
YB25封签随动接杆结构的分析与改进
2014-02-10 21:39邓永祥邓仪福
科技创新与应用 2014年5期
邓永祥 邓仪福
摘 要:文章通过YB25小盒封签输送结构的分析,总结出现系统中的缺点,提出对YB25的小盒封签输送及成型部分的改造方案及实施方法,从而解决YB25小盒烟包封签包装时粘贴歪斜的问题,从而提高GDX1机组的烟包质量、机组运行的可靠性,提高GDX1的有效作业率,具有较高的应用价值。
关键词:软盒小盒包装机;封签;随动接杆
1 前言
YB25软盒小盒包装机组是国产较先进的包装设备,由于其运行速度较快,自动化程度高,性能稳定,包装质量良好,在行业内得到了广泛的使用。但在经对几年设备生产的数据统计分析发现,因封签包装不正、歪斜引起的质量缺陷占第一位,其封签部分故障比对其它故障明显偏高,造成了材料消耗大,投入了大量的人力物力,设备有效作业率不高。
2 YB25封签传动工作原理
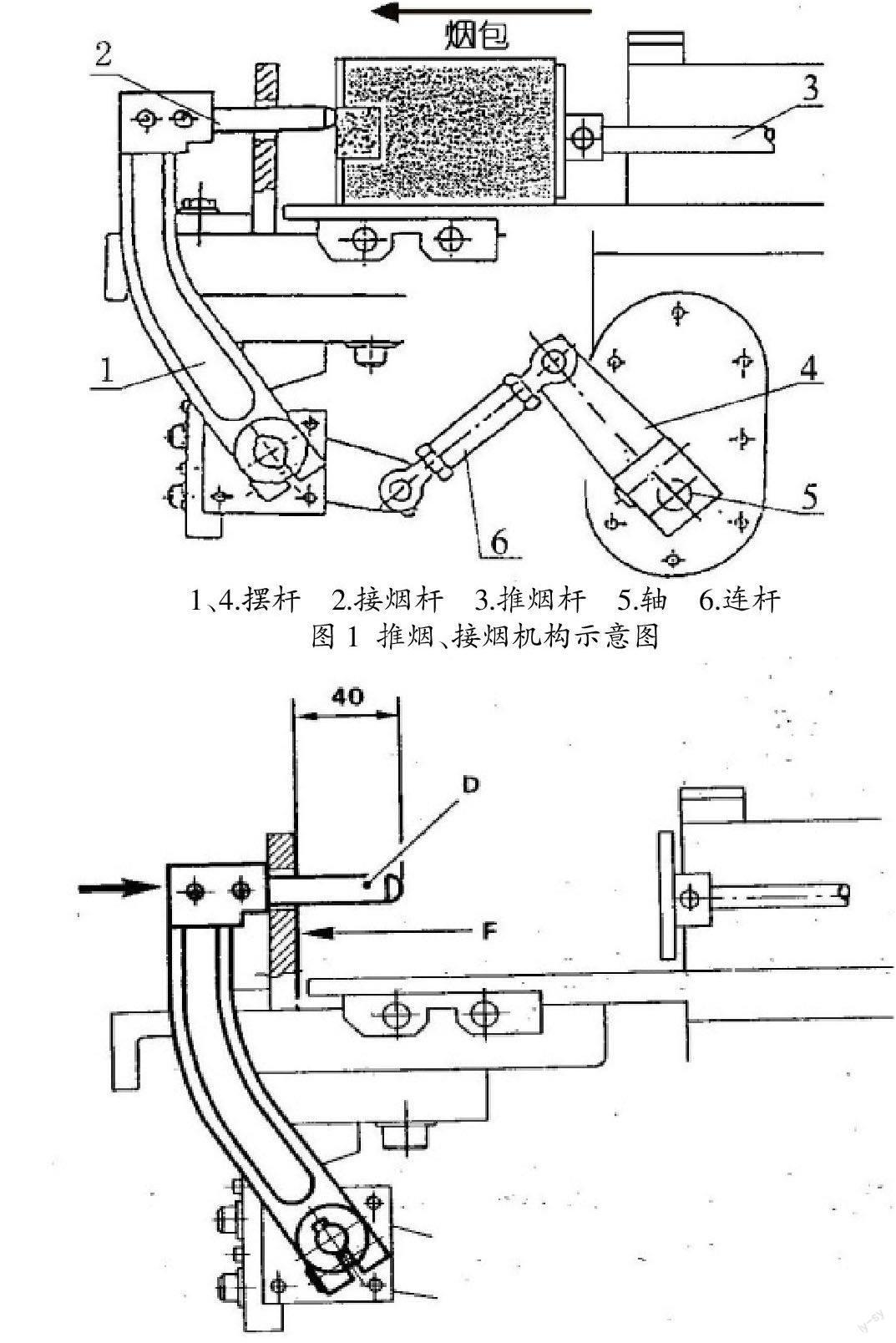
如图1及图2所示,YB25软盒小盒包装机在封签折叠,是在推烟杆将烟包向前推送运动的过程中完成,接烟杆2通过传动轴轴5和连杆机构的传递运动,实现接烟杆在烟包通过封签叉形地能随着刚完成封签粘贴的烟包一起向后退至烟包输出通道,目的是防止刚完成粘贴的封签在烟包上漂移。
1、4.摆杆 2.接烟杆 3.推烟杆 5.轴 6.连杆
图1 推烟、接烟机构示意图
图2 接烟机构示意图
3 原因分析
