整体式压缩机振动及噪声治理效果分析
——以某气田增压站为例
2014-02-17 01:05:25张翼周璟王克琼敖梅
天然气技术与经济 2014年5期
张翼 周璟 王克琼 敖梅
(中国石油西南油气田公司川西北气矿,四川 江油 621741)
整体式压缩机振动及噪声治理效果分析
——以某气田增压站为例
张翼 周璟 王克琼 敖梅
(中国石油西南油气田公司川西北气矿,四川 江油 621741)
针对天然气压缩机及附属设备随运行时间增加产生的振动和噪声逐渐增大而影响机组操作人员身心健康的问题,以某气田DZ增压站为例进行了振动及噪声原因分析,认定原因包括地脚螺栓及管卡松动或断裂、空冷器风扇轴承支撑架刚度不够、运动部件严重磨损、气流引起共振及消声器吸声材料损坏,在此基础上有针对性地采取检测并紧固地脚螺栓和管卡、按时保养并更换磨损严重的部件、增设固定支架避免形成共振以及更换新型宽频消声器等振动和噪声治理措施。
增压站 整体式压缩机 振动 噪声治理
0 引言
在气田开采后期常使用天然气压缩机保持管道起点有较高的输送压力,从而维持稳定的生产能力。每个处于开发后期的气田都建有压缩机站,每个机站都会配备一台或多台压缩机用于气举排水或管道增压输送。随着压缩机数量的增多和压缩机使用时间的增加,压缩机本身及附属设备产生的振动和噪声逐渐增大[1],不仅给机组本身正常运行带来影响,同时也给机组操作人员造成身心健康的损害,因此对压缩机站机组振动及噪声的治理就显得尤为重要。现以某气田DZ增压站噪声治理措施及效果为例进行探讨。
1 DZ增压站的基本情况
DZ增压站是2009年4月投资新建的一座集增压气举排水和增压管输为一体的综合性场站。站内共设有4台整体式压缩机,在场站正北方向呈一条直线排开(图1),降噪设施有封闭式降噪房和阻抗型消声器。2009-2010年该站使用气举压缩机和管输压缩机各一台(另两台备用)维持着某气田60×104m3/d的生产能力。截至2010年年底,随着气田采出程度的增加和地层压力的衰减,又增开了一台增压管输的压缩机来确保天然气的外输压力。3台压缩机全天不间断地运转,压缩机本体及空冷器的振动和噪声随使用时间的延长而增大,在员工值班室已经能明显感觉到轻微振动,在值班室旁厕所狭小的空间里甚至会有头晕的感觉。通过检测发现部分监测点的振动值已严重超标,降噪房周围部分检测点的噪声值甚至超出了《工业企业厂界噪声排放标准》Ⅱ类的范围,因此需采取有效措施进行噪声治理,以保证机组安全运行的同时保障操作员工及周边群众的身心健康。
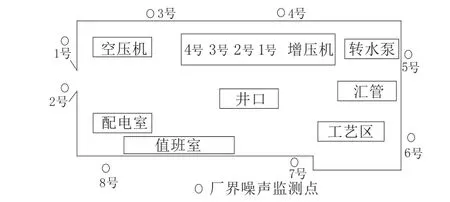
图1 DZ增压站场站布局示意图
2 振动及噪声原因分析
2.1 振动及噪声产生的原因
通过仔细排查和分析,认为该站整体式压缩机主要振源为冷却器、动力缸及压缩缸[2]。于是有针对性地查找原因:①通过检查机组外围固定设备
(地脚螺栓、管卡、支撑件等)的松紧度和刚度发现:3号机组风扇轴承与曲轴连接皮带下方有两颗地脚螺栓松动,4号机组空冷器下方有1颗地脚螺栓断裂;3号、4号机组空冷器振动较大原因为空冷器支架刚度不够,有轻微变形;2号机组二级排气管支撑管卡断裂。②月度保养过程中拆卸燃气喷射阀,检查火花塞、电子盒等部件发现4台机组共24只燃气喷射阀中有8只的气门顶杆已严重磨损,负荷较重的1号机组、2号机组点火提前角出现了偏差。燃气液压系统管路里也有大量生料带等杂质物。③在机组停机大修过程中拆卸动力缸及压缩缸检查运动部件的磨损程度中发现4台机组的16副轴瓦中共有6副已严重磨损,48根动力活塞环和8组压缩活塞环磨损程度严重超标。
