硝酸尾气 NOx治理技术分析及展望
2014-04-12 12:05孟凡飞彭德强陈建兵王璐瑶
当代化工 2014年3期
孟凡飞,彭德强,陈建兵,王璐瑶,陈 新
(中国石油化工股份有限公司 抚顺石油化工研究院, 辽宁 抚顺 113001)
硝酸尾气 NOx治理技术分析及展望
孟凡飞,彭德强,陈建兵,王璐瑶,陈 新
(中国石油化工股份有限公司 抚顺石油化工研究院, 辽宁 抚顺 113001)
摘 要:概述了硝酸的生产过程和硝酸尾气的治理方法,对各种治理方法的原理进行了阐述,同时对其优缺点进行了分析和比较。通过对国内硝酸尾气的治理技术现状分析,指出针对我国老厂的NOx治理,化学吸收法具有一定优势,提出了一种尿素还原吸收-活性炭吸附联合脱硝工艺的初步技术路线。
关 键 词:脱硝;NOx;硝酸;尿素;吸附
硝酸是一种重要的化工原料,可用于生产化肥、制药、染料、合成纤维、无机盐等化工产品。工业生产硝酸一般以氨为原料,经氧化、吸收等工艺制得。在硝酸生产过程中会排出尾气,主要为 NO 和NO2,其中 NO2会形成棕黄色的烟雾,故硝酸尾气俗称“黄龙”。NOX为有害物质,会形成酸雨或光化学烟雾,既危害人体健康,又破坏生态环境。《硝酸工业污染物排放标准》(GB26131-2010)[1]要求现有企业自 2013 年 4 月 1 日起、新建企业自 2011 年 3 月 1日起,大气污染物中 NOX排放限值为 300 mg/m3,单位产品基准排气量为 3 400 m3/t,这就对硝酸企业的尾气排放提出了更高要求,必须采取有效方法处理。本文对硝酸尾气 NOX脱除技术进行了综述,针对我国老厂较多、技术落后的现状,提出了我国硝酸尾气治理技术的发展方向,希望对硝酸生产企业选择适合本企业的尾气治理方法有所帮助。
1 硝酸生产
工业上生产硝酸普遍采用氨催化氧化工艺,氨先经催化氧化反应生成NO,NO再跟空气中的氧气反应生成 NO2。NO2易溶于水,被水吸收而生成HNO3,同时放出 NO。其主要反应为:
硝酸生产按生产压力可分为常压法、全压法、综合法和双加压法。
a.常压法
氧化和吸收工艺均在常压下进行。常压法压力低,铂耗低,氨氧化率高,生产设备简单,但产品中 HNO3含量较低,尾气中 NOX含量较高。
b.全压法
氨氧化和酸吸收均在加压下进行。全压法因吸收压力高,故 NO2吸收率及产品 HNO3含量均较高,尾气中 NOX含量低。吸收塔容积小,能量回收率高。但氨氧化率稍低于常压法,且铂损耗较大。
c.综合法与双加压法
氧化和吸收工艺分别在不同压力下进行,现有两类流程:一为综合法,常压氧化-加压吸收过程;二为双加压法,中压氧化-高压吸收过程。其中双加压法采用较低吸收温度和较高吸收压力,成品酸中 HNO3含量一般可达 60%,并且具有氨耗低、铂耗低等优点,目前在硝酸生产中占主导地位,2010年所占比例上升至 53.6%,其产量达到 5 180 kt/a[2]。
由硝酸生产机理的反应式(3)可知,用水吸收NO2生产 HNO3的同时,会有 NO 生成,并且吸收反应不可能完全进行,因此总会有部分 NOX随尾气排放,这就需要对尾气进行处理。

以 CH4为还原剂时:
2 硝酸尾气的处理方法
目前国内外硝酸尾气治理方法主要有催化还原法、吸附法和吸收法。
2.1 催化还原法
催化还原法分为选择性催化还原法和非选择性催化还原法。
a.选择性催化还原法(SCR)
选择性催化还原法(以下简称 SCR)是以 NH3为还原剂,在催化剂的作用下,选择性地与硝酸尾气中 NOX发生还原反应生成氮气和水,在适当温度下,NH3基本上不与 O2发生反应。所用催化剂多为铂、钯、铑等贵金属和铁、铬、钒等过渡金属氧化物[3]。其主要反应为:

当反应温度较高时,由于尾气里有 3%左右的氧,因此还有下列副反应:
SCR 技术成熟,脱硝效率高,系统运行稳定、可靠,是火力发电厂烟气脱硝项目的首选工艺,也是目前国内外唯一能够使硝酸尾气中 NOX体积含量降至 200×10-6以下的方法[2]。该法的不足是要消耗原料氨,并且一旦氨发生逃逸,会造成二次污染。当尾气气量大、NOX浓度高时,能耗及氨耗较高。
b.非选择性催化还原法(NSCR)
非选择性催化还原法(以下简称 NSCR)是以H2、CH4或 CO 等为还原剂,在铂或钯[4]等催化剂作用下,使硝酸尾气中的 NOX被还原为氮气。其主要反应为:
以 H2为还原剂时:

由反应过程可以看出,NOX被还原的同时,还原剂也与尾气中的 O2发生燃烧反应。燃烧时放出大量的热,使得操作温度较高,这就对催化剂和设备提出了较高要求,并需要热量回收设备。
2.2 吸附法
吸附法可分为常规吸附法和变压吸附法两种。
a.常规吸附法
常规吸附法是利用多孔吸附剂吸附硝酸尾气中的 NOX以达到净化目的,常用吸附剂有活性炭、分子筛、硅胶等。常规吸附法具有设备简单、操作方便、净化率高、资源可回收利用等优点。但需要吸附剂量多,连续操作时需要两套以上吸附设备,并且存在吸附热影响等问题。
b.变压吸附法
利用吸附剂在一定压力下对不同气体具有选择吸附的特性实现混合气分离。NOX被吸附剂吸附,净化后的尾气放空。吸附剂再生将 NOX释放,返回吸收塔增产硝酸。
变压吸附受硝酸生产工艺影响较大,不同的硝酸生产尾气需要采用不同的变压吸附工艺,而且直接利用硝酸尾气压力对硝酸生产具有较大的影响,目前该技术仅停留于小试研究阶段。
2.3 吸收法
吸收法主要有延伸吸收法、碱吸收法、氧化吸收法和还原吸收法几种。
a.延伸吸收法
延伸吸收法是利用 NO2与 H2O 反应生成硝酸的原理,在原吸收塔后面增加一个吸收塔,增大尾气氧化空间,延长 NO2吸收时间,从而达到消除尾气中 NOX的目的。
但是仅采用延伸吸收法无法满足达标排放,必须同时强化吸收条件,如提高吸收压力、降低吸收温度、改进吸收设备等才能使脱除效果得到提高。目前延伸吸收法一般配合其它脱硝工艺对硝酸尾气进行治理。
b.碱吸收法
利用碱液与尾气中NOX发生反应而生成硝酸盐和亚硝酸盐。采用纯碱(Na2CO3)吸收硝酸尾气副产硝酸钠和亚硝酸钠的工业应用较多,原理如下:
总反应:

如有 N2O3存在,反应如下:

总反应:

从 NOX与碱的反应机理可知,NO 不与碱溶液反应,所以为了提高吸收效率,需要提高尾气的氧化度。当 NO∶NO2=1∶1 时,NOX在水中的溶解度最大[5],此时碱溶液对 NOX的吸收效果最好。
改进碱吸收就是采用高浓副线“配气”技术,提高尾气的氧化度,调整 NO 与 NO2的最佳摩尔比,从而提高碱溶液对 NOX的吸收效率。但由于工业生产中 NO 与 NO2摩尔比调整不容易掌握,而且碱吸收反应不完全,因此改进碱吸收的尾气排放 NOX浓度仍然较高。
c.氧化吸收法
NO 除生成络合物外,在水或碱液中都几乎不被吸收,可考虑先将 NO 氧化为 NO2,再进行碱液吸收。氧化吸收法就是用浓硫酸、H2O2、重铬酸钾、高锰酸钾等具有强氧化性的溶液将 NOX中的 NO 氧化为 NO2而被进一步吸收,原理如下:

此技术由于 H2O2、高锰酸钾等价格昂贵且需要加设回收设备等,使其难以在工业上广泛应用。
d.还原吸收法
目前还原吸收法的吸收剂主要采用尿素,NOX经处理后生成 CO2和 N2,可直接排放。尿素用于还原脱硝最早是由俄罗斯门捷列夫化学工艺学院等[6]单位联合开发的。其主要的反应为:

