
机器人抛光系统在陶瓷导轨加工中的应用
2014-02-09 03:00成贤锴蔡黎明
实验室研究与探索 2014年11期
成贤锴, 蔡黎明, 陈 琦,2, 于 涌
(1.中国科学院 苏州生物医学工程技术研究所,江苏 苏州 215163; 2中国科学院 长春光学精密机械与物理研究所,吉林 长春 130033)
0 引 言
机床导轨表面的耐磨性和抗擦伤能力是影响其精度和使用寿命的关键因素之一。导轨面的材质及其匹配对导轨运动副的摩擦学特性和机床(尤其在重载低速运行情况下)的动态稳定性影响甚大。在近代,随着导轨耐磨性、精度要求的不断提高,国外首先出现了陶瓷导轨。在纳米级加工设备和医疗器械等需要非磁性环境的用途中,将陶瓷材料作为耐磨副可以获得摩擦系数小、耐磨损、防爬行、定位准确、耐老化、耐酸碱的导轨摩擦副,因此陶瓷材料有望成为提高机床加工精度、延长导轨副使用寿命的良好选择[1-4]。
正因为陶瓷材料的高硬度、高耐磨性和检测手段的局限,想要加工出高精度的陶瓷导轨工艺复杂[5-9]。本文研发一套基于工业机器人的研磨抛光系统[10-13],对具有微米级精度的陶瓷导轨进行抛光,提高其表面光洁度,通过平面干涉仪检测其面型精度,根据检测出的面型数据及特点,结合相关的抛光工艺,规划出下一次抛光时运动轨迹并加工,重复上述过程直至陶瓷导轨面型达到设计的面型精度要求。