2.2 振动及噪声超标原因解析
1)地脚螺栓松动或断裂。对于该站已投入运行的机组来说,摩擦系数和机组总重力是一定的,但因长时间振动、故障停机导致载荷骤减等原因会引起地脚螺栓松动或断裂,使得地脚螺栓拧紧力逐步减小发生松动,直接导致机组在基础上的振动幅度增大,严重时甚至会使螺栓断裂。
2)管卡松动或断裂。因长时间处于运行状态,为防止管道振动而设计的支架管卡、固定螺栓会出现金属疲劳而松动或断裂,加剧振动。此外支架上原用于减震的橡胶垫因老化变硬或损坏,造成管卡无法完全固定管道,从而无法消除管道振动及管道和支架间摩擦形成的噪声。
3)空冷器风扇轴承支撑架刚度不够。在相同工况下运行时,3号、4号机组空冷器振动值(6~8 mm/s)相对1号、2号机组空冷器振动值(2~4mm/s)超出很多,检查发现是机组空冷器支架刚度不够,有轻微变形,导致空冷器振幅增大并造成噪声增大。
4)动力缸动力不均衡。整体式燃气压缩机每个动力缸配有两个燃气喷射阀,正常情况下燃气喷射阀点燃进入动力缸的天然气和空气混合气后推动活塞运动。但有时因火花塞积炭、点火时间错乱或燃气比不正确等因素引起的动力缸内气体爆燃会导致推力不均匀,进而引起动力缸和压缩缸激振,振动值和噪声值会在正常基础上成倍上升。
5)运动部件严重磨损。因曲轴、十字头等部件磨损,曲轴与轴瓦、十字头与卡槽的间隙会越来越大,使动力端推力与摩擦力形成的合力不在一条直线上而导致活塞在直线运动过程中跳动,进而使机组的振动加大,严重时曲轴与轴瓦直接抱死,运动部件严重受损。同时,摩擦力引起旋转运动的不平衡惯性力会逐步增大,超过飞轮设计的平衡能力范围时,也会进一步加剧机组振动[3]。
6)共振使振幅加剧。首先,地脚螺栓松动引起的振动、管卡松动引起的振动、周期性压缩天然气
产生的气流脉动,在一定频率范围内容易引起共振,导致振动进一步加剧;其次,4台相同型号的整体机,不同的机组间振动频率也很接近,极易引起机组间的共振而使得振动进一步加剧。
7)消声器内部吸声材料损坏。整体式压缩机排气温度为350~400℃,高温气体经动力缸排气管直接进入消声器内部后排出,消声器内部的吸声材料长时间与高温气体接触易损坏。而没有吸声材料的消声器又只能依靠其设计结构进行部分降噪。
3 振动及噪声治理的措施
1)检查地脚螺栓和管卡等固定设施的松紧程度。日常巡检过程中观察机组振动状态,观察机组振动值曲线,对于突然出现的异常振动或逐渐升高的振动数据,应及时分析、及时查找原因,对松动的地脚螺栓、管卡及时加固,对刚度不够的支撑件及时增加支撑以减少振动及噪声的影响。
2)定期检查动力缸元件。通过检查维修和更换磨损喷射阀顶杆和座圈,保证喷射阀及时开启和关闭;确保燃气液压系统运动机构在正常范围内动作,保证喷射阀开度从而确保动力缸内混合气体进入量;通过清除火花塞积炭或更换火花塞,保证火花塞能正常点火;检查调整点火提前角,确保电子盒及高压点火线圈正常工作。
3)检查运动部件的磨损情况。通过按时进行的月保养、半年保养、年度保养及三年期机组大修,及时检查运动部件磨损程度和配合间隙值,对于磨损严重产生间隙超标的磨损件和运动件应及时进行维修或更换,保证机组运动部件处于良好的运动状态,同时正确的起停机操作和良好的润滑状态也是防止磨损加剧的措施。
