
表面涂层玻璃钢化质量的探讨
2014-02-07 06:35唐锐宁
网印工业 2014年11期
表面涂层玻璃钢化质量的探讨
中国经济在全球经济体系中,扮演着越来越重要的角色。中国的平板玻璃及其深加工水平和规模举世瞩目!丝网印刷玻璃、喷涂喷绘玻璃、阳光控制及低辐射(LOW-E)镀膜玻璃等表面涂层玻璃,正在以炫丽的姿彩不断的改变着我们每一个人的生活!进而在改变着世界!
我们是表面涂层玻璃的制造者和推广使用者!所以,我们是改变和推动世界的人!我们有责任制造和推广使用合格的、高品质的、安全环保的表面涂层玻璃!
如何保证“表面涂层玻璃的钢化质量”是我和大家今天讨论与分享的主题!
表面涂层玻璃的特性及容易产生的质量缺陷分析
吸热特性及易产生的质量缺陷
透明浮法玻璃、阳光控制镀膜玻璃、Low-E玻璃光谱曲线。(见图1)
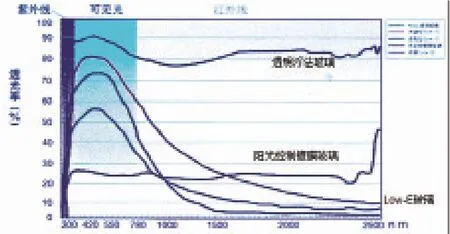
图1 透明浮法玻璃、阳光控制玻璃、Low-E玻璃光谱曲线

佛山索奥斯玻璃技术有限公司 唐锐宁
由图可推:玻璃对钢化炉加热室内上下发热元件红外辐射热的吸收产生重大差异。
①透明浮法玻璃:在红外光谱区间内透光率约80%~90%左右,玻璃上下表面吸热同步、对称,在吸热历程中始终可保持平直。
②阳光控制镀膜玻璃:在红外光谱区间内透光率约25%~50%左右,玻璃吸热因上表面膜层反射而减弱,形成上慢下快不同步、不对称,在吸热未饱和前产生上翘弯曲及下表面“白线”。
③ Low-E玻璃:在红外光谱区间内透光率趋向10%以下。玻璃吸热因上表面膜层的强烈反射而大幅度减弱,形成上慢下快极不同步、极不对称,在吸热未饱和前甚至饱和后依然存在严重上翘弯曲及严重下表面“白线”。
④印刷喷涂喷绘玻璃:由于油墨材质以及厚度、颜色原因,在红外光谱区间内透光率趋于0,玻璃上表面的吸热速率及热膨胀加剧,导致在吸热未饱和前甚至饱和后依然存在严重下弓弯曲及“撞头蹦角”现象,与LOW-E玻璃相反。
表面涂层玻璃质量缺陷解决方案的探讨
由于涂层材料材质、涂层工艺的差异,导致并加剧了质量缺陷成因的差异,决定了其解决方案完全不同。
1.质量缺陷分类
最常见也是最致命的是以下几点:
①镀膜(阳光膜及LOW—E膜)玻璃:严重上翘弯曲及下表面“白线”;
②印刷喷涂喷绘玻璃:严重下弓弯曲及“撞头蹦角”;
③划伤、麻点、针孔、氧化变色。
2.质量缺陷解决方案
由于镀膜(阳光膜及LOW—E膜)玻璃、印刷喷涂喷绘玻璃,在钢化加热中的弯曲方向“背道而驰”,两种产品在同一条钢化炉上交替生产,从钢化设备及钢化工艺角度来看,确实成为一道难题,从追求理想钢化品质出发,可用钢化炉试试。
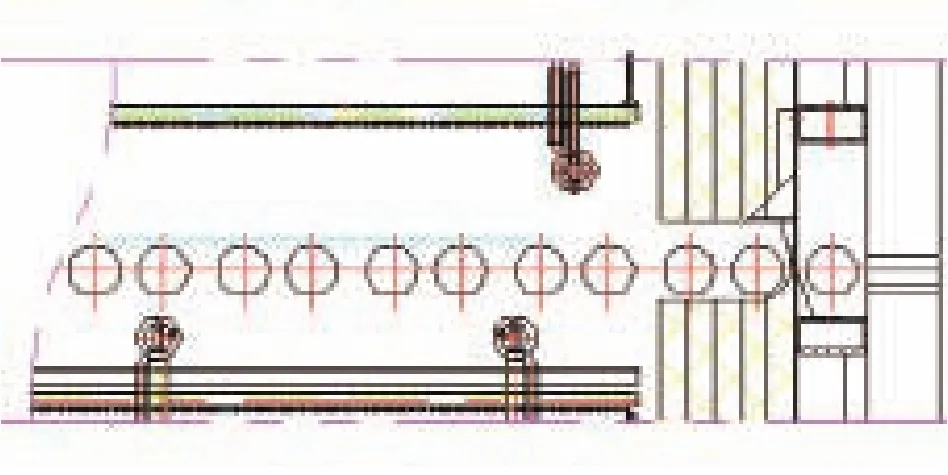