平面干涉仪可以达到纳米级检测,提供了超精密陶瓷导轨加工的检测依据;而且平面干涉仪可以还原整个面型特征和高频误差,为陶瓷导轨面的面型分析和工艺研究提供数据。机器人抛光系统采用把规划轨迹编制成加工程序文件,输入加工设备实现加工[14-15],保证了同一运动轨迹的一致性,加工结果便于工艺研究与分析。
1 系统组成
1.1 工业机器人
本文采用的工业机器人为德国KUKA的KR60HA中负荷高精度六轴机器人。机器人负荷60 kg,最大作用范围2 033 mm,重复精确度优于±0.05 mm。
机器人本体实现陶瓷导轨加工过程中的平面研磨抛光运动,其研磨抛光轨迹是复杂的曲线。首先需要对运动轨迹进行规划,然后通过离线编程方式把规划好的运动轨迹转换成机器人能够运行的程序文件,把文件导入机器人的独立控制系统KRC2,实现规划轨迹的连续运动。
1.2 研磨抛光头
抛光轴采用内装式电机驱动主轴,电机转子直接装在抛光主轴上,电机的定子固定在电机座上,通过固定座安装在工业机器人法兰盘上。电机采用无刷直流力矩电机,可方便地进行主轴的无极变速,同时消除了电刷引起的摩擦振动。抛光头基本结构如图1所示,由主轴、力矩电机、弹簧、伸缩轴、弹性筒夹、研磨抛光盘等组成。
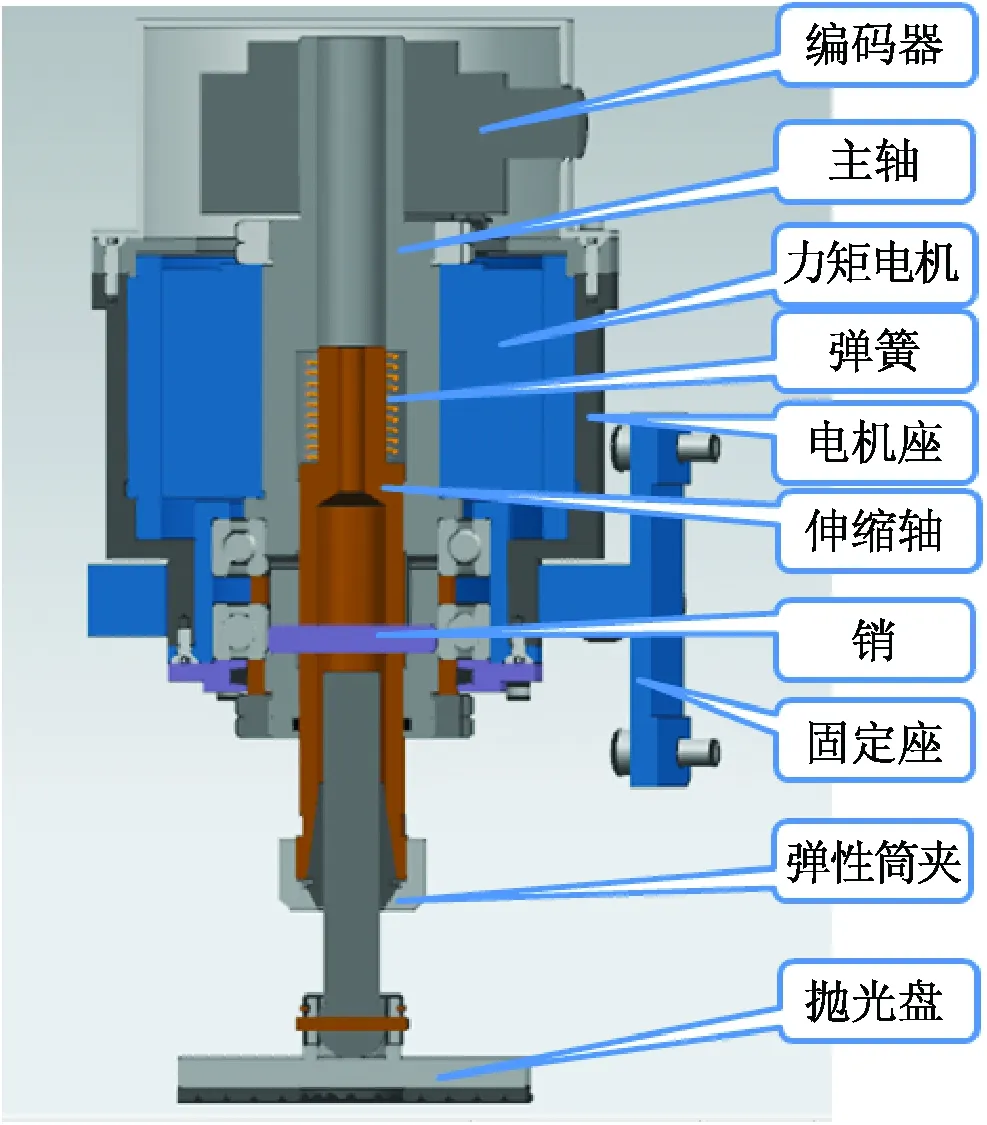
图1 研磨抛光头基本结构
该结构具有以下技术特点:主轴通过销带动伸缩轴转动;伸缩轴通过销与腰形槽的配合实现伸缩功能,避免抛光盘给工件带来刚性冲击,并通过弹簧实现抛光压力的调整;抛光盘与抛光杆球头接触,实现抛光盘与工件的充分接触;弹性筒夹用于夹持抛光工具,采用标准弹簧夹头,方便拆卸安装工作,为实际应用提供了便利;电机及输出轴为主轴提供动力,采用分装式电机有利于作动静平衡,可以降低运动中的自激振动。
