超声扫描显微镜检查在倒装器件检测中的应用
2014-03-22 11:23潘凌宇马清桃王伯淳
电子与封装 2014年11期
潘凌宇,张 吉,杨 城,马清桃,王伯淳
(1.湖北航天计量测试技术研究所,湖北 孝感 432000;2.中国航天科工集团元器件可靠性中心四院分中心,湖北 孝感 432000)
超声扫描显微镜检查在倒装器件检测中的应用
潘凌宇1,2,张 吉1,2,杨 城1,2,马清桃1,2,王伯淳1,2
(1.湖北航天计量测试技术研究所,湖北 孝感 432000;2.中国航天科工集团元器件可靠性中心四院分中心,湖北 孝感 432000)
随着倒装器件在型号产品中使用越来越广泛,倒装器件在使用过程中也暴露出一些问题,如底充胶分层、焊点空洞以及裂纹等,这些缺陷均能导致倒装器件失效。总结了几种倒装器件超声扫描的缺陷,重点对底充胶以及焊点进行分析。同时,论述了倒装器件超声检测中内部界面缺陷的辨别以及原理。
倒装器件;超声扫描显微镜;底充胶
1 前言
随着芯片到基底互联技术的发展,倒装技术应用越来越广泛。由于倒装器件内部结构的特殊性,不同材料的热膨胀系数等因素极易造成其内部缺陷。研究表明,由于芯片与基板热膨胀失配致使封装体系在环境温度起伏或功率耗散时,内部焊点上将加载周期性应力变化,导致焊点热疲劳失效。普遍研究认为倒装器件内部焊点失效的主要原因是底充胶分层,即底充胶分层的产生导致焊点的裂纹等缺陷萌生并扩展,使内部焊点失效,从而导致倒装器件损坏[1]。
2 倒装器件

图1 倒装器件典型结构
倒装器件将芯片有源区面对基底,通过芯片上呈阵列排列的内部焊点实现芯片与基底的互连。芯片以直接倒扣方式安装到基底上,从硅片向四周引出I/O,互联的长度大大缩短,减小了RC 延迟,有效地提高了电性能。显然,这种芯片互连方式能提供更高的I/O密度,可达到最小、最薄的封装[1]。倒装器件主要由以下结构组成:芯片、内部焊点、底充胶、基底、焊球,如图1所示。
3 检测原理
超声扫描检测技术是超声扫描无损检测技术中应用最为广泛的一种检测方法。超声扫描显微镜是通过测量样品反射回来的超声波的能量大小以及波形极性来检测样品内部是否存在缺陷。当超声波在样品物体中传播中,遇到密度不均匀处(如分层、空洞等缺陷)将会反射一部分超声能量。反射能量越大,超声检测图像中的亮度值越高。而反射能量越小,检测图像越暗。倒装器件超声检测时,传感器发射出的超声波在内部界面形成反射(如图2所示),最后经传感器接收后系统处理形成图像。
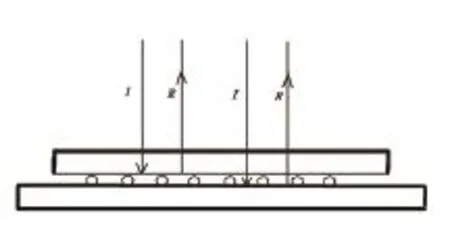
图2 检测原理图
4 缺陷检测
围绕倒装器件可靠性的研究一直很活跃,研究较多的是底充胶和内部焊点。本文也主要检测倒装器件底充胶和内部焊点,而底充胶和内部焊点位于芯片和基底之间。因此,对于芯片与基底之间界面的缺陷检测,是研究倒装器件可靠性的主要方向。
芯片与基底之间主要存在两个界面:芯片与底充胶界面、底充胶与基底界面。本文研究所使用的超声扫描显微镜为Sonoscan公司的D9500,结合230 MHz(MP)、230 MHz(CP)以及100 MHz超声波传感器对倒装器件上述两处界面进行超声扫描检测。
4.1芯片与底充胶界面
倒装器件的超声扫描检测与传统引线封装的塑封器件存在不同。由于其结构差异,超声波需穿透内部芯片到达所检界面,而超声波在穿过硅材料时,会产生纵波和横波。这一现象是由超声波在不同材料中的传播特性所决定的。纵波的介质运动方向和传播方向相同。大部分能量可以被反射回传感器,成像效果清晰,是需要获得的波形。而横波在传播时介质运动方向和传播方向垂直,由介质受剪切力形变而产生,声波发生较多的散射,较少的能量反射回传感器,成像效果较差。纵波与横波相比,横波焦距长,声速小。因此,在聚焦过程中,横波先出现,但纵波先返回传感器。以下为纵波、横波在时间轴上出现的大致时间,如图3所示。

图3 纵波与横波
为研究反射波和透射波的能量关系,引入声强反射率R和声强透射率T两个概念。声强反射率为反射波声强(Ir)和入射波声强(I0)之比;声强透射率为透射波声强(It)和入射波声强(I0)之比[2]:

图4为某型号倒装器件超声扫描检测图,该层面为芯片与底充胶界面。

图4 芯片与底充胶界面声扫图
将异常区域超声扫描图像声能进行3D转换,该位置处声能较附近存在明显差异,目标图像以及相关系数见图5。从图上可以看出,芯片与底充胶界面存在异常(白色高亮区域),异常区域位于内部焊点周围,声能百分比系数接近-100%。
图6为同参数条件下,异常区域与附近波形图。图6中1位置处反射波形百分比明显高于2位置处。芯片与底充胶界面底部回波的大小不同反映界面处材质的差异。超声波经由芯片至底充胶或分层、空洞等缺陷反射的回波极性一致,因此,通过回波波形的极性判断无法分辨有无缺陷。由声强反射率和透射率关系式可知,材料阻抗相差越大的界面反射回传感器的声能越大,在图像上呈现的亮度也越大。底充胶阻抗值大于空洞、分层处阻抗值,因此高亮区为界面附近分层、空洞等缺陷。样品制样镜检如图7所示,经过制样镜检可知,该异常区域确为缺陷。通过回波波幅值的大小可以区分界面处是否存在缺陷。倒装器件缺陷判断方法见图8。

图5 目标图像相关系数图

图6 界面相邻位置两点波形

图7 空洞

图8 缺陷判断方法
图9为某型号倒装器件声扫图,A、B两点为内部焊点,A点灰度值高于B点灰度值。

图9 内部焊点
图10、11分别为金相显微镜下A、B两点剖面图。A处焊点有空洞存在,当超声波遇到空气层后,几乎全部返回,极少部分超声波继续向下传播;B处焊点饱满,到达该界面后,超声波继续向下传播,反射回传感器的能量少。因此,在图像上呈现的灰度值明显存在差异。图12为某型号倒装器件超声扫描图。经超声扫描显微镜检查,发现该器件界面层存在大片亮白区域,声扫图上,可以明显看到部分区域存在规则内部焊点形貌,而其他部分灰度值较高,同时,亦无规则的内部焊点存在。

图10 A焊点金相形貌

图11 B焊点金相形貌
经金相制样后发现,芯片内部存在裂纹,芯片被一分为二,从中间断裂,如图13所示。
4.2底充胶与基底界面
高频超声波遇到底充胶时,会产生剧烈衰减,而低频传感器虽然能完全穿透,但成像效果欠佳,关键是选择适用于该型号的倒装器件的传感器,能对内部结构进行清晰的观察。

图12 某型号倒装器件声扫图

图13 某型号倒装器件金相图
底充胶与基底界面位于芯片有源面下方,寻找到芯片与底充胶界面后,继续向下寻找波形,该界面波位于芯片与底充胶界面波形之后。底充胶与基底界面波形位于芯片与底充胶界面波附近,两者界面波之间的距离约为内部焊点大小或底充胶厚度,其波形图如图14所示。图15为某型号倒装器件底充胶与基底界面超声扫描检测图,界面存在异常,经波形对比发现白色高亮区波形幅度较附近大。将样品进行制样研磨,从上至下逐层抛光后观察其基底结构,基底部分区域形貌如图16所示。异常区域切面见图17。

图14 底充胶与基底界面波
5 综述
对于倒装器件超声扫描检测暂无判断标准。分析与判断的过程建立在应用以及可靠性需求上,界面可靠性的关键在于内部焊点的电连接性。内部底充胶材料中可能形成空洞,当相邻位置发生焊点互连时,将造成开路并导致器件失效。超声扫描显微镜检查界面时,应注意极性和回波波幅的变化,通过波形位置来定位缺陷所在的具体位置。一般来说,分层、空洞将内部焊点包括其中,这些缺陷可能影响焊点的互联;若缺陷远离内部焊点,处于隔离状态,对于可靠性的影响将会减小。
图15 某型号倒装器件声扫图

图16 基底部分区域形貌

图17 底充胶与基底界面分层
[1] 张群. 倒装焊底充胶分层与SnPb焊点热疲劳的可靠性[J].金属学报,2000,2.
[2] 《国防科技工业无损检测人员资格鉴定与认证培训教材》编审委员会. 超声检测[M]. 北京:机械工业出版社,2005.
The Application of Scanning Acoustic Microscope Inspect in Flip-chip Device Test
PAN Lingyu1,2, ZHANG Ji1,2, YANG Cheng1,2, MA Qingtao1,2, WANG Bochun1,2
(1.Hubei Aerospace Institute of Measurement and Test Technology,Xiaogan432000,China; 2.The Fourth Academy Reliability Centre of CASIC,Xiaogan432000,China)
With the widespread use of the fl ip-chip devices in production, the fl ip-chip device in using also exposed some problems. For example, the fl ip-chip device has delamination in underf i ll and voids or cracks in solder bumps, etc. All of those defects could cause the fl ip-chip device failure. The paper collected the some SAM defects of fl ip-chip devices and focused discussion on underf i ll and bumps. At the same time, this paper discussed discrimination and principle, etc.
fl ip-chip; scanning acoustic microscope; underf i ll

TN306
A
1681-1070(2014)11-0041-04
潘凌宇(1987—),男,湖南岳阳人,本科,工程师,毕业于哈尔滨工程大学,主要从事电子元器件可靠性的相关研究工作。
2014-08-08
猜你喜欢
振动与冲击(2022年17期)2022-09-23
中国银幕(2022年4期)2022-04-07
科技视界(2018年16期)2018-10-27
汽车实用技术(2018年10期)2018-06-01
中学数学研究(广东)(2018年23期)2018-03-05
山东工业技术(2016年15期)2016-12-01
工业设计(2016年5期)2016-05-04
焊接(2016年5期)2016-02-27
焊接(2016年2期)2016-02-27
华东理工大学学报(自然科学版)(2015年4期)2015-12-01