木棉纤维保暖絮片的探究
2014-01-15 10:02薛少林西安工程大学纺织与材料学院西安710048
产业用纺织品 2014年8期
樊 星 薛少林 (西安工程大学纺织与材料学院,西安,710048)
1 木棉纤维保暖絮片的工艺设计及制备
1.1 加工工艺流程设计
根据西安工程大学非织造实验室的设备情况,木棉纤维保暖絮片的加工工艺流程设计为:混合纤维→WL-GK-A-500开松机→WL-GK-D-500给棉机→WL-GS-A-500梳理机→WL-GP-B-800铺网机→进料机→WL-GZ-A-800预针刺机→成卷机。
1.2 纤维混纺配比
本文主要开发以木棉纤维为原料的保暖絮片,同时用到棉纤维、涤纶,设计了5组不同组分及工艺的保暖絮片,对比分析木棉纤维非织造保暖絮片的工艺及性能。同时以棉纤维、涤纶作为参考对照,开发出了面密度为200 g/m2的几种不同规格的非织造保暖絮片。
由于木棉纤维具有长度短,强度低,容易飞扬、漂浮等特性,在传统纺织设备上很难加工木棉纤维[1]。经多次试验,将木棉纤维的比例提高到最大限度,以更好地反映木棉保暖絮片的特性[2]。按照质量分数木棉30%、涤纶70%的比例进行配比,将试样分成5组,其中第1、2、3组为30%木棉与70%涤纶进行混合,第4组为100%涤纶,第5组为30%棉与70%涤纶进行混合(见表1)。第4、5组与第1、2、3组在不同的工艺参数下进行比较。
1.3 针刺工艺参数设计
1.3.1 针刺密度设计
非织造保暖材料的加固方法有针刺、黏合等,针刺法非织造布更加环保无污染,本文采用针刺法加固。利用刺针使得纤网中的纤维缠结、压缩、抱合,由二维变成三维立体空间结构,获得所需的强力[3]。本文选用太仓市双凤非织造布设备有限公司制造的小型针刺非织造布生产线,该套设备的所有机器均采用变频调速。采用WL-GZ-A-800型预针刺机进行加固,该机植针密度为1 750枚/m2。机器速度由频率表示,每赫兹对应的针刺速度为20次/min,预进料及预出料速度为0.085 m/min。针刺时预进料速度设计为0.51 m/min,预出料速度设计为 1.02 m/min。