该法的优点是运行费用低,不产生二次污染。但目前国内外关于尿素脱硝技术的研究主要处在实验室阶段,主要进行反应动力学[7]及添加剂方面的研究。研究表明,碳酸氢铵[8]、二/三乙醇胺[9]、石灰[10]、和等均能一定程度的促进尿素还原吸收 NOX的效果。近年来,一些新型的吸收设备也应用于尿素脱硝研究,如杨晖等[13]采用定-转子超重力反应器作为新型吸收设备,对尿素溶液吸收NOX废气的工艺条件进行了试验研究,在尿素溶液质量分数 20%、吸收温度 60 ℃的条件下,NOX脱除率可达到 63%。
此方法的优点在于尿素价格低廉、便于运输、化学稳定性较好,且反应产物简单、无二次污染。但单独将尿素还原技术用于 NOX尾气净化较难达到很高的脱除率。
3 国内硝酸尾气治理技术现状
目前我国硝酸老厂较多,硝酸尾气治理工艺技术落后,设备陈旧。20 世纪 80 年代初,综合法和全压法生产硝酸普遍采用氨非选择性催化还原法,如大庆、川化等,现在已趋于淘汰。大多数氨非选择性催化还原法处理工艺中 NH3/NOX的比例大于1.2,其装置氨的排放体积浓度约为 800×10-6左右,造成一定程度的二次污染,而且治理后的硝酸尾气中 NOX体积浓度一般为 600×10-6左右,最好程度也仅为 400×10-6。故很多厂家或闲置不用或已拆除改用其它的治理方法[14]。常压法和低压法生产硝酸一般采用碱吸收法处理尾气,如开封化肥厂、鄂西化工厂、太原化肥厂等,其尾气 NOX浓度在 800×10-6左右,除双加压法生产工艺碱吸收法外,其它硝酸生产工艺碱吸收法治理的硝酸尾气中,NOX浓度最好水平也仅维持在 400×10-6左右[14]。
河北沧州大化集团公司[15]根据本厂全中压法生产硝酸的特点,采用延伸吸收法+非选择性催化还原法处理尾气,经处理后的尾气中 NOX体积浓度小于 400×10-6,排放量低于 22 kg/h,NOX的去除率高于 82%。当年项目投资为 300 万元, 处理尾气成本为 0.002 元/m3。该技术用 CH4代替部分 H2做还原剂对 NOX进行催化还原处理,降低了运行成本。
山东新宇化肥集团[16]采用变温吸附法净化硝酸尾气,可将硝酸尾气中NOX体积浓度降低至小于200 ×10-6。该装置 2002 年 3 月投用,于 2006 年停止运行,期间运行过程中发现,当尾气中 NOX浓度大于 3 000×10-6时,吸附时产生的吸附热较大,而吸附热过高用空气充压时有燃烧风险,吸附热过高还会影响硝酸装置正常运行,因此,该装置只能处理NOX体积分数 2 000×10-6以下的硝酸尾气。
柳州化学工业集团[17]有限公司于 2006 年投资3 000 万元,引进了壳牌公司的氨选择性催化还原技术,这也是国内硝酸企业首次采用该技术,全厂五套硝酸装置均采用氨选择性催化还原技术进行尾气处理,处理后的尾气中 NOX小于 350 mg/Nm3。
2012 年,云天化股份有限公司采用中科院大连化学物理研究所研制开发的 SCR 脱硝催化剂,用于该公司硝铵车间吸收塔 NOX尾气治理。尾气处理装置开车至今一直稳定运行。运行期间尾气反应器入口 NOX浓度在 1 800~3 600 mg/m3,出口 NOX浓度最低可降至 30 mg/m3,脱硝率最高可达到 98%。经过脱硝治理的尾气中氮氧化物浓度低于硝酸工业污染物排放标准。
由我国目前硝酸尾气治理现状可以看出,很多企业的尾气排放达不到标准。虽然有几家企业在改造和引用新技术后,取得了明显的效果,但是随着GB26131-2010 要求 NOX排放指标的进一步提高,国内硝酸企业面临的形势也更加严峻,很多企业需要更新或改进技术,以降低其尾气 NOX的排放。
