
复杂轮系在镗孔车端面装置中的应用
2014-02-24 08:59:30陕西国防工业职业技术学院陕西西安710300
电子测试 2014年23期
刘 萍(陕西国防工业职业技术学院,陕西西安,710300)
复杂轮系在镗孔车端面装置中的应用
刘 萍
(陕西国防工业职业技术学院,陕西西安,710300)
本文研究复杂轮系在镗孔车端面装置中应用,分析行星轮系与差动轮系构成的并联复合轮系,行星轮系和定轴轮系组成的串联混合轮系,探讨了孔车端面装置在粗、精加工及快退时进给运动和进给量等,阐明镗孔车端面装置的应用原理。
复杂轮系;镗孔车端面;应用原理
0 引言
在引进的TC-1000加工中心应用中,对镗孔车端面装置简化,绘制传动系统图,分析复合轮系,对粗、精加工径向进给和快速退回传动链及进给量计算,揭示了镗孔车端面装置的传动原理。对正确使用、故障诊断提供了依据,解决了生产难题。
1 镗孔车端面装置的功用与组成
1.1 功用
镗孔车端面装置能加工钢、铸铁和有色金属等箱体类零件,能镗通孔、阶梯孔、沟槽,车端面、止口等。最大径向进给行程75毫米,粗加工径向进给75毫米/分,精加工径向进给25毫米/分,快速径向退回400毫米/分。
该装置结构紧凑、尺寸较小、使用方便、调整简单等特点,提高了生产效率和加工精度,是加工中心扩大工艺性能的高效装备。
1.2 组成
镗孔车端面装置在加工中心的刀库中,加工时按照数控指令,机械手从刀库中选取并安装到主轴箱上,镗孔车端面装置驱动刀具旋转并沿径向直线进给。程序控制主轴正、反转和刀具径向进给行程,完成径向进给和快速径向退回运动。
镗孔车端面装置由壳体、复杂轮系和径向进给滑板三部分组成。壳体通过定位机构和锁紧螺栓与主轴箱联成一体;加工中心主轴与复杂轮系的输入轴联接,为镗孔车端面提供运动与动力;径向进给滑板安装在镗孔车端面装置端部,随同主轴旋转,并沿径向直线运动,实现刀具粗、精加工径向进给和快速径向退回。
2 镗孔车端面装置传动原理
镗孔车端面装置传动系统由差动轮系、行星轮系、定轴轮系和蜗轮蜗杆副等复杂的复合轮系和丝杠螺母机构组成。按机床传动系统方法,绘制传动原理图。
图1中:精密齿轮:Z1=48,Z2=15,Z3=19,Z4=48,Z5=94,Z6=28,Z7=27,Z8=96,Z9=84,Z10=21,Z11=21,Z12=21,Z13=21,Z14=84,Z15=21。Z5与Z14为内齿轮,Z8与Z9为双联内齿轮。Z16=2,Z17=20为蜗轮蜗杆副:丝杠螺母副。M1与M2为单向离合器,A与B是转臂H2与Z5的互联锁紧装置。
镗孔车端面装置传动系统的核心是复杂的复合轮系。求解轮系关键是确定周转轮系和定轴轮系,列出传动比,联立求解,为运动分析奠定基础。
2.1 基本周转轮系
a.差动轮系:行星轮Z2、Z3、Z4,中心轮Z1、Z5,转臂H2组成。

b.差动轮系:行星轮Z2、Z6、Z7,中心轮Z1、Z8,转臂H2组成。

c.行星轮系:行星轮Z10,中心轮Z9,转臂H1组成。

d.行星轮系:行星轮Z15,中心轮Z14,转臂H1组成。

2.2 定轴轮系
齿轮Z11、Z12、Z13和蜗轮蜗杆副Z16、Z17安装在主轴构成的座体上,其几何轴线相对主轴固定不动组成定轴轮系。
粗、精加工径向进给:由Z11、Z13和Z16、Z17组成定轴轮系。

快速径向退回:由Z12、Z13和Z16、Z17组成定轴轮系。

2.3 直线运动机构
3 镗孔车端面装置的运动分析
主轴正转,M1脱开Z15空转,同时M2结合。复合轮系经齿轮Z10传到Z11、Z13、Z16、Z17和丝杠螺母副,实现粗、精加工径向进给;主轴反转,M2脱开Z10空转,断开复合轮系传递的运动,离合器M1结合Z14、Z15带动Z12、Z13、Z16、Z17及实现快速径向退回。
3.1 粗加工径向进给传动链方程及进给量
粗加工时B将中心轮Z5与壳体锁紧,使处Z5处于静止,即w5=0。行星轮Z4、中心轮Z1、Z5和转臂H2组成的差动轮系变成行星轮系。
在行星轮系和行星轮Z2、Z6、Z7,中心轮Z1、Z8,转臂H2组成差动轮系中,Z1既属于行星轮系,又属于差动轮系,两轮系不是独立的,组成并联复合轮系。
联解b、g两式:

并联复合轮系和行星轮Z10、中心轮Z9、转臂H1组成的行星轮系又彼此独立,且Z8与Z9为双联内齿轮,又组成串联的复杂混合轮系。

粗加工径向进给传动链方程:由并联复合轮系,串联行星轮系与定轴轮系组成的混合轮系和丝杠螺母副组成。


3.2 精加工径向进给传动链及进给量
精加工时径向进给时A将转臂H2锁紧,转臂H2处于静止状态,WH2=0。Z1-Z8变成定轴轮系。锁紧装置B将Z5松开,随Z4空转,Z1-Z5无输出。
其传动比:

在Z1--Z8组成的定轴轮系和行星轮Z10、中心轮Z9、转臂H1组成的行星轮系中,两轮系是彼此独立的,且Z8与Z9为双联内齿轮,又组成串联的混合轮系。
联解c、i两式:


精加工径向进给传动链方程:由Z1--Z8组成的定轴轮系,Z9、Z10和H1组成的行星轮系,Z11、Z13与Z16、Z17组成的定轴轮系和丝杠螺母副组成。


3.3 刀具径向快速退回时的传动链方程及进给量
快速径向退回时主轴反转,M2脱开,Z10空转,将主轴经复合轮系的运动断开,M1合,Z15、Z14、H1行星轮系,驱动Z12、 Z13、Z16、Z17及丝杠螺母副,实现快速径向退回。
快速径向退回传动链方程:由Z15、Z14、H1行星轮系,Z12、Z13、Z16、Z17定轴轮系和丝杠螺母组副成。

3.4 程序控制刀具径向进给和快速径向退回行程
镗孔车端面装置主轴正转时刀具径向进给,反转时快速径向退回。程序控制刀具径向进给行程和快速径向退回行程。
4 结论
镗孔车端面装置结构紧凑,刚性好,加工精度高;复合轮系中M1与M2切断运动后,多处仍空转,应加强润滑维护;复杂轮系的研究结论,与现场实测数据一致,验证了镗孔车端面装置传动原理;为研究、设计新型镗孔车端面装置开拓了思路。
[1] 顾维邦.金属切削机床概论.北京:机械工业出版社,2001:90-120.
[2] 郑文纬,吴克坚.机械原理.北京:高等教育出版社,1997:236-269.
刘萍,女,1978年生,硕士研究生,讲师,研究方向机械工程
The Application of Complicated Gear train in The Device of Boring Holes and Turning End Face
Liu Ping
(School of Mechanical Engineering,Shaanxi Institute of Technology,Xi’an,710300)
Research the application of complicated gear train in the device of boring holes and turning end face.Analysis the parallel compound gear train consisting of planetary gear train and differential gear train,and the series hybrid gear train consisting of planetary gear train,fixed axis gear train and the parallel compound gear train.The feed movement and the feed amount of the device is discussed,at the stage of rough and finish machining,quick returning.And the application principle of the boring holes and turning end face is clarified.
Complicated gear train;Boring holes and turning end face;Application principle
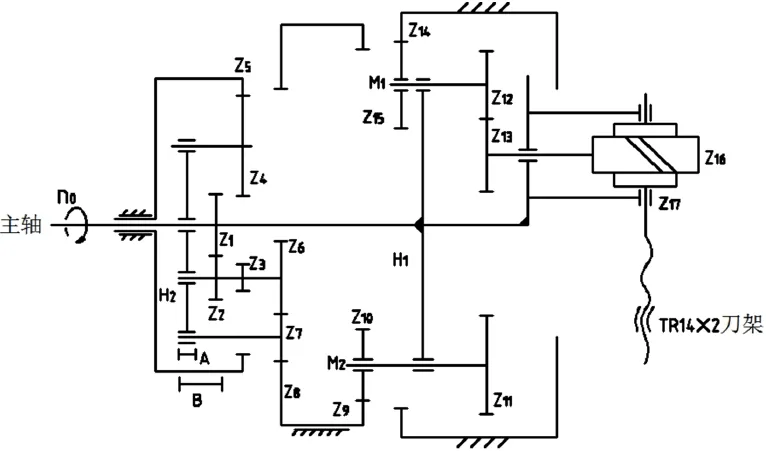
图1 镗孔车端面装置传动原理图
TH132
B
猜你喜欢
装备制造技术(2021年5期)2021-08-14 01:45:02
设备管理与维修(2021年18期)2021-01-29 02:09:20
轮胎工业(2020年2期)2020-03-01 23:46:46
制造技术与机床(2017年7期)2018-01-19 02:29:51
中国科技纵横(2017年7期)2017-05-16 14:55:22
现代制造技术与装备(2016年11期)2016-04-07 02:13:47
陶瓷学报(2015年4期)2015-12-17 12:45:04
河南科技(2015年4期)2015-08-28 01:40:00
装备环境工程(2015年5期)2015-02-28 01:20:38
装备环境工程(2015年5期)2015-02-28 01:20:34
