
步距规温度补偿量的分析与计算*
2014-03-22 12:00田俊成张保林
计量技术 2014年11期
唐 军 田俊成 弋 楠 王 丽 张保林
(1.陕西工业职业技术学院校办工厂,咸阳 712000;2.陕西工业职业技术学院,咸阳 712000)
0 引言
步距规主要用于检测数控机床、数显机床和测量仪器等设备的直线轴长度尺寸的定位精度和重复定位精度,也可作为其它长度尺寸计量检测中的一种标准器具。常用的步距规都是由陶瓷量块和钢质垫块拼接而成的长度实物标准量规,也有全陶瓷或全钢质材料的步距规。陶瓷与钢质的热膨胀系数不同,在20℃的标准温度下使用时,对测量误差的影响可忽略不计,因为步距规在制造、安装、检定时都在标准温度下进行。但在生产实践中许多机床生产厂家都没有标准的恒温车间,尤其一些中小企业,都在自然温度下进行检测,如冬天可能在5℃上下,夏天在35℃左右。其常温下的温差,相对于标准温度20℃的偏差可达Δt=±15℃(以下简称常温差)。即使经足够的时间等温,产生的误差也是不能忽略的。笔者结合生产实践中发现与存在的问题,分析计算出步距规在不同温度下的补偿量,以供相关人员应用与参考。
1 步距规的结构与材料
1.1 步距规的结构
步距规的结构是由若干个10mm的量块与10mm垫块拼接而成。按一定的间距排列装夹在基座上,组成具有系列尺寸的长度量规。常用步距规的节距为p1=20mm、p2=30mm,结构如图1所示。
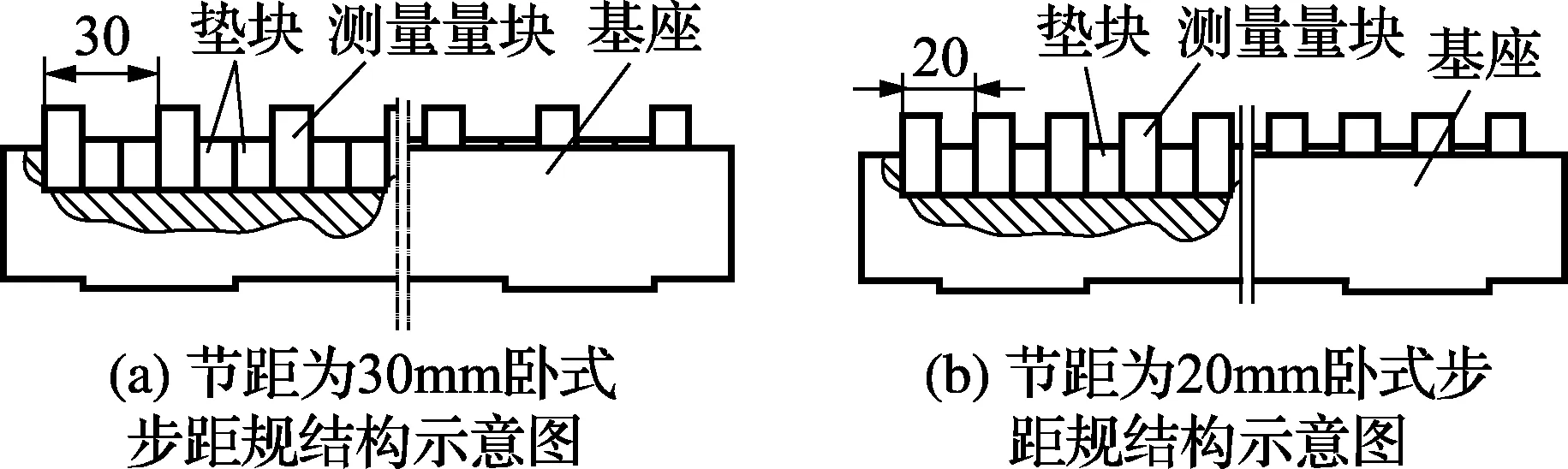
图1 步距规结构示意图
1.2 步距规的材料
步距规按材料分为3种