4 新型组合脱硝工艺路线
目前国内外已研究开发了许多烟气脱硝工艺,各有特色。由于各种处理方法的工艺过程不同,其技术经济指标也大有不同。对于硝酸尾气的治理既要注重环境效益,还要考虑其操作难度与经济性。SCR 技术为目前硝酸尾气治理的首选技术,该技术脱除效果好,但投资较大、操作费用高,对于我国一些老厂区进行硝酸尾气治理并不经济。化学吸收法通常只作为硝酸尾气的初级治理,选用 Na2CO3作为吸收剂,虽能得到 NaNO2和 NaNO3产品,但需要加工装置,增加尾气处理的复杂程度,若不采取措施则产生二次污染,对某些企业也不适用。
尿素还原吸收法是利用尿素将 NOX还原为 N2,尾气能够直接排放并且没有固体废弃物,装置投资少、运行费用低、操作原理简单,加之尿素便于运输,且价格低廉,所以使用尿素进行脱硝处理越来越受到重视。
由前面研究结果和工业应用现状可以看出,单独的尿素还原吸收脱硝技术并不能满足硝酸尾气达标排放,故可以考虑配合其他脱硝工艺组合使用。其中,活性炭吸附法也不产生固废,且原理和操作简单,尤为合适。此外,尿素还原吸收的不足是仅适合做尾气粗处理,而从山东新宇化肥集团[16]的工业应用实例中可以看出,为避免吸附热过高,活性炭吸附脱硝应适用于低浓度 NOX的脱除。因此,对于硝酸尾气可以采取以下工艺:
含较高浓度NOX的硝酸尾气先经过尿素还原吸收装置进行粗脱除,吸收装置可以是常规吸收塔,也可以选用新型过程强化吸收设备,经尿素吸收装置处理后的 NOX尾气浓度降低,再进入活性炭吸附装置进行脱除,脱除净化后的尾气排放,而吸附 NOX的活性炭经脱附工艺进行解吸,解吸出的高浓度NOX可返回硝酸生产装置增产硝酸或再次返回尿素还原吸收装置进行处理,相关流程如图1所示。
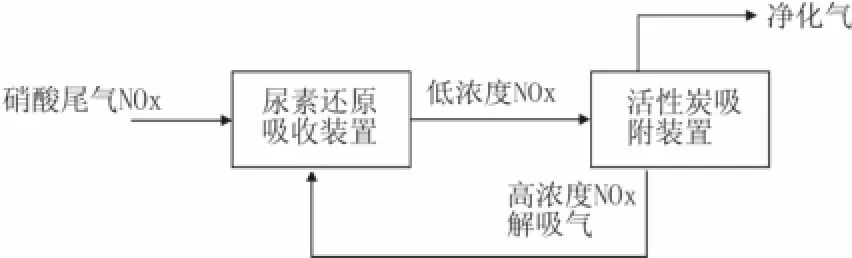
图 1 硝酸尾气 NOx净化初步路线Fig.1 The preliminary route for nitric acid tail gas NOXpurification
采用这种联合工艺,既克服了尿素还原吸收法对 NOX脱除精度不高的缺点,又避免了过高浓度NOX被活性炭吸附时产生大量的吸附热,从而实现硝酸尾气的达标排放。目前,中石化抚顺石油化工研究院正在积极开展此方面的研究工作,并有望能够开发出设备简单、运行费用低、无“三废”排放的绿色集约化硝酸尾气治理技术。
5 结束语
随着环保要求的日益严格,对硝酸尾气的治理也显得极为紧迫。硝酸尾气治理技术较多,主要有三类:一是通过添加还原剂,使 NOX转化为可排放的氮气,其典型代表是 SCR 技术;二是将尾气中NOX转化为 NO3-/NO2-加以回收,如吸收法;三是通过物理方式将 NOX吸附并解吸回收利用。SCR 技术虽然脱除效果较好,技术成熟,但运行费用较高;传统的吸收法副产物难处理,易产生二次污染;吸附法在国内外虽早有工业化报道,但近年进展不显著。硝酸尾气NOX浓度随生产工艺不同有较大差异,必须根据具体生产工艺采取适当的控制措施。所以,我国在大力发展 SCR 技术的同时,还应积极开发其它经济高效的组合工艺,以满足不同硝酸生产企业的要求。
而对各硝酸生产企业来说,根据企业自身情况,采用技术引进或自主开发方式对硝酸尾气进行治理,既是改善环境的客观要求,也是硝酸生产企业节能降耗,提高经济效益的重要保障。
参考文献:
[1]中和人民共和国环境保护部.硝酸工业污染物排放标准(GB2613 1-2010)[EB/OL].http://kjs.mep.gov.cn/hjbhbz/bzwb/shjbh/swrwpfbz/ 201101/W020120130363557132484.pdf.