由于推烟、接烟杆机构空间及尺寸設计的局限性,接烟杆不能在全过程中,对刚完成封签粘贴的烟包一起向后退。见图2,接烟杆仅能伸出烟包输送终点档板40mm,且由于接杆在烟包未按触到接杆时已缓慢开始后退,实际运行过程中,烟包前前运动离前档板只有最后14mm-17mm时,接杆才与烟包项部接触、刚完成折叠并粘在烟包顶部的封签才被接烟杆夹持固定在烟包顶部。烟包长度约为86mm,通过计算可知,封签无接杆夹持输送长度不小于86mm-17mm=59mm,正是由于存在不少于59mm行程无接杆的保护,封签不可避免在前进过程中漂移。
4 改进措施
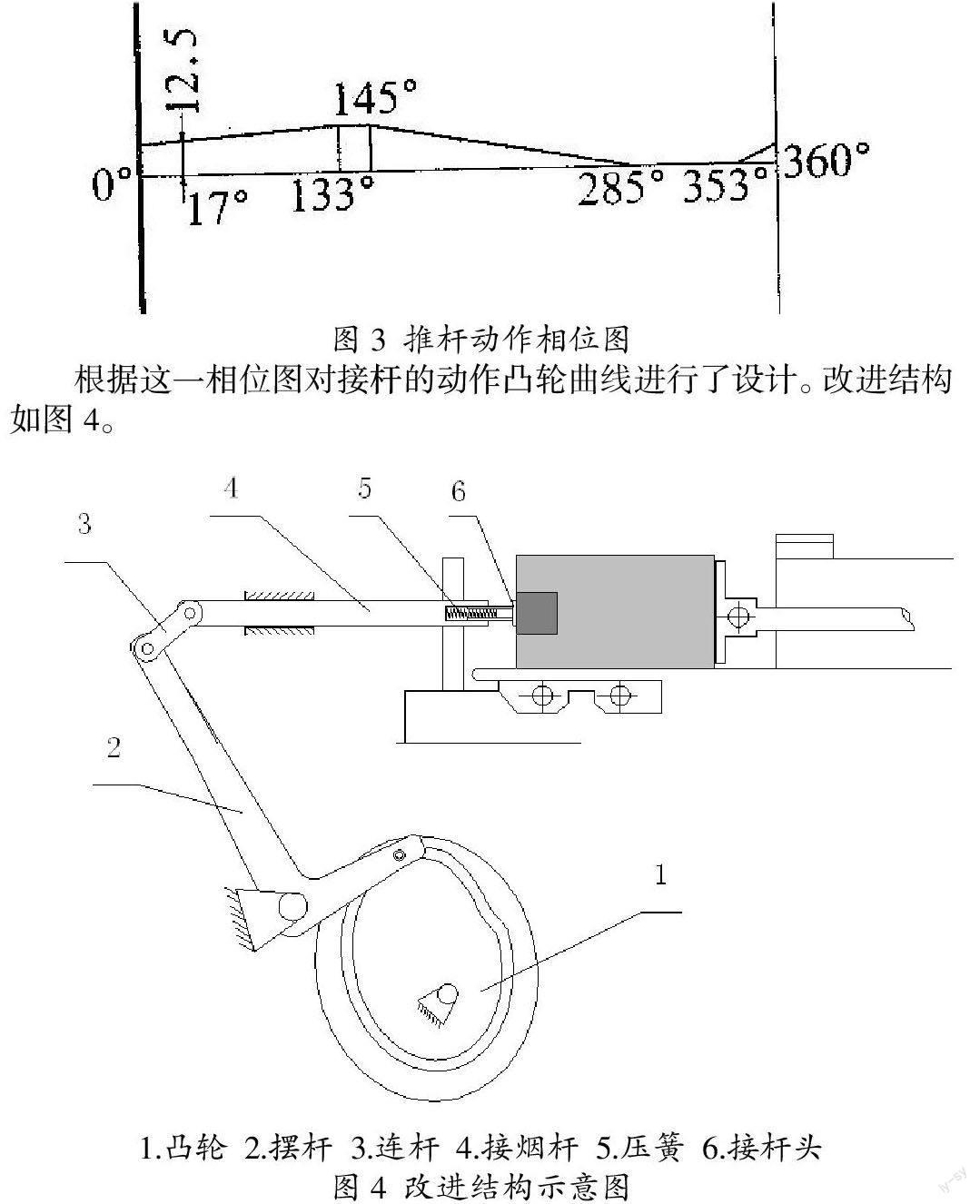
为了从根本上解决封签包装不居中、歪斜的问题,需保证封签在输送过程中全程被接杆夹持、即接杆与推烟杆严格同步。因此必须对接烟杆机构进行改进,取消原传动精度低的简单四杆机构,改进用精确凸轮控制的摇杆滑块机构为此,我们对推杆凸轮工作相位进行了测绘,推杆在353度到下一周期的133度区间为推杆向前推烟动作,即凸轮曲线为上升沿;133度至145度区间为推杆运动到行程最远端时停顿区间,凸轮曲线半径不变;145度至285度为推杆后退区间;285度至353度为推杆在后端等待下一次推烟动作区间。根据以上数据画出其相位图如图3所示。
图3 推杆动作相位图
根据这一相位图对接杆的动作凸轮曲线进行了设计。改进结构如图4。
1.凸轮 2.摆杆 3.连杆 4.接烟杆 5.压簧 6.接杆头
图4 改进结构示意图
为消除接杆与推杆因零件加工及设备调整的误差,在接杆头的顶部设计一弹性机构,它作用是保证接烟杆对封签有一定的压力,同时避免接杆与推杆间距过小时,对烟包的挤压而造成产品的损伤。
5 改进效果
2012年12月,选择了一台机进行发行试验,改进后,经质检部门的检验,设备基本杜绝了因封签漂移造成的包装不居中、歪斜的问题。
参考文献
[1]《ZB25型包装机组》全国烟草行业统编教材,中国科学技术出版社,2001,12.