1)测量量块采用陶瓷,垫块采用钢质的“半陶瓷步距规”;
2)测量量块和垫块都用陶瓷的“全陶瓷步距规”;
3)采用全钢质的“钢质步距规”。
市场上最常用是前2种。
2 步距规的精度等级
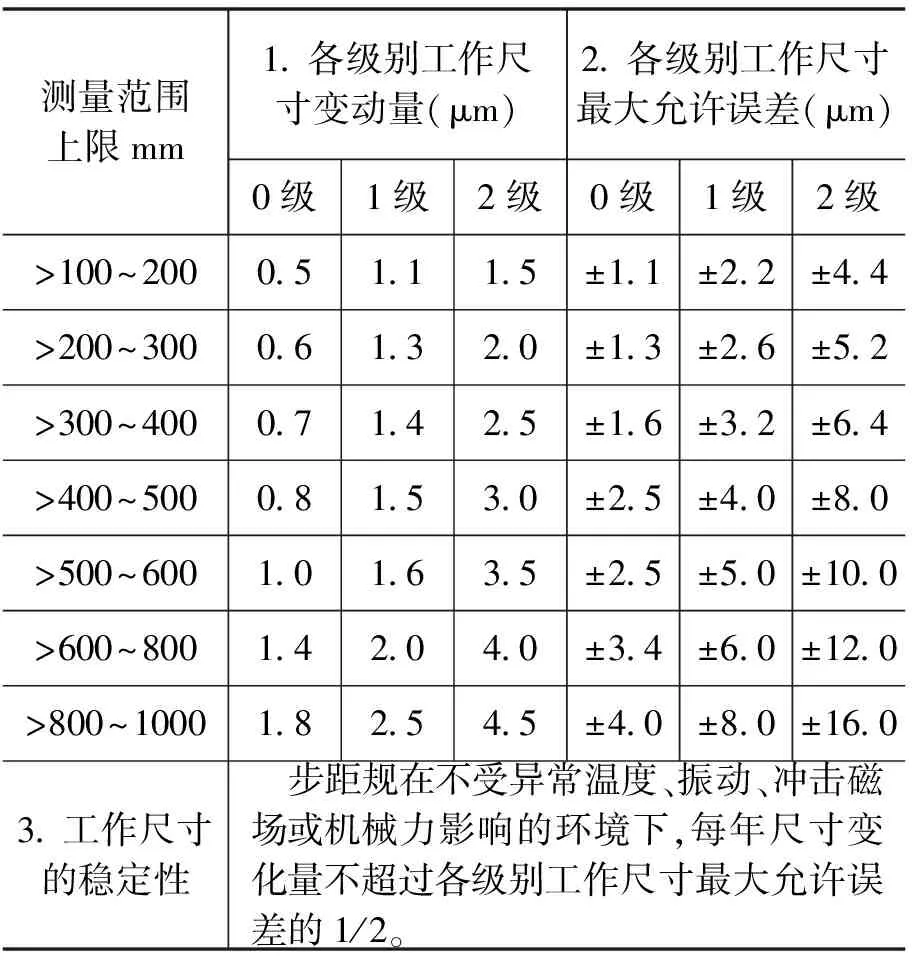
步距规的精度等级由国家机械行业标准《步距规,JB/T 10977—2010》分为:0级、1级、2级,主要技术参数见表1[1]。

表1 步距规的精度等级
续表
3 陶瓷与钢质热膨胀系数的误差分析与计算
陶瓷与钢质材料的热膨胀系数不同,钢质材料的热膨胀系数为ag=11.5×10-6/℃,陶瓷材料的热膨胀系数为at=9.5×10-6/℃。无论哪种材料制成的步距规,在20℃的标准温度下使用时,热膨胀系数产生的误差都可忽略不计,但在常温下使用陶瓷步距规或半陶瓷步距规时,因与被检的机床材质不同,其差值极大的影响数控机床的检测精度,使用中会产生很大的误差。
3.1 陶瓷材料对钢质材料热膨胀系数的差值Δa c
Δac=ag-at=11.5×10-6/℃-9.5×10-6/℃
=2×10-6/℃
(1)
式(1)的计算是指它们为1m的长度尺寸,在温度变化Δt=1℃时,陶瓷对钢质热膨胀系数的理论差值。
将其换算为长度值Δl为
Δl=l·Δac·Δt
=1000×2×10-6/℃
=2μm
(2)
式中,l为被测量的长度(mm);Δt为温度变化量℃。
当常温差为Δt=±15℃时,长度差值Δl1为
Δl1=-(Δl·Δt)
=-[2×(±15)]
=∓30μm
(3)
由式(3)计算可知长度为1m,温差为±15℃时陶瓷相对钢质的长度差为∓30μm。