[2]李海霞,庞毅.沧州大化硝酸尾气NOX治理研究[J]. 中国高新技术企业,2011(12):66-67.
[3]杨爱霞,王久昌. 硝酸尾气处理技术分析及应用[J]. 当代化工,2013,42(6):791-793.
[4]唐文蹇,王效英. 硝酸尾气处理方法[J]. 化工设计,2008,18(5):13-16.
[5]Zeng Xiang-gen. Optimization and adjustment to the mother solution ratio during the treatment of tail gas from nitric acid plant[J]. Chemical Engineering Design Communications,2004, (14):37-41.
[6]陈理. 国外烟气脱硫脱硝技术开发近况[J]. 化工环保,1997,17(3):145-150.
[7]徐晓燕,杨柳. 尿素在烟气脱硝工艺中的消耗速率方程研究[J]. 南京工程学院学报(自然科学版),2010,8(4):37-40.
[8]史占飞,熊源泉,谢红银,等.尿素、碳酸氢铵/添加剂同时脱硫脱硝试验研究[J].东南大学学报(自然科学版),2011,41(3):591-596.
[9]谢红银,熊源泉,张吉超,等.尿素溶液湿法烟气脱硝添加剂的影响特性研究[J].中国电机工程学报,2011,31(23):41-46.
[10]黄艺. 尿素湿法联合脱硫脱硝技术研究[D]. 杭州:浙江大学,2006.
[11]陈定盛,岑超平,唐志雄,方平.尿素-石灰湿法烟气脱硝的影响因素[J]. 动力工程,2009,29(6):580-584.
[12]方平,岑超平,唐志雄,等. 尿素/H2O2溶液同时脱硫脱硝机理研究[J]. 燃料化学学报,2012,40(1):111-118.
[13]杨晖,陈建铭,宋云华.超重力尿素湿法烟气脱硝技术的研究[J].北京化工大学学报(自然科学版) ,2012,39(1):12-16.
[14]童庆慧. 硝酸尾气治理技术进展[J].中氮肥,2009(3):43-44.
[15]汪家铭. 利用高效组合新工艺处理硝酸尾气[J].杭州化工,2008,38(4):38-39.
[16]刘峰,张剑锋. 变温吸附法净化硝酸尾气工业装置运行报告[J]. 氮肥技术,2009,30(1): 36-38.
[17]马朝梅,黄丽娟.低温吸收及催化还原处理硝酸尾气[J]. 氮肥技术,2007,28(5):35-38.
中图分类号:X 701
文献标识码:A
文章编号:1671-0460(2014)03-0360-05
收稿日期:2014-02-25
作者简介:孟凡飞(1985-),男,内蒙古通辽人,助理工程师,硕士,2012 年毕业于中国石油大学(北京)化学工艺专业,研究方向:从事化工工艺技术工作。E-mail:mengfanfei.fshy@sinopec.com,电话:024-56389791。
Analysis and Prospect of Nitric Acid Tail Gas Treatment Technologies
MENG Fan-fei,PENG De-qiang, CHEN Jian-bing, WANG Lu-yao, CHEN Xin
(Fushun Research Institute of Petroleum and Petrochemicals, Liaoning Fushun 113001,China)
Abstract:The production process of nitric acid and treatment methods for nitric acid tail gas were reviewed, the different principles of various treatment methods for nitric acid tail gas were analyzed, and their advantages and disadvantages were compared. By analyzing the domestic present situation, it was point out that chemical absorption method had very good prospect, especially for old factories. At last, a combined technical route for denitrification process was put forward.
Key words:Denitrification;NOx;Nitric acid;Urea;Adsorption
猜你喜欢
中学生数理化·高一版(2020年11期)2020-12-14
中学化学(2019年2期)2019-07-08
消费导刊(2018年10期)2018-08-20
成才之路(2016年8期)2016-04-20
中国资源综合利用(2016年6期)2016-01-22
浙江大学学报(工学版)(2015年1期)2015-03-01
应用化工(2014年9期)2014-08-10
自动化博览(2014年7期)2014-02-28
压缩机技术(2014年3期)2014-02-28
高中生·职教与就业(2013年3期)2013-05-30