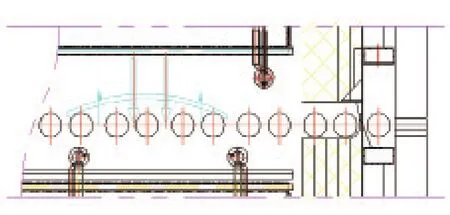
①镀膜(阳光膜及LOW—E膜)玻璃:
·采用双向自热式压缩空气强制对流加热系统(实用新型专利:ZL2008 2 0043359.7),加强上表面膜层吸热效率,使其上下两面的吸热对称,使上翘弯曲减少直止消失,确保板面平整消除白线。
·尽可能减小传动陶瓷辊道的热容量(减小辊径、 加大间距)。
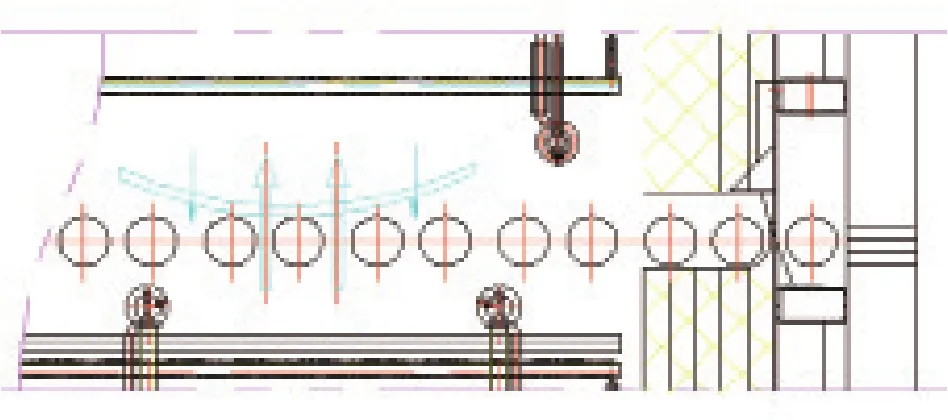
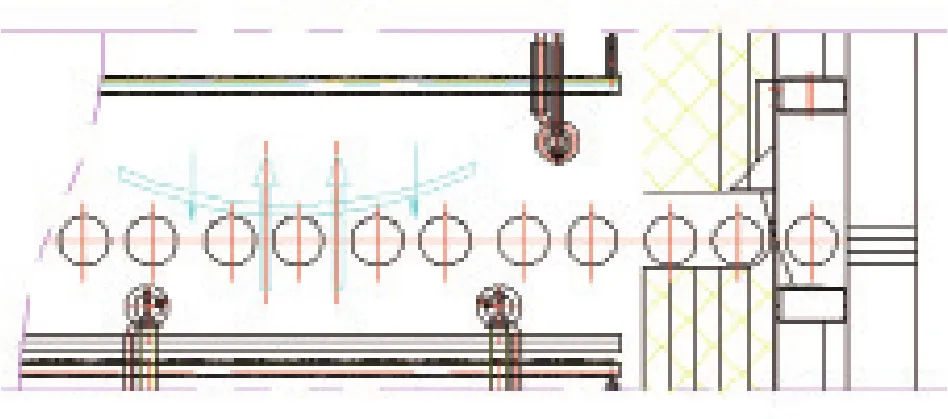
② 印刷喷涂喷绘玻璃:
·尽可能加大传动陶瓷辊道的热容量(加大辊径、 减小间距)。
·尽可能加大下表面加热功率,适当减少上表面加热功率,适当调整加热元件热辐射距离。
3.表面涂层玻璃物化性能:
①镀膜玻璃:无论阳光控制膜还是Low-E膜,其膜层极易产生划伤、氧化变色、脱落,尤其是在钢化高温及往复摆动条件下。
30倍放大状态图
300倍放大状态图
②印刷喷涂喷绘玻璃:无论是低温油墨钢化后印刷喷涂喷绘,还是高温油墨钢化后印刷喷涂喷绘,其对钢化过程中机械性划伤、粉尘微粒粘结及钢化加热历程的反应更加明显和敏感,极易导致明显划伤、针孔、色差甚至彩虹斑。
10000倍放大状态图
3000倍放大状态图
③两种类型钢化炉均需解决的共性问题:
·采用炉内介质温度严格控制在680℃±2℃以下,保证涂层不产生氧化变色、脱膜。(485技术)
·采用310S技术(抗氧化耐高温合金内胆防护﹑引孔防尘结构),表面硫化发热丝及95硅挂件,有效防止炉内元件掉渣,减少玻璃“滚伤”及麻点、 针孔的产生。
·采用陶瓷辊道表面“滚烫”技术,有效减少玻璃机械性划伤。
·加装炉内“自洁”装置,及时排除油墨稀释剂不完全燃烧灰烬的沉积,减少炉膛污染,提高表面质量。
·加装炉内“自洁”装置,及时排除油墨稀释剂不完全燃烧灰烬的沉积,减少炉膛污染,提高表面质量。
回顾与总结
①镀膜玻璃上翘弯曲←压缩空气对流专利技术
②印刷喷涂喷绘玻璃下弓弯曲←加强下部热容量技术
③划伤麻点针孔变色←(485+310S+滚烫+自洁系统)成套技术
索奥斯精神
热情负责甘做合作伙伴,专业专注力做百年品牌!
猜你喜欢
材料保护(2022年9期)2022-12-07
河北果树(2022年1期)2022-02-16
上海塑料(2021年3期)2022-01-06
北京农学院学报(2021年4期)2021-11-09
建材发展导向(2021年18期)2021-11-05
影像视觉(2020年5期)2020-06-30
建筑与预算(2020年5期)2020-06-15
玻璃(2020年5期)2020-06-10
建筑与预算(2020年4期)2020-06-05
建筑与预算(2020年2期)2020-04-16