4)增设固定支架。在吸气和排气管路上增设固定支架,避免管路振动与气流脉动形成共振,同时也可适当调整相邻机组的飞轮转速,在一定范围内尽可能避免机组间产生共振。
5)更换消声器。通过分析认为之前用的4台阻抗型消声器在结构上吸收低频噪声能力较弱,且内部吸声材料大多已损坏,于是在2011年的大修过程中更换了4台新型宽频消声器。
4 采取措施前后振动及噪声值对比
2011年DZ增压站通过以上一系列治理措施,取得的效果十分明显。2010年、2012年采取治理措施前后的监测数据对比见表1。
由表1可以看出,采取措施前厂界噪声日间8个测点,只有两测点达到GB12348-2008工业企业厂界环境噪声排放标准2类要求,夜间只有8号测点达到2类要求,而采取措施后厂界噪声日间8个测点均达到GB12348-2008工业企业厂界环境噪声排放标准2类要求,夜间有4个监测点达到2类要求。数据表明这些措施对于噪声治理起到较好的效果。
采取治理措施前后3台在用机组振动数据见表2。由表2可以看出采取措施前该站压缩机基础12个监测点中有3个监测点位移大于200μm,有1个测点速度大于6.3mm/s。采取措施后压缩机基础所有测点位移均小于评价指标200μm,所有测点速度均小于评价指标6.3mm/s,采取措施后该站振动值全部控制在了指标范围以内,振动治理效果较为明显。

表1 采取措施前后监测点的厂界噪声数据对比表
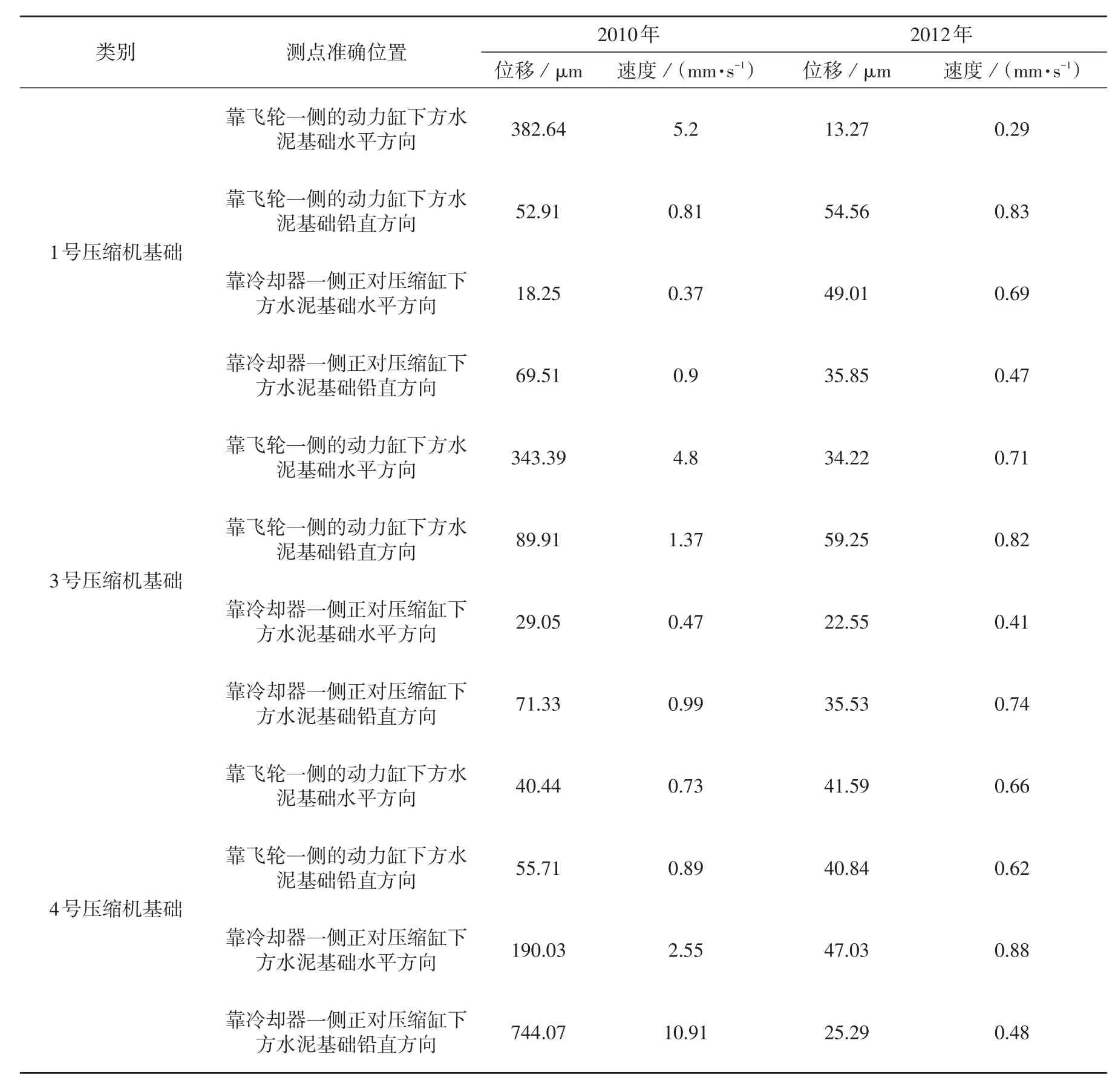
表2 采取措施前后3台机组的振动数据对比表
5 结束语
引起整体式压缩机振动和噪声加剧的原因除上所述外还有基础设计不合理、装配间隙不合理、结构选型不合理、管路设计不合理及缓冲罐缓冲效果不理想等,只有因地制宜地对不同地点、不同状态的不同机组采取针对性的措施,才能起到减小振动降低噪声的效果。
[1]朱新社.往复式压缩机管系振动及其治理[J].石油化工设备技术,2006,27(6):50-53.
[2]骆江锋.降低往复式压缩机振动与噪声的设计[J].食品与机械,2006,22(6):91-94.
[3]时俊杰.往复式压缩机振动分析及管系改进[J].石油化工设备,2004,33(2):68-69.
(编辑:蒋龙)
B
2095-1132(2014)05-0043-04
10.3969/j.issn.2095-1132.2014.05.013
修订回稿日期:2014-09-09
张翼(1987-),助理工程师,从事规划计划工作。E-mail:522510607@qq.com
猜你喜欢
北京化工大学学报(自然科学版)(2023年3期)2023-07-22 10:13:52
设备管理与维修(2022年21期)2022-12-28 07:35:20
制冷(2019年2期)2019-12-09 08:10:42
装备制造技术(2018年12期)2018-02-26 07:34:40
低碳世界(2016年5期)2016-12-28 10:01:39
当代化工研究(2016年7期)2016-03-20 16:22:04
化工管理(2015年34期)2015-11-28 07:54:14
汽车零部件(2014年11期)2014-09-18 12:04:41
石油工程建设(2014年5期)2014-03-20 15:24:45
石油化工应用(2014年11期)2014-03-11 17:40:45