2MW风电机组锁紧盘多同步螺栓紧固设备研究
2014-03-11 01:12叶盛王洪波胡旭馗
风能 2014年6期
文/叶盛 王洪波 胡旭馗
2MW风电机组锁紧盘多同步螺栓紧固设备研究
文/叶盛 王洪波 胡旭馗
2MW风电机组主轴与齿轮箱采用内外锥套结构形式连接,通过螺栓紧固使内外锥套产生径向压力,使内胀套抱紧轴。由于锁紧盘结构型式导致其紧固过程是需要数圈重复紧固,才可以达到内外锥面平齐的最终要求。紧固要求:2MW锁紧盘共有24个六角头螺栓24*M33-12.9,紧固力矩要求2650Nm。如图1齿轮箱锁紧盘示意图。
目前,2MW锁紧盘先使用两把1200Nm牧田电动扭矩扳手十字对称紧固,后四人配合手持两把TU-3液压扳手设定2650NM紧固,劳动强度大,持续时间长,共消耗作业时间6h,在批量生产中,将会严重制约生产效率。因此,有必要研究2MW风电机组同步螺栓紧固设备,以实现高效率生产。
使用需求
针对锁紧盘紧固存在的问题及需求,从紧固工具及辅助紧固工具两方面进行改善,以达到以下目标:
(1)作业工具:研究锁紧盘螺栓快速紧固方法,选购快速紧固扭矩扳手;

图1 齿轮箱锁紧盘示意图
(2)辅助工具:研制完成一套螺栓紧固辅助设备,实现齿轮箱锁紧盘多同步、轻便化、少人化作业;
(3)作业效率:在不增加人员的基础上,作业时间由4人耗时6h降低到2人耗时5h。
(4)作业强度:作业方法符合人体作业舒适要求,减少登高、托举作业。即手持工具作业重量控制在2kg为宜,作业高度范围在800mm-1600mm之内为宜。
总体设计
通过以下三部分的设计实施,为实现目标要求:快速紧固(作业时间2.5h)、降低手持作业强度(手持重量约2kg)、降低作业高度(800mm-1600mm)。
(1)采用快速紧固的气动扳手,提高锁紧盘紧固效率。因胀套式锁紧盘紧固次数多,设计借助气动扳手可连续式施加载荷、持续作业时间长的优点,拟采用两把气动扭矩扳手同步对称紧固,以提高螺栓紧固的速度。同时,为保证螺栓紧固的力矩的准确度,在锁紧盘内外锥套端面距离接近平齐时,借助液压扭矩扳手精度高的特点,用液压扭矩扳手完成终拧。
(2)采用合理的气源管路铺设,保证持续稳定的动力。
设计根据气动扭矩扳手的气源要求,结合现有工厂气源设置,通过设计计算,拟加铺气源管路及设置储气罐等,以保证气动扳手的动力稳定,确保输出扭矩的准确度。
(3)采用有效的辅助设备,减轻操作强度。
设计采用弹簧平衡装置及附件,利用弹簧的弹力以平衡紧固设备的重量,最大限度的减轻作业者手持工具的劳动强度。同时,将弹簧平衡器的滑轨与登高梯合理结合,既满足弹簧平衡的移动需求,又满足作业者的登高作业,以保持作业位置在舒适的高度。
一、气动工具选型
综合考虑锁紧盘螺栓对紧固工具的要求,气动工具应满足表1性能参数表。
气动扳手选用失速型,该工具采用气动马达驱动齿轮箱,靠齿轮比连续传动,扭矩重复度±5%,配合传感器使用可达±2%,无冲击,噪音低,且达到设定扭矩值后自动停转,本项目选择失速型气动扭矩扳手,以达到连续作业、精确控制扭矩的目标。如图2失速型气动扳手扭矩波动示意图。
因此,根据上述气动扳手的特点,选择失速型气动扭矩扳手,以达到连续作业、精确控制扭矩的目标。
二、气动扭矩扳手选型
目前,经过调研试用,适合风电机组齿轮箱锁紧盘紧固工具是失速型气动扳手。失速型气动扭矩扳手是由气动马达来驱动带有三层或多层周转齿轮箱的扭矩倍增器。其通过调整气压来控制扭矩大小,为允许特定的扭矩需求设定,每台工具均配有与本台相适应的空气压力与扭矩对照表和校正报告,扭矩重复度±5%,配合传感器使用可达±2%,无冲击,噪音低,且达到设定扭矩值后自动停转。根据表1要求,所选norbar失速型气动扭矩扳手型号参数,如表2、图3气动扳手示意图所示。
三、 norbar失速型气动扭矩扳手试用效果
2013年5月18日,在河西风电基地,因移动空压机排气量受限,仅使用1把气动扭矩扳手样品进行模拟试验,表3为 norbar失速型气动扭矩扳手试用表。
为保护气动扭矩扳手不受损坏,输出扭矩控制在1800Nm。现场试验示意图,试验结果如表4试用效果比较表所示。
经上述试验数据对比,一把气动扭矩扳手紧固速度是两把液压扳手的仅两倍的效率,效果显著,提高工作效率,减轻劳动强度。
四、弹簧平衡器及配件
弹簧平衡器是借助卷簧积蓄的能量,使所悬挂的操作工具处于无重状态,大力降低了操作工人的劳动强度,提高了劳动生产效率。根据气动工具的重量及其他配件重量:9kg-13kg,因此,选择弹簧平衡器的承载范围为9kg-15kg。为方便工具的横向移动,设置滑轨及板式滑车。
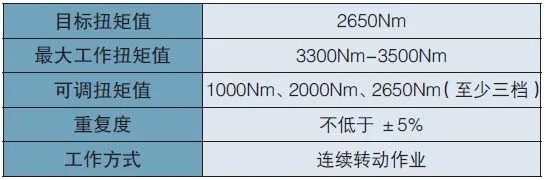
表1 性能参数表

表2 norbar失速型气动扭矩扳手型号参数表

图2 失速型气动扳手扭矩波动示意图

图3 气动扳手示意图

表3 norbar失速型气动扭矩扳手试用表
五、生产使用效果
2013年8月至2014年4月使用气动扭矩扳手对2MW风电机组齿轮箱锁紧盘紧固30台,作业时间由4人耗时6h降低到2人耗时2.5h,工作效率提高2.4倍。

表4 试用效果比较表
结语
针对2MW风电机组锁紧盘紧固存在的问题及需求,从紧固工具及辅助紧固工具两方面进行改善,以达到2MW风电机组同步螺栓紧固;采用快速紧固的气动扳手,提高锁紧盘紧固效率;采用合理的气源管路铺设,保证持续稳定的动力;采用有效的辅助设备,减轻操作强度,提高工作效率;为株洲所风电大批量生产打下基础。
(作者单位:南车株洲电力机车研究所有限公司风电事业部)
猜你喜欢
山东冶金(2022年3期)2022-07-19
数学小灵通(1-2年级)(2020年9期)2020-10-27
当代贵州(2019年41期)2019-12-13
凿岩机械气动工具(2017年3期)2017-11-22
军营文化天地(2017年7期)2017-09-25
制造技术与机床(2017年4期)2017-06-22
军事文摘·科学少年(2016年8期)2016-11-02
军事文摘(2016年16期)2016-09-13
风能(2016年12期)2016-02-25
中国共青团(2015年7期)2015-12-17