
厢式隔膜自动压滤机的应用
2014-01-13 01:47:36马明芳
山西焦煤科技 2014年1期
马明芳
(西山煤电(集团)公司 西铭矿选煤厂,山西 太原 030053)
西山煤电(集团)公司西铭矿选煤厂是一座设计生产能力为210 万t 的动力煤选煤厂,于2007 年建成投产,洗选工艺为“重介+螺旋”联合分选。主要入洗西铭矿井的高硫贫煤和低硫瘦煤。近年来,由于采煤机械化程度的不断提高和煤质的不断下降,入洗原煤中细颗粒含量急剧增加,导致细煤泥回收系统无法满足正常生产需要,影响选煤厂效益。为此,通过可行性分析,将原3 台KZG250/1500 - U/X 型压滤机更换为2 台KZG650/2000 -U 型压滤机,取得了较好的效果。
1 细煤泥回收工艺
西铭矿选煤厂原煤洗选流程为:原煤经预先脱泥后,50 ~1.0 mm 采用重介旋流器排矸,1.0 ~0.5 mm采用螺旋分选机分选,≤0.5 mm 细煤泥采用压滤机回收。细煤泥主要来源于水力分级旋流器溢流和螺旋矸石旋流器溢流。细煤泥经601 浓缩机浓缩、澄清后采用压滤机回收。细煤泥脱水工艺流程见图1。
压滤机入料来源为601 浓缩机的底流,小筛分试验分析结果见表1。
从表1 可以看出:入料中≤0.125 mm 的微细颗粒占80.51%。入料粒度越小,煤泥产品黏性越大,越难卸料,且产品水分高。
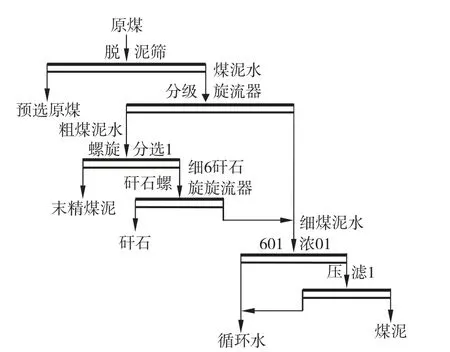
图1 细煤泥脱水工艺流程图
2 原KZG250/1500 -U/X 型压滤机使用情况
现阶段,西铭矿选煤厂核定生产能力已近290 万t/年,比原设计处理能力高约80 万t/年,生产时间由年生产300 天,每天16 h 增加至年生产330 天,每天20 h。同时,继2013 年9 月以来,入洗原煤灰分升高,细粒级含量增高,导致原压滤机处理能力不能满足生产需求。原压滤机处理能力小,在投产时即投入使用,使用年限长,设备老化,处理能力降低,检修时间增多,维修成本高。
2.1 处理能力低
原KZG250/1500 - U/X 型压滤机完成一次进料、卸料过程共需12 min,排料60 板/班,处理量为3t/板,可处理煤泥3 t/板×60 板×3 台=540 t。
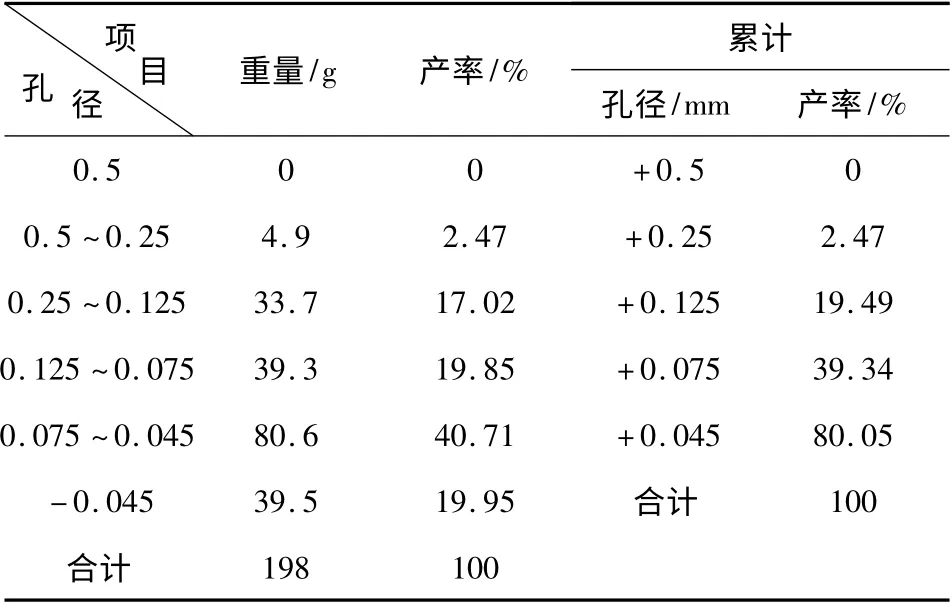
表1 压滤机入料小筛分试验报告表
2.2 多项自动化功能失效
原压滤机多项自动化功能失效,进料、卸料不能实现全自动。当进料浓度发生改变时,需人工控制入料时间;反吹功能失效,卸料只能靠自重和人工,由于入料中≤0.125 mm 微细颗粒占80.51%,煤泥产品黏性大,给卸料带来困难,增加了职工劳动强度。
2.3 检修时间长
因使用年限过长,设备严重老化,同时由于设备高负荷长期运作,检修时间少,各零部件损坏频繁,在生产过程中经常出现问题,严重影响了选煤厂生产。