3.2 全陶瓷步距规热膨胀量误差的分析与计算
目前各厂家常用的全陶瓷步距规以长度l=600mm的为多,该长度尺寸的步距规在温差为Δt=1℃时的长度差值Δl2为
Δl2=l·Δac·Δt
=600×2×10-6/℃
=1.2μm
(4)
当常温差为Δt=±15℃时的长度差值Δl3为
Δl3=-(Δl2·Δt)
=-[1.2×(±15)]
=∓18μm
(5)
由式(5)计算可知l=600mm的步距规因陶瓷与钢质,在常温差为±15℃时的热膨胀系数所引起的误差,竟达∓18μm,远远超出表1中,国标所规定的数值。
3.3 半陶瓷步距规热膨胀量误差的分析与计算
3.3.1节距为20mm半陶瓷步距规热膨胀量分析计算
以常用的节距为p1=20mm,长度为l=600mm的半陶瓷步距规为例,其结构为1个10mm陶瓷量块,加1个10mm的钢质垫块(见图2所示),陶瓷所占长度比例为K1=1/2。该步距规在温差为Δt=1℃时的长度差值Δl4为
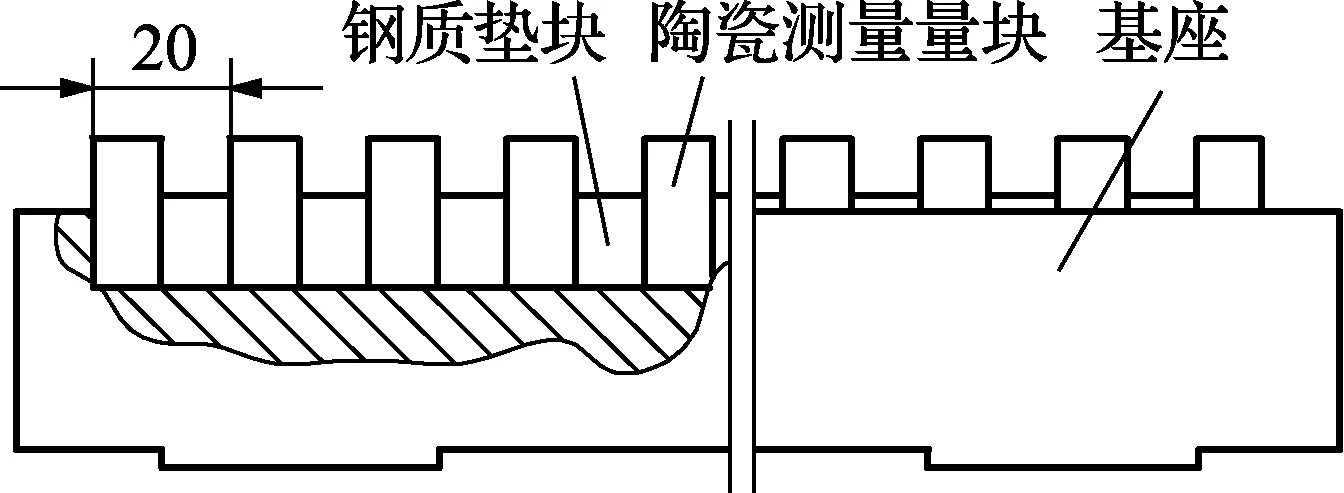
图2 节距为20mm的半陶瓷卧式步距规结构示意图
Δl4=l·k1·Δac·Δt
(6)
=600×1/2×2×10-6/℃
=0.6μm
当常温差为±15℃时长度差值Δl5为
Δl5=-(Δl4·Δt)
=-[0.6×(±15)]
=∓9μm
(7)
3.3.2节距为30mm半陶瓷步距规热膨胀量的分析计算
以节距为p2=30mm,长度为l=600mm的半陶瓷步距规为例,其结构为1个10mm陶瓷测量量块,加2个10mm的钢质垫块(见图3所示),陶瓷所占长度比例为K2=1/3。该步距规的误差大小,与陶瓷量块和钢质垫块的个数与比例有关。