保暖絮片的质量与加工工艺参数的合理选择有着密切的关系,尤其是絮片的针刺密度直接影响其保暖性和弹性[4]。针刺保暖絮片较为理想的针刺密度为110~160刺/cm2。
表1为设计5组试样的针刺密度。
1.3.2 针刺深度设计
针刺时,适当地增加针刺深度可以加大刺钩带动纤维移动的距离,加强纤维间的纠缠,增加纤维之间的抱合力及摩擦力,从而提高纤网的强度。但刺得过深,纤网中的纤维损伤太大,其强力反而下降[5]。随着针刺密度的增大,织物的面密度减小,密度增大,厚度及孔隙率先减小、后有上升趋势,拉伸断裂强度、初始模量先上升达到最高值,然后开始下降,断裂伸长下降,回弹性增加,透气性先减小后增大[6]。经过查阅资料及试验研究,为了更好地体现保暖絮片的保暖性能,本文将针刺深度设置为7 mm。
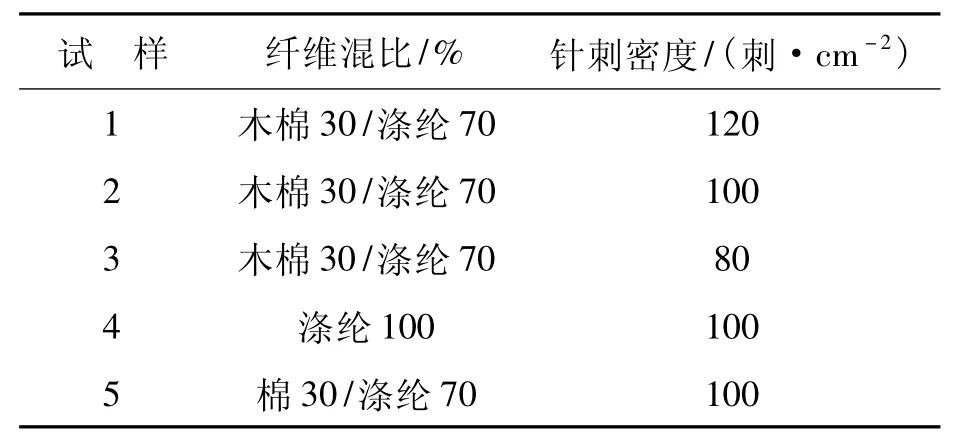
表1 试样的针刺密度
2 保暖絮片的性能测试及分析
2.1 拉伸性能测试结果与分析
测试仪器:YG(B)026D-500型电子织物强力机。
测试条件:试样尺寸20 cm×5 cm,试验次数为5。
测试依据:FZ/T60005—1991《非织造布断裂强力及断裂伸长的测定》。
测试结果见表2,表中数值为平均值。
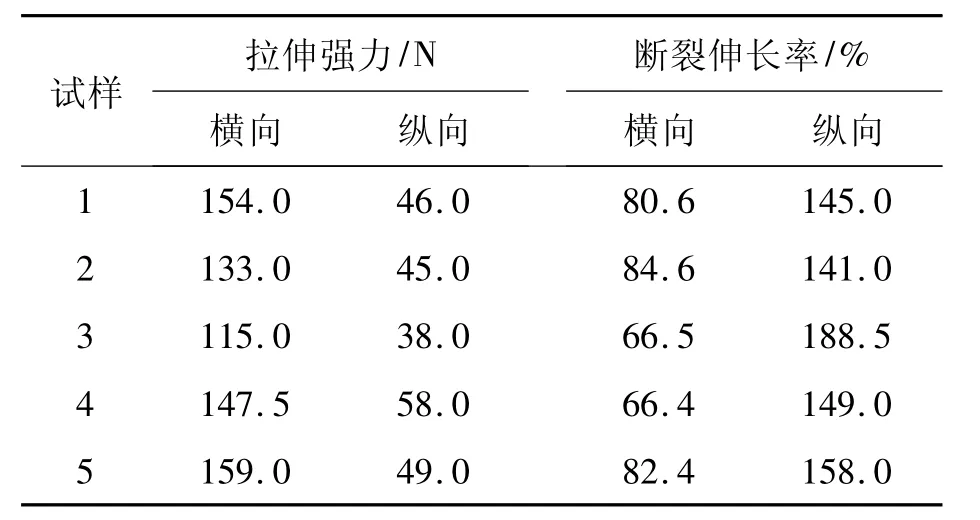
表2 保暖絮片的拉伸性能测试结果
由表2可以看出,针刺保暖絮片的横向拉伸强力远大于纵向拉伸强力,这与针刺保暖絮片的生产工艺有关。本次开发时采用交叉折叠铺网[1],由于交叉折叠铺网方向与纤维输出方向垂直,所以使得其横向强力大于纵向强力。同时受到铺网方式的影响,横向拉伸断裂伸长率远小于纵向拉伸断裂伸长率。