抛光头电机选择AEROTECH的S-130-81无刷直流力矩电机,驱动器选择Copley的XTL-230-18,抛光头的运动控制采用速度控制模式。抛光系统首先需要进行基本配置,输入电机、驱动器和编码器的相关参数,进行电流环和速度环的调试,直至调试结果满足设计要求。最后对抛光系统进行监测,监测的电机参数有指令速度、实际电机速度和实际电流,监测的状态有软硬件是否使能、相位是否出错等。
1.3 陶瓷导轨的加工过程
高精度陶瓷导轨的加工流程如图2所示,先用天然或合成化合物经过成形和高温烧结形成陶瓷毛坯件(陶瓷导轨),然后对其4个面进行反复磨削和研磨加工,使陶瓷导轨面的面型达到微米级精度要求(采用光学样板对导轨面型进行检测),再用机器人抛光系统对陶瓷导轨面进行抛光,使陶瓷导轨的表面光洁度提高,当其光洁度达到一定程度时(平面干涉仪能检测出陶瓷导轨的面型数据)。通过平面干涉仪检测其面型精度,根据检测出的面型数据及特点,结合相关的抛光工艺,规划出下一次抛光时运动轨迹,编制成机器人抛光系统可直接执行的程序文件,结合机器人抛光系统对陶瓷导轨进行下一次加工,重复上述过程直至陶瓷导轨面型达到设计的精度要求。
2 实验结果
陶瓷导轨在经过研磨加工到达微米级精度之后,为了能够检测其面型精度,必须把导轨面抛亮,使用干涉仪对其进行面型检测。实验过程中机器人抛光系统首先对具有微米级精度的陶瓷导轨面进行抛亮处理,ZYGO干涉仪采集的原始检测面型如图3所示,陶瓷导轨尺寸为400 mm×200 mm。根据检测得到的面型,对陶瓷导轨面进行了3 d的抛光,每天抛光完后重新进行一次检测,实验面型结果如图4~6所示。