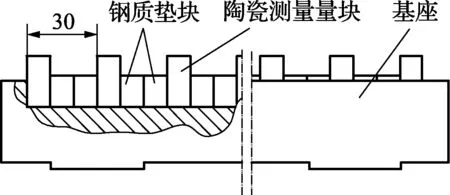
图3 节距为30mm的半陶瓷卧式步距规结构示意图
该步距规在温差为Δt=1℃时的长度差值Δl6为
Δl6=l·k2·Δac·Δt
=600×1/3×2×10-6/℃
(8)
=0.4μm
当常温差为±15℃时长度差值Δl7为
Δl7=-(Δl6·Δt)
=-[0.4×(±15)]
=∓6μm
(9)
4 步距规温度补偿量的偏差值计算表
通过以上的分析与计算可知,全陶瓷步距规、半陶瓷步距规在常温下使用,都会产生很大的测量误差,因此要尽量在20℃标准温度条件下使用,如果达不到条件就应进行温度补偿。
4.1 全陶瓷步距规热膨胀补偿量的偏差值
依据公式(3)Δl1=-(Δl·Δt)求出各温度下补偿量的偏差值列入表2。
由表2可以看出以20℃为界,温度低于20℃时补偿量的偏差值为正,而温度高于20℃时偏差为负。这是由于步距规在制造、安装、检定时都在20℃的标准温度下进行,因此20℃时的补偿值为0。当温度低于20℃时陶瓷的热膨胀系数小,收缩量少,而钢质收缩的多,所以陶瓷的尺寸是大于钢质的,因此补偿量的偏差值为正值;当温度高于20℃时,陶瓷膨胀的少,钢质膨胀的多,陶瓷的尺寸是小于钢质的,因此补偿量的偏差值为负值。
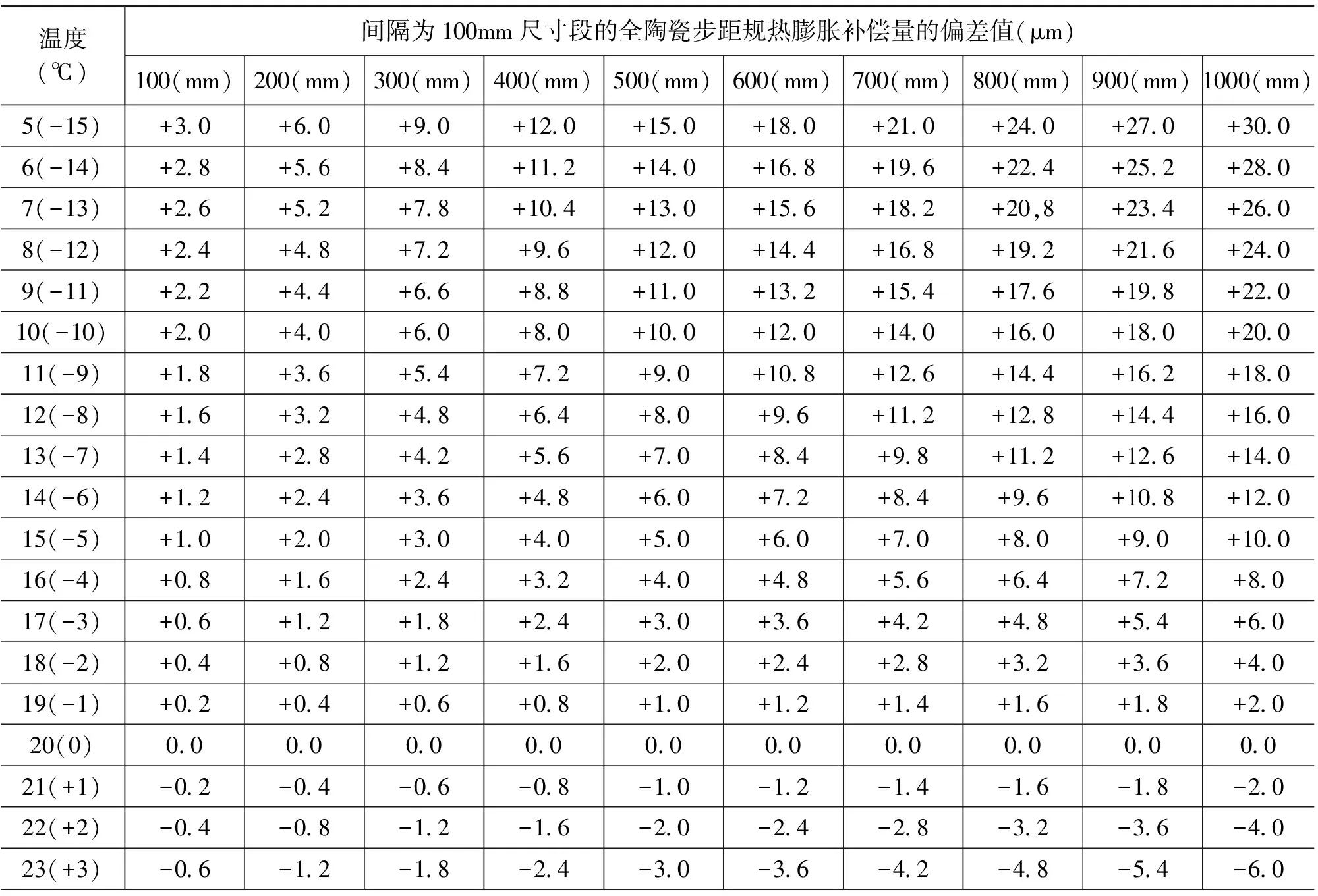
表2 全陶瓷步距规热膨胀量补偿值 单位:μm
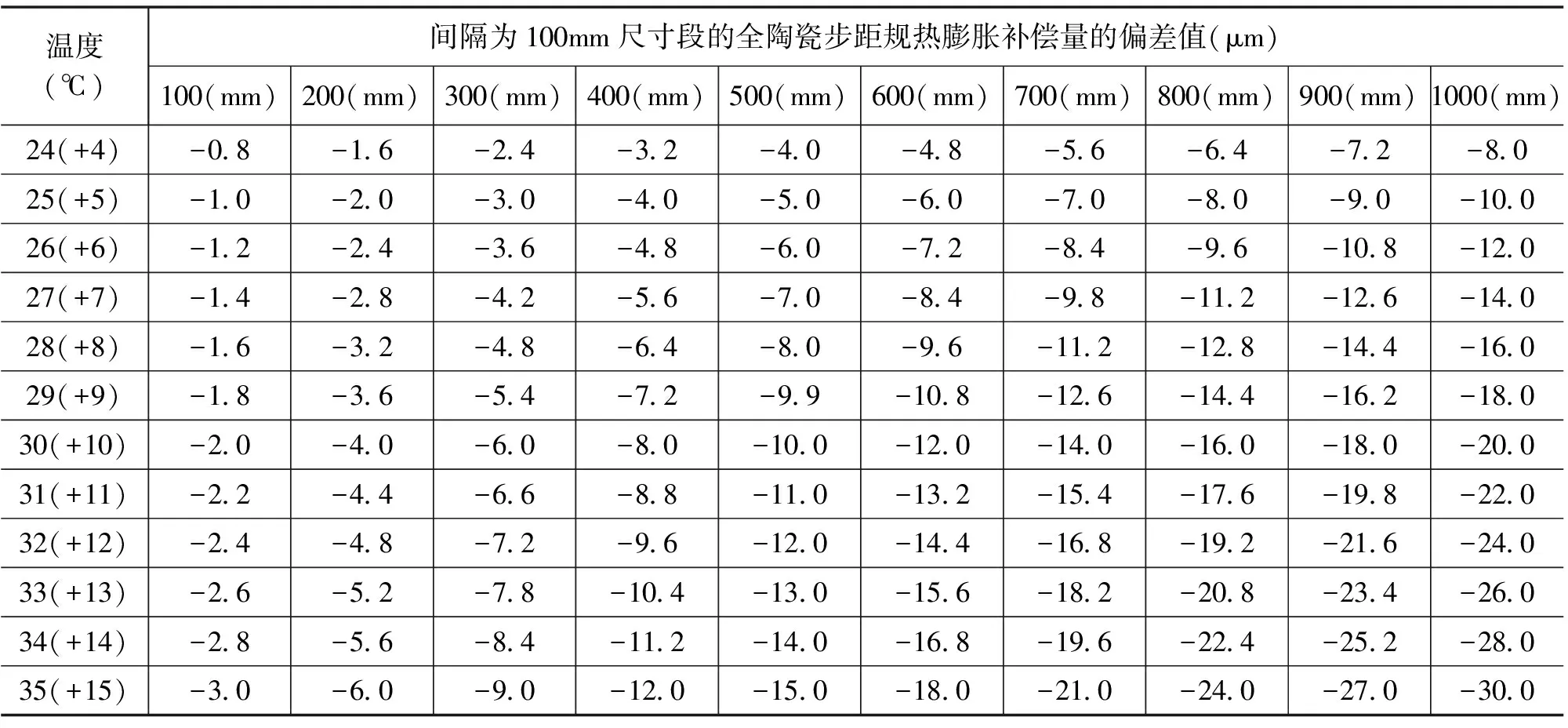
续表
注:表2第一列中带括号的数据是指相对于标准温度20℃时的温度偏值