对比试样1、2、3可以看出,对于相同组分材料,随着针刺密度的增加,横向拉伸强力逐渐增大;而针刺密度的变化对纵向拉伸强力的影响不是很大。这是由于随着针刺密度的增大,纤维网中纤维与纤维之间相互纠缠的概率增加,纤维间的纠缠得到增强,纤维与纤维之间的抱合力和摩擦力增加,因此纤维网的强力提高[5]。
2.2 透气性能测试结果与分析
测试仪器:YG461L型数字织物透气量仪。
测试条件:试样面积20 cm2。该仪器的孔板直径为自动调节,孔板直径第(8)组为8.0 mm,其余各组为14.5 mm,试样压力为100 Pa,试验次数为10。
测试依据:GB/T5453—1997《纺织品 织物透气性的测定》。
试验数据见表3。
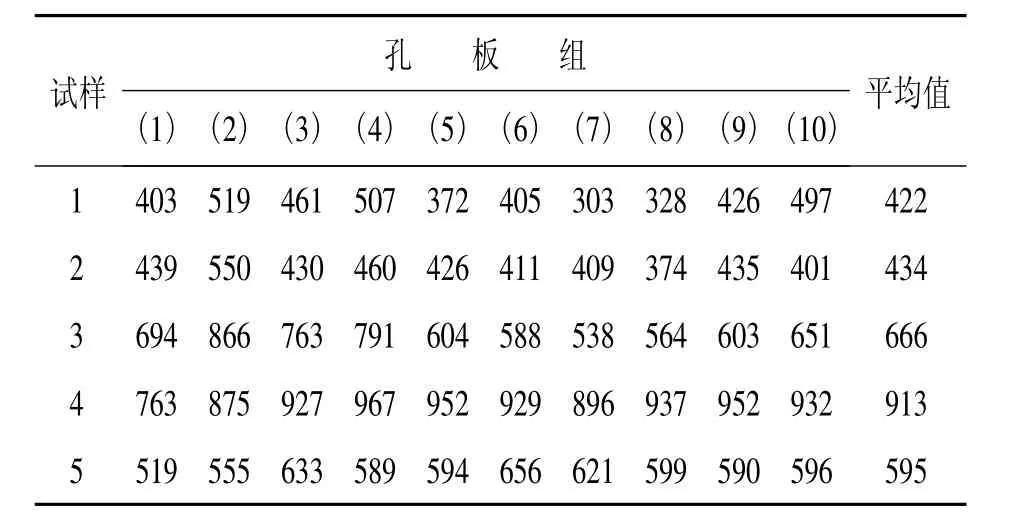
表3 保暖絮片的透气性测试结果 (单位:mm/s)
由表3可以看出,(1)、(2)、(3)孔板组中,随着针刺密度的降低,针刺保暖絮片的透气性增加。这是因为针刺密度降低,纤维与纤维之间缠结的概率减小,从而保暖絮片的孔隙增大[7],透气性增加。
2.3 蓬松度与压缩性能测试
测试仪器:YG141型织物测试仪,压脚面积2 000 mm2,基板直径大于压脚直径50 mm,2 000 g重锤,静止30 s。重复3次后,测定试样四脚高度,求其平均值h0,共测3块试样,取平均值。蓬松度测试结果见表4。
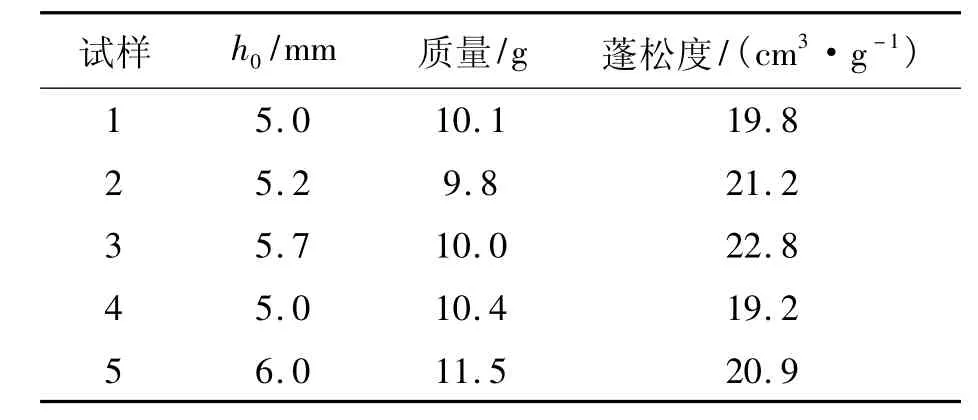
表4 保暖絮片的蓬松度测试结果
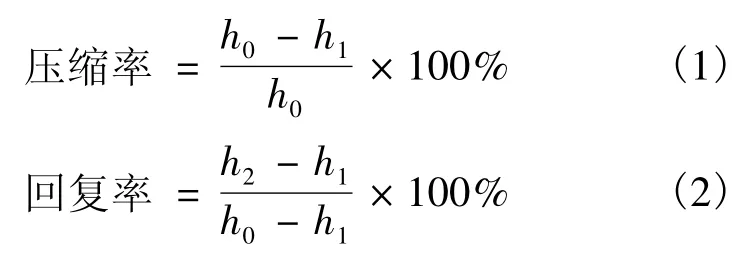
