂方法如图2所示。
1.2 英制螺纹
英制螺纹的螺距参数为为英寸长度上螺纹牙(扣)数,用a来表示。加工英制螺纹和加工公制螺纹公用同一套挂轮,如图1所示。按照加工公制螺纹的计算方法,选用导程为4p(螺纹牙数为a)的档位,然后在传动链中乘以系数3/4,就可得到3p的导程。现将的系数考虑到挂轮组中去,即挂轮组的传动应为:

由式(3)可知,加工英制螺纹和加工公制螺纹挂轮选配方法一样,即在车床上选配齿数分别为63、75和100的三个齿轮,就可以用CA6140加工常用的英制三线螺纹。具体的配挂方法如图2所示。
1.3 模数螺纹
模数螺纹的螺距参数为模数m,即p=πm。加工模数螺纹时的传动路线与公制螺纹的基本相同,但是挂轮组却换成了按照加工公制螺纹的计算方法,选用导程为4p的档位,然后在传动链中乘以系数3/4,就可以得到3p的导程,现将3/4的系数考虑到挂轮组中,即挂轮组的传动应为:

由式(4)可知,加工模数螺纹时,在车床上选配齿数分别为48、75和 97的三个齿轮,就可以用CA6140加工常用的模数三线螺纹。具体的配挂方法如图3所示。
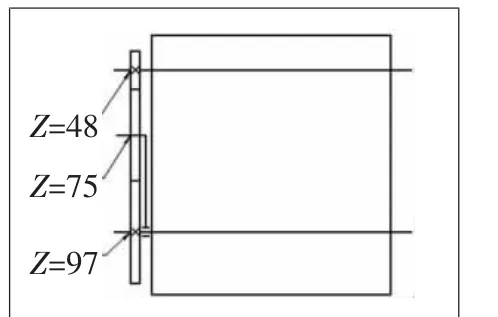
图3 CA6140公制三线螺纹挂轮示意图
1.4 径节螺纹
径节螺纹的螺距参数用径节DP表示,DP=z/D(z为齿轮齿数,D为分度圆直径,单位为in),即蜗轮或齿轮折算到每1in分度圆直径上的齿数。加工径节螺纹和加工模数螺纹时公用同一套挂轮,即:按照加工公制螺纹的计算方法,选用导程为4p的档位,然后在传动链中乘以系数3/4,就可得到3p的导程。现将的3/4系数考虑到挂轮组中去,即挂轮组的传动应为:
由上式可知,加工模数螺纹时,在车床上选配齿数分别为48、75和97的三个齿轮,就可以用CA6140加工常用的径节三线螺纹。具体的配挂方法如图3所示。
2 结语
利用上述介绍的方法,只要L′=4p的导程值在CA6140的螺纹加工表中存在,则将车床换到对应的档位上,再根据所加工的螺纹类型换上合适的挂轮即可。

图4 CA6140三线螺纹挂轮示意图
[参考文献]
[1]华楚生.机械制造技术基础[M].重庆:重庆大学出版社,2003.
猜你喜欢
舰船科学技术(2021年5期)2021-07-03
小学生学习指导(高年级)(2021年3期)2021-04-06
中国自行车(2018年9期)2018-10-13
现代制造技术与装备(2018年8期)2018-09-25
中国自行车(2018年7期)2018-08-14
中国自行车(2018年7期)2018-08-14
现代商贸工业(2017年22期)2017-09-13
现代商贸工业(2017年22期)2017-09-13
文理导航·教育研究与实践(2017年9期)2017-09-08
中国自行车(2017年1期)2017-04-16