4.2 半陶瓷步距规热膨胀补偿量的偏差值
根据节距为20mm的半陶瓷步距规的结构可知K1=1/2,依据公式(6)、(7)的计算,其热膨胀量的补偿值是全陶瓷步距规热膨胀量补偿值的1/2。
同理由节距为30mm的半陶瓷步距规的结构可知K2=1/3,求得热膨胀量的补偿值是全陶瓷步距规热膨胀量补偿值的1/3。
5 结语
1)由步距规的结构可知,其长度尺寸是由若干个10mm量块拼合而成,升温时量块一个挤一个,基本呈线性值。但降温时的收缩量,受到每个量块平面性、平行性、两边弹簧片以及端面顶丝和安装时松紧程度的影响,会产生蠕变式非线性值,各个步距规的实际热膨胀量略有不同,温差越大,差值越大。因此步距规应尽量在20℃的标准温度下使用。
2)步距规主要用于检测数控机床、数显机床和测量仪器等设备的直线轴长度尺寸,定位精度和重复定位精度的。由于数控机床具有误差补偿功能,设计时一般给定的定位精度允差为10μm/m、重复定位精度多数为3~5μm。若在常温下使用陶瓷或半陶瓷步距规检测数控机床是无法保证设计标准的。因为在检测中步距规属于标准器,检测原则中规定标准器的总误差不能超过被检尺寸允许误差的1/3~1/10。
而通过上述的分析论证可知,在常温下仅温度一项产生的误差都超出了检测原则的规定,再加上步距规本身工作尺寸的允许误差(见表2),根本不能保证检测精度。另外将表2与表1数值进行比较可知,当偏离标准温度到一定的程度时,表2中补偿量的偏差值就会大于表1中相应精度等级的允许值,因此一定要进行温度补偿,消除对测量结果影响。