压缩性能测试如下:按上述方法测定试样四脚的平均高度h0;然后在模板上加2个重锤(4 000 g),30 s后再测定四脚高度,计算平均值h1;除去重锤3 min后再测四脚高度,计算平均值h2。共测3块试样,求其平均值。按下式计算压缩率和回复率:
压缩性能测试结果见表5。
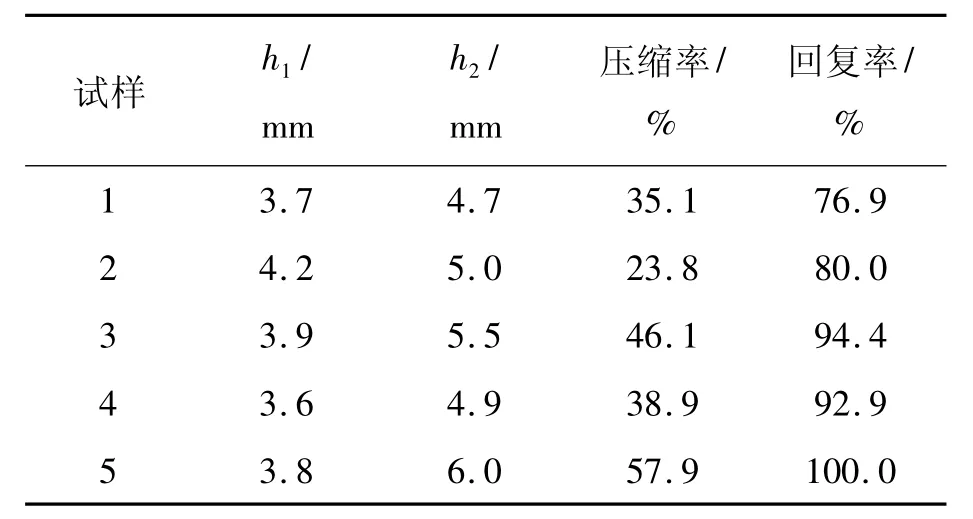
表5 压缩性能测试结果
由表4和表5中试样1、试样2、试样3的数据可以看出,随着针刺密度的增大,木棉保暖絮片的蓬松性和压缩回复率减小,而且针刺密度为80刺/cm2时蓬松性最好;由试样2、试样4、试样5的数据可以看出,相同针刺密度下,木棉保暖絮片的蓬松性优于其他纤维保暖絮片,但压缩回复率不及其他纤维保暖絮片。
2.4 保暖性能测试
非织造保暖絮片的保暖性能是其最重要的性能,它的使用价值就在于保暖性能的好坏。保暖材料在两面有温度差的条件下,从温度较高的一面向温度较低的一面传递热量的性能称为导热性。导热性越好,非织造保暖絮片的保暖性能就越差。根据国家标准的规定,纺织品的保温性能可用保温率、导热系数、克罗值等表示,本文采用保温率来反映其保暖性能[2]。
测试仪器:4个相同规格的易拉罐筒,4个相同规格的温度计,保温发泡膜和包覆布各4片,橡皮塞4个。
测试标准:GB11048—1989《纺织品保温性能试验方法》,室温(22℃)。
试样要求:将试样按照易拉罐侧面面积进行裁剪,每个样品各5块,牢固贴紧在易拉罐表面,并且用包覆布片包裹在外表面。
保温率计算公式:

式中:t2——1 h 后温度;
t0——起始温度。
测试结果见表6。参照组为表面不包裹保暖絮片的一组。
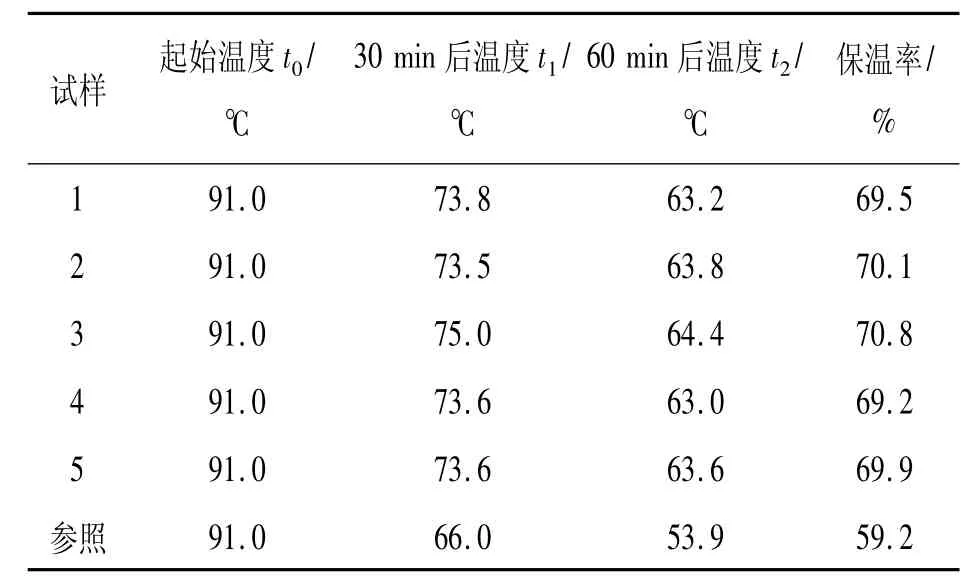
表6 保温率测试结果
