
浅谈槽锯偏心轴的加工工艺
2014-04-17 03:16谢太航
科技视界 2014年13期
谢太航
(广东省工业高级技工学校,广东 韶关 512023)
0 简介
我校接到韶关某企业槽锯的200套加工任务。根据产训结合的要求,由本人带领学生来完成槽锯偏心轴加工任务。在接到加工任务以后,我根据图纸所标的技术要求给学生作详细工艺分析、制定工艺过程卡及夹具设计。图1为槽锯偏心轴零件图。
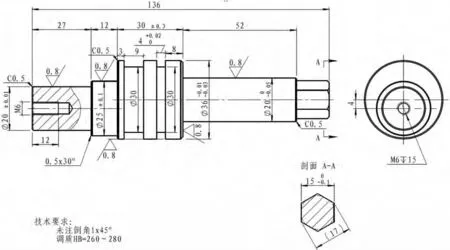
图1
1 零件图样分析
1)偏心轴 Ø20±0.01、Ø25±0.01 的轴心线相对于 Ø36-0.01-0.03、Ø200-0.05、Ø30的基准轴心线偏心距为4mm。
2)调质处理 HB=260~280。
3)材料为 40Cr
2 槽锯偏心轴机械加工工艺过程卡(表1)

表1 槽锯偏心轴机械加工工艺过程卡
3 工艺分析
1)毛坯材料为40Cr,锯下后要进行调质热处理,调质热处理的目的是为了改善材料的综合机械性能。
2)下料尺寸为Φ40mm×138mm,是为了保证调质变形后的加工余量。
3)为了保证圆柱度,在六边形端面处打中心孔,中心孔为A2。
4)为保证零件的尺寸精度与表面粗糙度等要求,可采用数控车床粗、精加工分开的原则。
5)为保证偏心距4mm,因偏心轴各部分尺寸不大,偏心加工可在车床上装一偏心夹具来完成加工。
6)采用偏心套夹具,即保证表面粗糙度(避免卡爪对工件表面的伤害,或免去铜片装夹),又保证偏心轴的加工精度。
4 夹具设计——偏心套
1)结构如图 2:
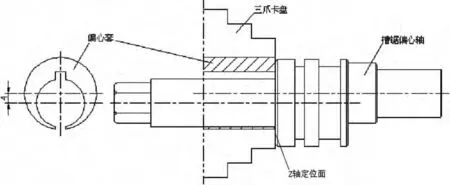
图2
2)设计要点:
保证外圆轴线与内孔轴线偏心距为4mm。
偏心套不设计Z轴方向定位环,可增加偏心套的弹性系数,偏心轴可以以Φ36的端面作为Z轴定位(如图 2)。
为增加偏心套的弹性系数,在偏心套加工一槽。
5 结束语
本文通过对槽锯偏心轴的加工工艺进行详细的分析说明,并重点介绍工艺分析、制定工艺过程卡及夹具设计,把看似非常复杂的工件,通过确定合理的加工工艺,使加工变得轻松简单,从而使学生明白,作为一名技术人员在合理安排加工工艺问题上及夹具设计制作上的重要性。
[1]陈宏钧,方向明,马素敏.典型零件机械加工生产实例[J].机械工业出版社,2004.
[2]张恩生.车工实用技术手册[M].江苏科技技术出版社,1999.
猜你喜欢
环境工程技术学报(2022年3期)2022-06-05
山东冶金(2019年3期)2019-07-10
快乐语文(2018年7期)2018-05-25
现代工业经济和信息化(2016年5期)2016-05-17
饲料工业(2016年1期)2016-03-22
油气田环境保护(2015年4期)2015-12-28
机械工程师(2015年10期)2015-02-02
印制电路信息(2014年11期)2014-03-11
振动、测试与诊断(2014年5期)2014-03-01
河南科技(2014年14期)2014-02-27