3)表2的长度值间距为100mm,若被检机床的长度检测点不是100mm的整数倍,可按相邻两点的数值进行换算。如30℃温度下检测长度为570mm机床,补偿量的偏差值为[-10+(10-12)×0.7]=-11.4μm。
4)为减少篇幅,表2只列举了全陶瓷步距规热膨胀补偿量偏差的理论计算值,而半陶瓷步距规补偿量的偏差值按4.2所述求取即可。
[1]国家工业和信息化部.JB/T 10977—2010〈步距规〉[S].机械工业出版社,2010
[2]国家质量监督检验检疫总局.国家计量技术规范JJF 1258—2010〈步距规校准规范〉[S].中国计量出版社,2010
[3]苏永昌,王自军,郑庆国.步距规的研究与制造[J],计量技术,2003(04)
[4]宴浩.万能测量机校准步距规示值的测量不确定度分析[J].计量技术,2007(04)
[5]俞鸿斌.数控机床螺距误差补偿原理及测量方法研究[J].组合机床与自动化加工技术,2008(1)
[6]田俊成,等.步距规检测数控机床直线轴的技术研究[J].制造技术与机床,2013(7)
猜你喜欢
计测技术(2021年2期)2021-07-22
铁道建筑技术(2021年4期)2021-07-21
煤气与热力(2021年4期)2021-06-09
舰船科学技术(2021年12期)2021-03-29
中国特种设备安全(2019年11期)2020-01-16
商品与质量(2019年7期)2019-07-24
仪器仪表用户(2019年4期)2019-04-09
山西青年(2016年22期)2016-11-30
大科技(2016年32期)2016-07-12
精密制造与自动化(2015年1期)2015-12-06