由表6中的试样1、试样2、试样3数据可知,针刺密度对木棉纤维非织造保暖絮片的保暖性能有一定的影响,当针刺密度为80~120刺/cm2时,随着针刺密度的增加,非织造保暖絮片的保暖性能变差;由试样2、试样4、试样5数据可知,在相同工艺参数下,木棉纤维保暖絮片的保暖性能优于其他纤维组分材料。可见木棉非织造保暖絮片是一种较优良的保暖材料,由此得到了一条合适的木棉纤维非织造保暖絮片的开发路径。
3 结语
经过试验得到,木棉纤维和涤纶混纺针刺保暖絮片的保暖性能优于其他纤维与涤纶混纺的保暖性能;在组分相同的情况下,当针刺深度一定时,针刺密度增加,针刺保暖絮片的保暖性能降低。因此,木棉纤维与涤纶混纺可以开发出性能较为优良的非织造保暖絮片。
[1]姚穆.纺织材料学[M].北京:纺织工业出版社,1993.
[2]刘维.木棉保暖材料及其保温机理的研究[D].上海:东华大学,2011.
[3]柯勤飞,靳向煜.非织造学[M].上海:东华大学出版社,2004.
[4]王旭.针刺非织造布的空气净化过滤材料的实验与分析[J].洁净与空气技术,2006(1):16-19.
[5]张明.木棉纤维的结构与热性能[J].中原工学院学报,2008(3):49-51.
[6]李波,王秀荣,李彦.针刺非织造布技术与市场现状[J].纺织导报,2007(2):88-91.
[7]郭秉臣.非织造材料与工程学[M].北京:中国纺织出版社,2010.
猜你喜欢
中国纤检(2022年8期)2022-09-22
纺织标准与质量(2022年4期)2022-09-05
纺织标准与质量(2022年2期)2022-07-12
纺织标准与质量(2022年2期)2022-07-12
小资CHIC!ELEGANCE(2016年28期)2016-12-16
国际纺织导报(2016年6期)2016-09-18
中国纤检(2016年7期)2016-08-08
中国纤检(2016年4期)2016-05-06
化纤与纺织技术(2015年1期)2015-12-26
中国棉花加工(2015年4期)2015-12-19