
加工中心自动对刀仪应用技术
2014-04-09 13:13:56大连大森数控技术发展中心有限公司辽宁116023李洪波冯明霞
金属加工(冷加工) 2014年8期
大连大森数控技术发展中心有限公司(辽宁 116023) 李洪波 冯明霞
在现代加工制造中,高效率和高精度一直是机床用户和机床设计人员追求的目标。加工中心机床的出现,使得需要多种刀具、多种切削工艺的零件,可以在一台机床上一次性自动加工完成。但是,由于刀库中各个刀具的长度不同,需要测量其长度差,进行刀长补正。传统的手动测量方法费时费力,而且存在人为测量误差。自动对刀仪技术的应用,可实现刀具长度的精准测量和自动补偿。
1.自动对刀仪的工作原理
一般来说,自动对刀仪可用于刀具长度测量和刀具半径测量,本文以立式加工中心常用的刀具长度测量为例,说明对刀仪的自动测量技术。对刀仪测量刀具长度的原理是通过带有G31的Z轴下移指令,当刀尖接触到对刀仪的轻触开关,其信号立即通过SKIP接口输入数控系统,使得带有G31的Z轴下移指令终止执行,并跳跃到下一单节继续执行,同时,Z轴当前的机械坐标值通过系统变量读出,再通过宏程序中的计算,将刀具长度的差值,即刀补值写入到与刀号对应的补偿变量中。
三菱M70数控系统的跳跃信号接口电路,如图1所示。数控系统将2ms以上的输入信号识别为有效的SKIP信号。如果使用继电器等机械触点,可能会因振颤而导致误动作,所以需要使用晶体管等半导体触点,如图2所示。

图1 SKIP接口信号图
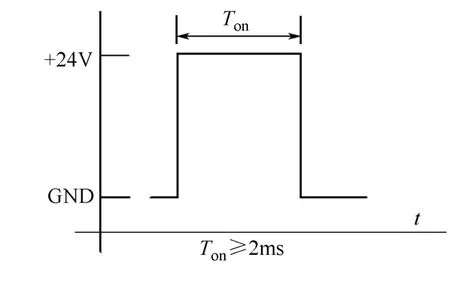
图2 SKIP信号时序图
2.自动测量用的宏程序
在对刀仪的使用中,需要实现两种测量,一种是测量工件与对刀仪之间的落差值,即工件上表面与对刀仪轻触开关之间的Z轴位移差,对于同一个工件,只需测量一次;另一种是测量各刀具的长度补偿值,每个刀具都要分别进行测量。两种测量都需要通过M代码调用相应的宏程序并执行。
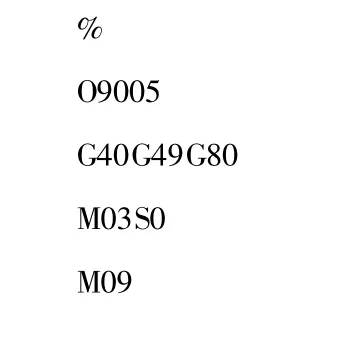
(1)测量工件与对刀仪之间的落差值:在MDI方式下,执行M35指令,测量过程自动完成。
M35指令调用宏程序 O9005,其宏编程指令如下:

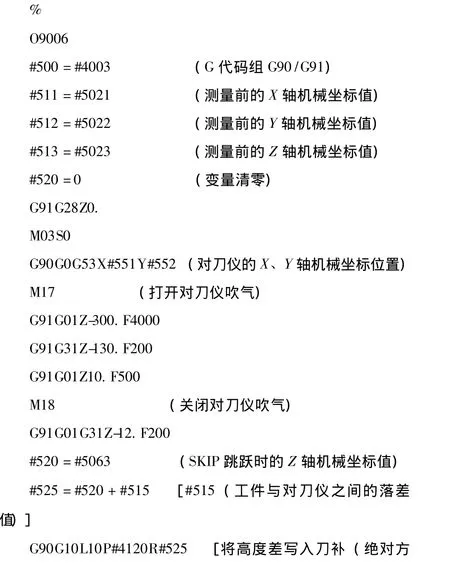
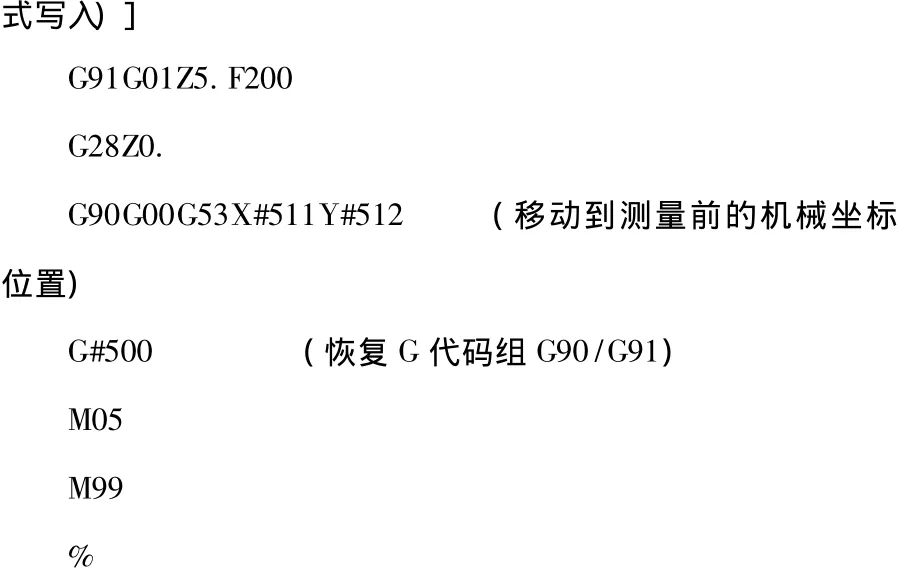
(2)测量各个刀具的长度补偿值:在MDI方式下,执行M36指令,测量过程自动完成。
M36指令调用宏程序 O9006,其宏编程指令如下:
3.测量准备和测量方法
(1)登录M代码调用的宏程序。将O9005和O9006宏程序输入到系统内存,并设置如下参数:

(2)把测量刀具能够接触到对刀仪轻触开关时的机械坐标值写入系统变量:

(3)测量工件与对刀仪之间的落差值:将主轴当前刀具 (或刀库中任意刀具)接触工件上表面,然后在MDI方式下执行M35指令,测量完毕后落差值自动写入系统变量。每次更换新的工件时,都要先用M35指令测量工件与对刀仪之间的落差值。
(4)在MDI方式下执行下述指令,完成各个刀具的长度测量并自动写入对应刀号的刀补参数。

(5)加工程序中调用刀补的指令格式:

4.自动对刀仪安全工作的保护措施
对刀仪属于精密测量仪器,其精度和安全性对于机床来说十分重要。因此,需要采取必要的安全保护措施。
(1)为防止异常情况下被刀具撞坏,对刀仪都带有过行程保护开关,该开关一般为常闭信号,接在数控系统I/O输入点上,当异常情况发生时,刀具接触到保护开关并使其信号断开,系统立即进入Z轴互锁保护状态并产生报警,从而避免撞坏对刀仪。
(2)与刀库换刀宏程序一样,对刀仪调用的宏程序也是禁止用户修改和删除的。为了保护此类机床制造商程序,可根据需要对下述参数进行设置。
9000~9999宏程序锁住参数:

(3)吹气,由于对刀仪一般安装在机床工作台上面,容易受到切削液或加工碎屑的影响,降低测量精度,因此,务必采用带有吹气装置的对刀仪(见宏程序中的M17/M18代码),使得在测量过程中,刀具接触对刀仪轻触开关之前,先将开关上面的液体或碎屑吹掉,从而保证测量精度。
猜你喜欢
科普童话·神秘大侦探(2023年1期)2023-05-30 12:48:10
智能制造(2021年4期)2021-11-04 08:54:44
制造技术与机床(2019年11期)2019-12-04 05:50:14
测控技术(2018年5期)2018-12-09 09:04:26
电子测试(2018年18期)2018-11-14 02:30:34
制造技术与机床(2017年7期)2018-01-19 02:29:55
发明与创新(2016年5期)2016-08-21 13:42:48
深圳职业技术学院学报(2015年5期)2015-11-30 06:22:22
焊接(2015年9期)2015-07-18 11:03:53
机械工程师(2015年10期)2015-02-02 01:14:01
