全自动插件机中特定异型元件的自动传送装置研究与应用
2014-02-22 05:30曹志宏
电子测试 2014年24期
曹志宏
(苏州高等职业技术学校,215104)
全自动插件机中特定异型元件的自动传送装置研究与应用
曹志宏
(苏州高等职业技术学校,215104)
本文主要阐述在全自动插件机中特定异型元件的自动传动装置的设计,从而实现特定异型元件在传送过程中的振动、排序及极性辨别等功能,达到对特定异型元件的全自动传送,对异型插件设备的发展有较大的推动作用。本文主要从异型元件全自动传送装置的振动盘、送料轨道、夹料传送供料装置和极性辨别换向装置四个方面的设计做论述。
全自动插件机;特定异型元件;自动传送装置;设计
随着科技发展,人们对电子元件装配行业要求越来越高,人工手插装配必将被自动化装配所替代。目前,大部分标准电子元件装配已达到很高的自动化装配程度,但非标准的、异型电子元件仍以手工插装为主,自动化装配率很低。因此在吸取市场上一些异型插件机技术的基础上,设计可插装特定异型元件的新型设备势必具有实用性,能为企业创造更多的价值。
1 特定异型元件生产状况及设备需求
在家电行业中大量使用特定异型元件如轻触开关和食人鱼LED,但这些特定异型元件的装配依然以人工插装为主。而人工插装存在诸多不足,如插错方向、倾斜或掉落、插装高度不一致等,造成产品报废、返工、修理、退货等附加成本。此外,由于人口红利的消退,产品生产成本大幅提高,产品竞争力下降。因此,更多客户迫切需要使用自动化装备来取代人力,降低制造成本,提高竞争力。国外虽然也有此类特定异型元件的装备,但价格昂贵,使用回报时间长。因此,广大中小型电子民营企业迫切需要价廉物美的特定异型元件插装设备。
2 特定异型元件全自动插件机的设计
特定异型元件全自动插件机设计要求可自动将特定异型电子元件按经过振动盘排序通过一套检测装置及送料装置输送到头部的正下方,供头部吸料、按编定的程序以8000点/小时的速度准确地插入到PCB板上。该全自动插装装备主要由以下三大部分构成:机械系统部分、控制系统部分、机器视觉系统部分。其中自动传送机械系统部分自动传送装置包含散装供料系统、极性检测系统和元件传送机构。
3 特定异型元件自动传送装置的设计
3.1 散装供料系统
异型元件自动传送装置采用散装送料,用振动盘来实现。目前,国内市场上可根据异型元件的形状制作相应的振动盘,振动盘通过脉冲电磁铁,使物料盘内的散装料螺旋排列到出料口。整理后的异型元件排列在轨道上倾斜一定角度前行,在振动盘出口处230mm处,根据异型物料两脚间的跨距在方形轨道上竖直滑行至直线轨道。本设备要求传送装置的供料速率为200 pcs/min,而国内异型元件振动盘供料速率在250pcs/min~400 pcs/ min,考虑到送料轨道需要极性辨别、极性转换等工序,因此本设备采用双轨道传送,使用双轨道振动盘同时供料给两个插件头,满足传送装置供料速率,提升插件速度。
3.2 元件传送机构
3.2.1 送料轨道的结构设计
通过调整图1.1所示的振动盘托板的固定螺丝,使振动盘的料出口与接料轨道的衔接口保持在同一个平面上,使振动盘的料出口与送料轨道的入口的距离保持在0.5mm左右.并使元件顺利通过。直线振动器(11)是把振动盘出来的元件继续振动前行,振动导轨(2)可根据元件的宽窄调整料轨盖(1)使元件有序的排列到送料轨(9)中间的方形槽中,由挡料钩(7)挡住元件以待夹料传送装置检测。如果因前面元件卡料或振动盘卡料没有及时送料,感应开关(5)在感应到没元件时及时报警。
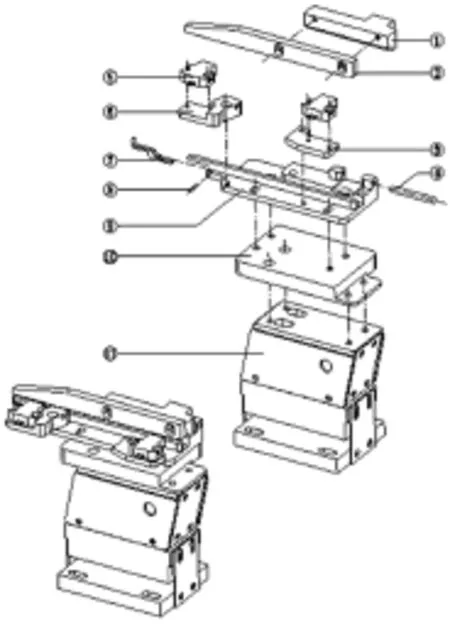
图1.1 送料轨道的结构设计
3.2.2 夹料传送供料装置的设计