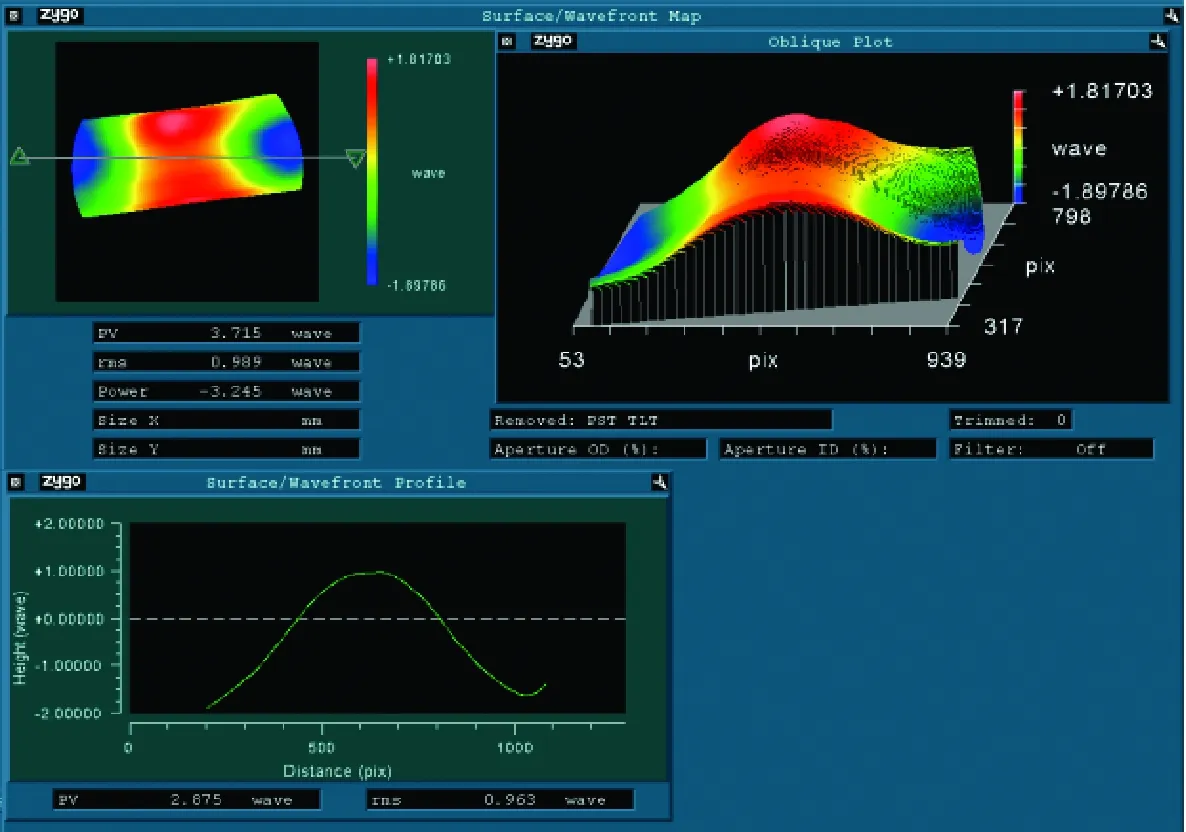
图3 陶瓷导轨抛亮后的原始检测面型
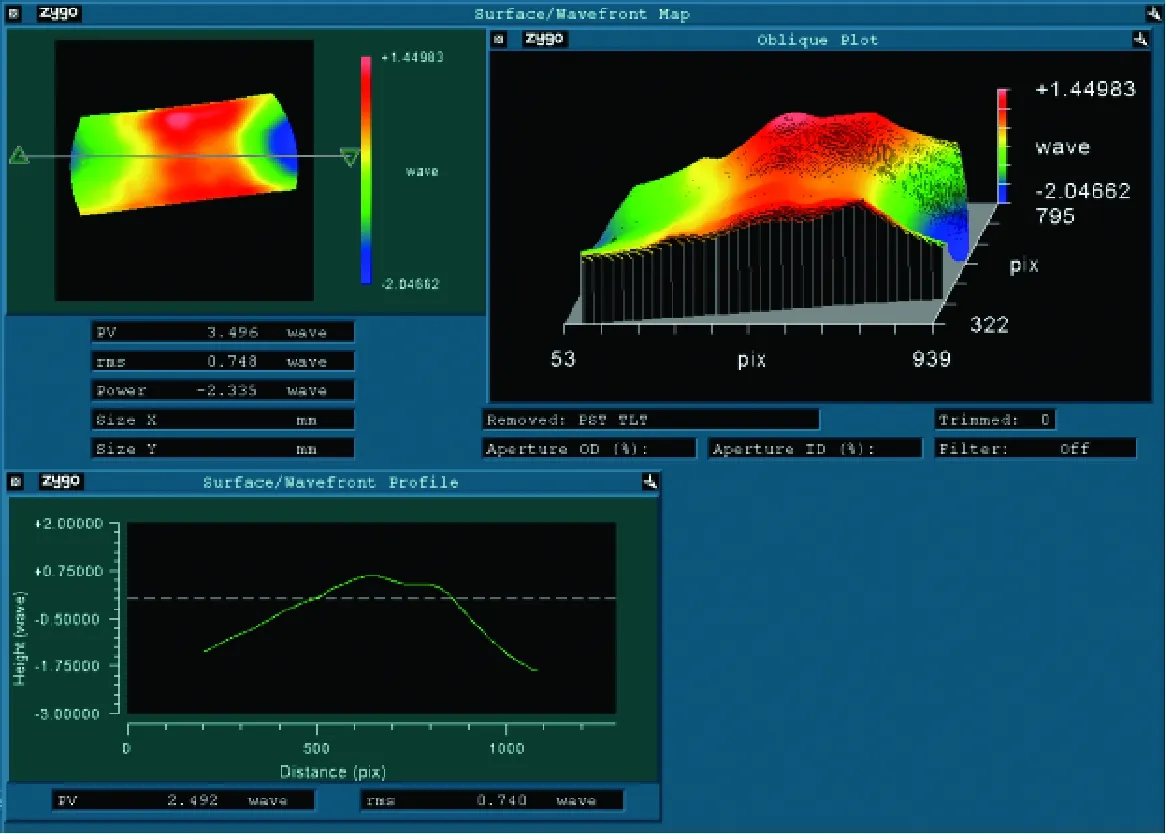
图4 第1 d加工后检测面型
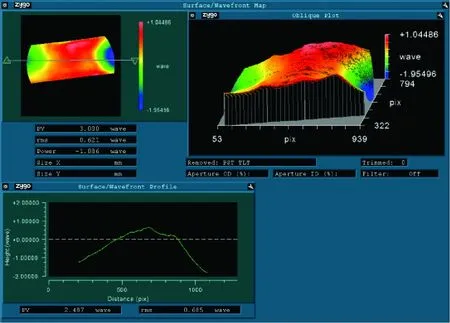
图5 第2 d加工后检测面型
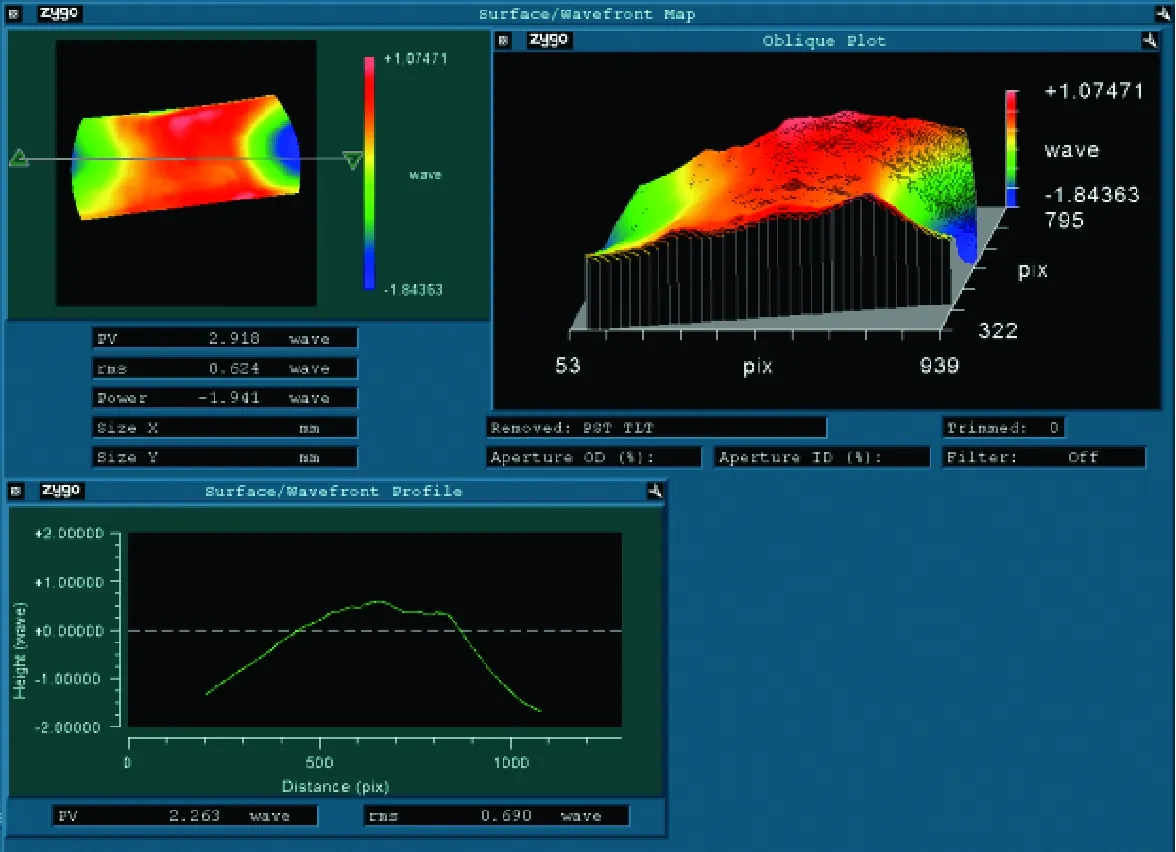
图6 第3 d加工后检测面型
3 d抛光的面型实验数据如表1所示,PV值(峰谷值)由2.348 mm降低到1.844 mm,RMS(均方根)由0.625 mm降低到0.394 mm,面型精度较原先得到了改善。

表1 3 d抛光的加工结果 mm
3 结 语
本文设计的机器人抛光系统结合了工业机器人的加工优点、超精密的抛光工艺和平面干涉仪的检测技术,实现了对高硬度和高耐磨性陶瓷导轨的高精度加工。由于陶瓷材料的去除特性相关的实验数据还不够,需要进一步实验,继续优化抛光压力、运动轨迹、运动速度、加工时间、抛光盘口径等参数对陶瓷材料去除量的影响,逐步建立专家系统,从而更好地指导陶瓷导轨的高精度加工。
[1] 孙军龙, 刘长霞, 王亮申. 载荷和添加透辉石/AlTiB对氧化铝基陶瓷导轨材料摩擦磨损特性的影响[J]. 鲁东大学学报(自然科学版),2013, 29(1): 83-88.
SUN Jun-long, LIU Chang-xia, WANG Liang-shen. Effect of Load and Adding Diopside/AlTiB on Friction and Wear Behaviors of Alumina Matrix Ceramic Guideway Materials[J]. Ludong University Journal(Natural Science Edition), 2013, 29(1): 83-88.
[2] 刘长霞. Al2O3基大型结构陶瓷导轨材料及其摩擦磨损性能研究[D]. 济南:山东大学,2007.
[3] 信迎春. 大尺寸、高精度陶瓷导轨制备工艺探索[D]. 北京:清华大学,2011.
[4] 罗水新. 混合陶瓷直线型滚柱导轨副的研究与设计[D]. 秦皇岛:燕山大学,2013.
[5] 袁巨龙,王志伟,文东辉,等. 超精密加工现状综述[J]. 机械工程学报, 2007, 43(1): 35-48.
YUAN Ju-long, WANG Zhi-wei, WEN Dong-hui,etal. Review of the Current Situation of Ultra-Precision Machining[J]. Chinese Journal of Mechanical Engineering, 2007, 43(1): 35-48.