2.4 维护成本高
人工卸料加大了滤布、滤板的破损量,增加了维护成本费用。
3 新KZG650/2000 -U 型压滤机使用情况
3.1 处理能力大
现KZG650/2000 -U 压滤机完成一次进料、卸料过程共需14 min,排料45 板/班,处理量为10 t/板,可处理煤泥10 t/板×45 板×2 台=900 t,满足了生产需求。
3.2 自动化程度高
KZG650/2000 -U 型压滤机实现了滤板压紧,过滤、压榨、反吹、洗涤、滤板松开、卸料等各道工序的自动化控制。
3.3 滤饼水分降低
由于入料中≤0.125 mm 微细颗粒占80.51%,煤泥产品黏性大,脱水难度大,而KZG650/2000 -U型压滤机配置了隔膜板,过滤后通过水压或气压改变滤室容积,对滤饼进行压榨,进一步降低了滤饼水分,由23% ~25%降至16% ~18%。
4 效益分析
4.1 维修成本降低
细煤泥脱水工艺中原使用3 台KZG250/1500 -U/X 型压滤机,由于设备老化严重,各零部件损坏频率较高,导致维护成本增高,后更换为2 台KZG650/2000 -U 型压滤机。其零部件损耗情况见表2。
原KZG250/1500 -U/X 型压滤机年消耗材料费为2 995 200 ×3 台=898.56 万元,新KZG650/2000-U 型压滤机年消耗材料费为1 502 250 ×2 台=300.45 万元,年节约材料费598.11 万元。

表2 新旧压滤机零部件耗损对比情况表
4.2 节约人工成本
压滤机由3 台更换为2 台,同时,由于自动化程度提高,岗位操作人员由3 人减为2 人。新型压滤机故障率降低,零部件损坏频率降低,降低了检修人员和岗位操作人员劳动强度。
5 结 论
西铭矿选煤厂使用KZG650/2000 -U 型厢式隔膜压滤机取代原KZG250/1500 - U/X 型压滤机,不仅满足了细煤泥回收的工艺需求,解决了处理能力不足对生产的制约,而且节约了维修成本,降低了使用费用,取得了明显的经济效益和社会效益。
猜你喜欢
选煤技术(2021年3期)2021-10-13 07:33:26
都市生活(2019年6期)2019-08-07 10:02:12
煤矿现代化(2019年5期)2019-07-25 07:05:44
山西化工(2019年1期)2019-03-28 11:33:00
科学与财富(2018年1期)2018-03-03 03:13:34
西部学刊(2017年11期)2017-11-27 19:03:19
财经界·下旬刊(2016年19期)2016-11-16 08:27:44
华夏文化(2016年2期)2016-02-02 06:30:19
选煤技术(2015年3期)2015-12-20 01:46:16
博览群书·教育(2015年3期)2015-09-06 10:15:38