夹料传送供料装置设计如图1.2所示,该装置设计包括底座1、沿着X向设置的过料导轨2以及沿着过料导轨2依次设置的方向检测装置3、转向装置4、废料检测装置5和弃料装置6,所示安装底座1装设有可沿着X向移动和可沿着Y向移动的进位叉片7,该进位叉片7开设有只能容纳一个电子元件的送料缺口71,当进位叉片7沿着Y向移动至前方时,该送料缺口71位于过料导轨2的正上方,安装底座1装设有定位弹簧81及可沿Y向移动的定位叉片8,定位弹簧81的一端与安装底座1固定连接,定位弹簧81的另一端与定位叉片8连接,该进位叉片7开设有只能容纳一个电子元件的定位缺口82,定位弹簧81未压缩时,该定位缺口82位于过料导轨2的正上方。如图1.2所示电子元件由振动盘运送至过料导轨2上,在过料导轨2的运送过程中,电子元件骑跨在过料导轨2的上沿,电子元件的引脚分布在过料导轨2的上沿的两侧,在进位叉片7的作用下,电子元件在过料导轨2的上沿滑动。
当电子元件停留在过料导轨2的左端时,所述进位叉片7沿着Y方向向前移动,直至当前的电子元件位于所述进位叉片7的送料缺口内,进位叉片7向前移动的同时推抵定位叉片8向后移动,使定位缺口远离过料导轨2;随后,所述进位叉片7沿着X方向向右移动,以使电子元件沿着过料导轨2的上沿向右移动,当进位叉片7沿着X方向向右移动至极限位置之后,所述进位叉片7在沿着Y方向向后移动,该电子元件停留在过料导轨2的上沿的当前位置,进位叉片7向后移动时,所述定位叉片8在定位弹簧81的作用下同步向前移动,直至电子元件位于定位缺口内,由于定位叉片8不能在X方向左右移动,从而有效防止了该电子元件偏离其规定位置,稳定性较高。
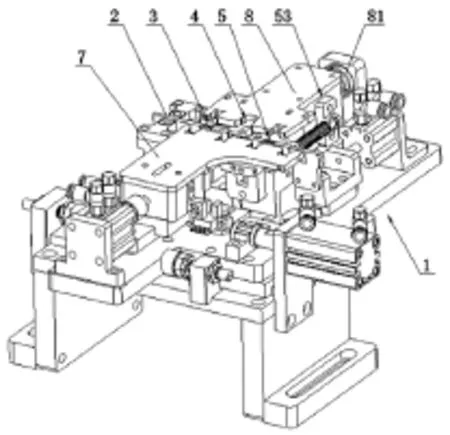
图1.2 夹料传送供料装置的设计
3.3 极性检测系统
3.3.1 极性辨别换向装置结构设计
特定异型元件的极性检测是将经过振动盘排序后的元件逐个经过检测再送入送料导轨的一个重要部件。此部件较为复杂,由检测结构、传送结构、夹料结构、换向结构及弃料结构五个小结构组成。其中,检测器1(定向1)的检测动作设计如下:当元件方向检测11检测时会亮,就可顺利的通过到方向检测12;如果在方向检测11检测是不亮,那么在换向结构上就会进行换向动作,然后再送入第二套方向检测12进行检测,如果第二次检测会亮,就可直接通过(见下图1.3)。检测器2(定向2)的检测动作设计如下:当元件在方向检测21检测时会亮,那么在换向结构上就会进行换向动作,然后再送入方向检测22进行检测;如果在方向检测21检测是不亮,就可顺利的通过到方向检测21(见下图1.4)。
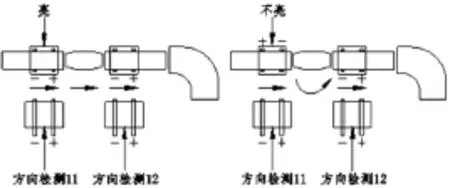
图1.3 检测器1检测定向
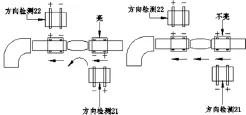
图1.4 检测器2检测定向
不管是检测器1检测方向还是检测器2检测方向在第二次检测时不亮,系统都会默认为这个元件已损坏,弃料气缸就会将其弃料。弃料出来的元件会直接掉入弃料口下面安装的弃料盒里面。检测1和检测2旁边的直线振动器上安装了一个缺料感应器,当这个感应器感应到缺料时,所对应的检测器会停止工作,直到有料检测器才会自动继续工作。另外,当检测器连续抛料次数达到3次时,所对应的检测器也会停止工作。
检测器极性识别功能电路设计如下:
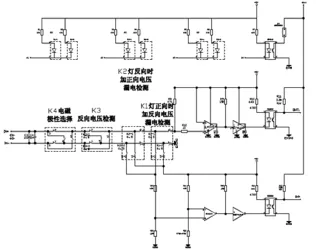
图1.5 极性辨别电路图
4 特定异型元件自动传送装置设计总结
该项目设计开发出完全有自己知识产权的装备,打破国外垄断,制约,提高国产产品的市场竞争力,帮助客户提升了电子产品生产制造水平,使用该项目产品能够有效地改善现有电子产品制造水平,应用此类装备,能够有效提高产品的合格率,保证产品质量,为企业枪占市场奠定设备基础。全自动异型元件插装设备设计成功后可替代15--20个人的劳动,由于自主开发生产,设备的投资回报可以在12--18个月内实现,对类似的异型插装设备的回报标准是3-5年。而且此设备是全自动送板、检测方法,具有提升产品品质,提高产品直通率。易损少,维修保养费用相当低,非常适合中国的中小型电子生产企业。
通过对项目的研发,能够提升我国异型元件插装设备的关键技术上掌握自主知识产权,同时也有利于提高国内此类产品的市场竞争。带动机械配件加工制造、直线运动产品、伺服器产品、气动产品等配套行业的技术进步,促进行业的发展。