[6] 葛宰林,江亲瑜. 现代陶瓷及表面超精密加工[J]. 大连大学学报, 2003, 24(6): 24-28.
GE Zai-lin, JIANG Qin-yu. New ceramics and its precise manufacturing[J]. Journal of Dalian University, 2003, 24(6): 24-28.
[7] 李 军,朱永伟,左敦稳,等. Nd:Y3Al5O12透明陶瓷的超精密加工[J]. 硅酸盐学报, 2008, 36(8): 1178-1182.
LI Jun, ZHU Yong-wei, ZUO Dun-wen,etal. Ultra-Precision Machining of Transparent Nd:Y3Al5O12Ceramics[J]. Journal of the Chinese Ceramic Society, 2008, 36(8): 1178-1182.
[8] 纪宏波, 彭 岩, 周芬芬, 等. 氧化锆陶瓷平面零件超精密研磨实验的研究[J]. 机电工程, 2013, 30(9): 1059-1062、1105.
JI Hong-bo, PEN Yan, ZHOU Fen-fen,etal. Experimental study on ultra-precision lapping for zirconia ceramic plane[J]. Journal of Mechanical & Electrical Engineering, 2013, 30(9): 1059-1062、1105.
[9] 冯凯萍, 吕冰海, 邓乾发, 等. 氮化硅陶瓷球双平面抛光技术[J]. 轴承, 2013(3): 11-15.
FENG Kai-ping, LÜ Bing-hai, DENG Qian-fa,etal. Dual-Plane Polishing Technology for Silicon Nitride Ceramic Balls[J]. Bearing, 2013(3): 11-15.
[10] 郭彤颖, 曲道奎, 徐 方. 机器人研磨抛光工艺研究[J]. 新技术新工艺, 2006(1): 84-85.
GUO Tong-ying, QU Dao-kui, XU Fang. Research on Robot Gringing and Polishing Processing Technology[J]. New Technology & New Process, 2006(1): 84-85.
[11] 韩光超, 张海鸥, 王桂兰, 等. 基于游离磨料的机器人抛光工艺实验研究[J]. 中国机械工程, 2007, 18(18): 2152-2155.
HAN Guang-chao, ZHANG Hai-ou, WANG Gui-lan,etal. Experimental Study on the Robotic Polishing Process with Dissociating Abrasive[J]. China Mechanical Engineering, 2007, 18(18): 2152-2155.
[12] 金仁成, 李水进, 唐小琦, 等. 研磨机器人系统及其运动控制[J]. 机械科学与技术, 2000, 19(4): 568-570.
JIN Ren-cheng, LI Shui-jin, TANG Xiao-qi,etal. Polishing Robot System and the Control of Its Motion[J]. Mechanical Science and Technology, 2000, 19(4): 568-570.
[13] 夏 天. 工业机器人运动学标定及误差分析研究[D]. 上海:上海交通大学, 2009.
[14] 林少丹,傅高升,刘 克, 等. 自动磨抛系统中工业机器人示教操作过程分析[J]. 福建工程学院学报, 2011, 9(3): 213-217.
LIN Shao-dan,FU Gao-sheng,LIU Ke,etal. Analysis on the demonstration operation process of industrial robots used in automatic grinding and polishing system[J]. Journal of Fujian University of Technology, 2011, 9(3): 213-217.
[15] 赵玉侠, 狄杰建, 高德文, 等. MOTOMAN工业机器人在焊接条件下的示教编程与实验研究[J]. 实验室研究与探索, 2010, 29(9): 59-63.
ZHAO Yu-xia, DI Jie-jian, GAO De-wen,etal. Teaching Programming and Experiment Research of MOTOMAN Industrial Robot under Welding Condition[J]. Research and Exploration in Laboratory, 2010, 29(9): 59-63.
猜你喜欢
九江学院学报(自然科学版)(2022年2期)2022-07-02
选煤技术(2022年2期)2022-06-06
石材(2022年1期)2022-05-23
中学生数理化(高中版.高考理化)(2022年3期)2022-04-26
军事文摘(2020年18期)2020-10-27
计测技术(2020年6期)2020-06-09
石材(2020年2期)2020-03-16
中国特种设备安全(2019年7期)2019-09-10
航天电子对抗(2019年4期)2019-06-02
新能源科技(2018年10期)2018-02-15
