
宏程序编程斜面加工中刀具圆角补偿
2014-02-09 11:40:14中航工业郑州飞机装备有限责任公司河南450005李万民
金属加工(冷加工) 2014年9期
中航工业郑州飞机装备有限责任公司 (河南 450005) 李万民
1.存在问题
在数控编程中,宏程序编程灵活、高效、快捷,是加工编程的重要补充。作者所在工厂加工一批零件,利用宏程序编制加工斜面程序,加工出来后与图样不符。经过分析以后,发现程序编制中没有考虑刀具圆角,这样,加工出的尺寸和图样要求不符。
2.解决方法
针对这些问题,我们在现有的加工技术条件下,根据刀具所带圆角的大小,在程序中加入刀具圆角补偿值,以保证加工斜面时使加工尺寸和图样要求相符。下面以某零件 (见图1)为例加以说明。

图1
此零件最初加工斜面时,利用宏程序加工斜面,选用刀具为带刀具圆角的立铣刀,数控加工程序如下:
%
T1
M6
/D25*R3LXD
G0G90G54X16.97Y-45S1800M3
G43H1Z10M8
#1=0.5
#2=16.97
#3=2
WHILE [#3GE-11.5] DO1
G1X#2Z#3F500
G1Y74F300
#2=#2+#1*TAN [61]
#3=#3-#1
IF[#3LT-11.5] THEN#3=-11.5
G1X#2Z#3F500
Y-45F300
#2=#2+#1*TAN [61]
#3=#3-#1
END1
G0G49M9
M30
%
由程序可以看出,程序编制时没有考虑立铣刀所带圆角,这样加工出来斜面后整体偏移,加工出的尺寸偏大,不符合图样要求。为此,我们需要考虑刀具圆角,给出圆角补偿值。
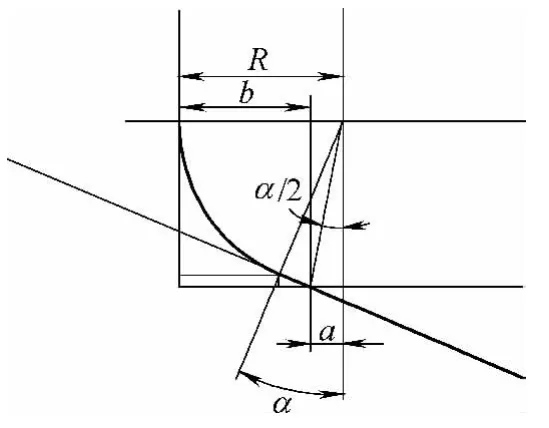
图2
圆角补偿值推导过程如下。如图2所示,b是加工过程中带圆角刀具所需要补偿的值。
计算过程和公式推导如下:
已知条件:R=3,α=29°,求a,b
则tan(α/2) =a/R可以得到a=tan(α/2)·R,则 b=R-a=R-tan(α/2)·R
代入数值后可得到b=2.224
则在数控程序中加入上述公式推导过程,数控程序如下:
%
T1
/D25*R3LXD
G0G90G54X16.97Y-45S1800M3
G43H1Z10M8
#1=0.5
#2=16.97
#3=2
#4=29 /斜面角度
#5=#4/2
#6=3 /刀具圆角
混合臂高空作业车在高空作业中应用领域广泛,如建筑工地、消防、维修等工况复杂的场合,而混合臂高空作业车工作斗的调平技术至关重要,其工作臂较长,响应性较差,在举升过程中易发生抖动,造成工作人员在高空作业时不安全。因此,研究混合臂高空作业车工作斗调平至关重要。石家庄铁道大学的高兰用PLC控制调平油缸,设计了模糊PID控制系统;长安大学的雷晓顺等人针对阀控液压马达系统设计了模糊控制系统[1-2]。上述研究为混合臂高空作业车工作斗调平提供了理论依据,也为模糊PID控制系统提供了新思路。
#7=#6*TAN [#5]
#8=#6-#7 /刀具圆角补偿值
WHILE [#3GE-11.5] DO1
G1X [#2-#8] Z#3F500
G1Y74F300
#2=#2+#1*TAN [61]
#3=#3-#1
IF[#3LT-11.5] THEN#3=-11.5
G1X [#2-#8] Z#3F500
Y-45F300
#2=#2+#1*TAN [61]
#3=#3-#1
END1
G0G49M9
M30
%
经过实践,利用修改过的程序加工斜面,测量值和图样要求相符。
3.结语
上述宏程序加工斜面过程中刀具补偿思路可以应用到所用斜面加工中,根据刀具圆角和加工斜面值不同,修改刀具圆角和斜面角度,即可准确加工斜面。
猜你喜欢
智能制造(2021年4期)2021-11-04 08:54:44
电子制作(2018年19期)2018-11-14 02:36:42
项目管理技术(2016年6期)2016-05-17 05:39:02
工业设计(2016年6期)2016-04-17 06:42:51
深圳职业技术学院学报(2015年5期)2015-11-30 06:22:22
焊接(2015年9期)2015-07-18 11:03:53
机械工程师(2015年10期)2015-02-02 01:14:01
建筑机械化(2015年7期)2015-01-03 08:08:58
技术与教育(2014年2期)2014-04-18 09:21:39
江南大学学报(人文社会科学版)(2014年3期)2014-02-28 17:45:44