[1] 付文华.LED插件若干技术的研发[D] .合肥工业大学,2012.
[2] 秦大同,谢里阳.现代机械设计手册[M].化学工业出版社,2011.
[3] 文怀兴,马小琴.LED显示屏生产专用阵列式高速插件机设计[J].机械设计与制造.2009(1):38-43.
[4] 关积珍.对LED显示屏发展的回顾与展望[J].现代显示.2005(6):7-16.
[5] 孙四通.自动插件机控制系统的研究[D].青岛科技大学,2011.
[6] 付文华,陶晓杰.LED自动传送装置的研究与设计[J].现代显示.2011(135):13-18.
[7] 文怀兴,马小琴.LED生产线阵列式插件机数字样机的设计[J].机械设计及制造,2009(1):40—42 .
[8] 阵列式插件机开发可行性调研报告[R].企业内部调研资料,2007.
[9] 东莞新泽谷机械有限公司插件机相关内部技术资料,2013. [10] 闻邦椿.机械设计手册[M].机械工业出版社,20lO.
曹志宏(1960.3),男,汉族,苏州高等职业技术学校校长、党委书记、副教授,毕业于东南大学无线电专业,本科,现主要研究职业教育管理和电子专业教学方向。主编、主审论著、教材近10余本,省级以上发表论文10余篇,主持承担国家级、省级科研课题10余项。
Research and application of automatic transfer device specific sh aped element automatic plug-in machine.
Cao Zhihong
(Suzhou higher occupation technical school,215104)
This paper mainly describes the design of automatic transmission device specific shaped elements inautomatic plug-in machine,in order to achieve specific shaped element vibration,in the transmission process ofsorting and polarity discrimination and other functions,to achieve the automatic transfer of specific shaped element,a greater role in promoting the development of special pieces of equipment inserted.This paper mainly discussed from the vibration plate,profiled element automatic transfe r device feeding track,designs four aspects to clamp conveyingfeeding device and polarity discrimination of reversing device.
device design of automatic transmission automatic plug-in machine special shaped components
猜你喜欢
轮胎工业(2022年10期)2022-12-30
山东冶金(2022年4期)2022-09-14
中学生数理化(高中版.高考理化)(2022年3期)2022-04-26
中国电子报(2020年61期)2020-09-12
中国特种设备安全(2019年7期)2019-09-10
新能源科技(2018年10期)2018-02-15
制造业自动化(2017年2期)2017-03-20
轮胎工业(2017年9期)2017-03-09
航天制造技术(2016年6期)2016-05-09
电子元件与材料(2016年8期)2016-02-27