
三极钩型换向器点焊质量问题的分析与控制
2014-01-13 10:04唐优泉
微特电机 2014年7期
唐优泉
(桂林航天工业学院,桂林541004)
0 引 言
转子是微型电机的关键部件之一,它的质量决定了电机的性能、使用寿命和经济性。而换向器点焊又是制造转子的关键工序。点焊具有生产效率高、工艺简单、漆包圆铜线不用预先脱漆、质量稳定等优点。近年来,随着微型电机行业的发展,点焊设备被广泛采用在换向器点焊作业中,改进点焊质量成为微型电机制造的重要研究课题。本文针对某公司微型直流电机三极钩型换向器点焊质量控制进行探讨。图1 是微型电机三极钩型换向器点焊后的转子。图2 是点焊前换向器钩子与漆包圆铜线示意图。

图1 点焊后微型电机转子
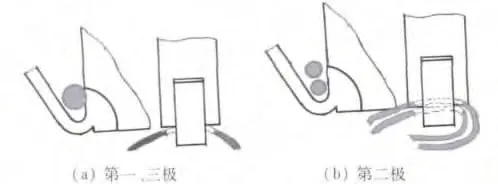
图2 点焊前换向器钩子与电枢绕组线头
1 换向器点焊原理概述
1.1 换向器点焊原理
点焊是两个电极加压工件使两层金属在两电极的压力下形成一定的接触电阻,焊接电流从一电极流经另一电极时在两接触电阻点形成瞬间的热熔接,通常分为双面点焊和单面点焊两大类。三极钩型换向器点焊属于单面多点点焊,图3 是三极钩型换向器点焊时电流通路图。换向器有三个钩子需要点焊,大规模生产时,常采用多点同时点焊方案以提高生产率。多点同时点焊机均为专用开发设备,大部分采用单侧馈电方式,分为三个主电极和一个辅助电极,主电极由熔点高且端面较小的特殊合金制成,辅助电极为点焊机换向器保持用的锥形铜夹头,与焊接电源接通,夹头分为三极,位置与换向器片一致,夹头内孔直径可以调整,收紧时内壁与换向器片正好压紧,保证接触良好,不产生热量;而三个主电极与换向器钩子间在一定电极压力作用下接触,形成接触电阻,通电时此处产生较高热量,使漆包圆铜线和换向器的钩子部达到熔化而牢固地焊接起来。

图3 三极钩型换向器点焊时的一条电流通路图
1.2 点焊机及点焊作业循环简单介绍
(1)三极钩型换向器点焊机介绍
三极换向器点焊机可以在市场上买到。其工作面板如图4 所示。该换向器点焊机有以下特点:换向器三极同时焊接,切换时间为0;漆皮线径Ф0.05~0.5 mm;工作电源为AC 380V/50 Hz,标配逆变直流点焊电源;工作气压为0.4 ~0.7 MPa,运行稳定,保护和修正换向器的圆度、换向片间高度差;具有设定每极焊接电流上下限及检测报警功能。

图4 换向器三极点焊机电极面板图
(2)点焊作业过程说明
点焊作业过程由预压(钩子塑性变形)、焊接(弹簧压力保持,通电焊接)、压力维持(冷却)和退后复位四个基本过程组成焊接循环。
点焊的详细作业过程:①转子正确放置在承放座上,近接感应器亮灯;②踩下开关,推动气缸和推杆将转子推向引导杆,将换向器导引进入铜夹头;③铜夹头收紧(保证辅助电极与换向器表面通电良好,并固定换向器);④凸轮旋转放开电极,推动气缸将电极组推向换向器钩子,钩子变形与电极端面接触;⑤主电极头和钩子间保持一定的弹簧压力产生接触电阻,大电流通过产生热量进行焊接。⑥通电加热结束后,各机构依次反向动作回到原位。
2 三极钩型换向器点焊质量不良问题分析
2.1 三极换向器钩子与漆包圆铜线点焊不良现象
换向器钩子与漆包圆铜线点焊过程由于各种原因导致其点焊质量不良问题,不良具体主要体现在焊接不良和非焊接不良两方面。点焊不良现象如图5 所示。
焊接不良主要有:虚焊(不通电虚焊、无漆皮脱落;打火花虚焊、无漆皮脱落);漆皮剥落不足或过多;塑料芯和塑料圈熔化。
非焊接不良主要有:插入不良(撞坏铜夹头或换向器片、表面伤痕);断线、钩子不贴合;换向器圆度不良等。

图5 三极钩子换向器点焊不良示意图
根据微型电机型号不同,各种不良项目产生率也不同,生产企业需要根据自己的产品收集不良发生数据进行分析。这里,作者根据自己的经验,对各种点焊不良发生率进行概率统计分布,如图6 所示。可以看出,换向器点焊主要不良现象是漆皮不脱落或不足。

图6 换向器点焊不良现象的发生率
2.2 三极钩子型换向器点焊质量不良的原因分析
针对上述换向器点焊的不良现象,从“人、机、料、法、环和测量”等影响点焊质量的要素方面运用质量管理技术进行原因分析。本文将就三极钩子型换向器点焊的主要不良项目“漆皮不脱落”运用故障树分析(FTA)技术进行深入分析,探寻其主要原因,如图7 所示。
图7 中,框外数值表示事件发生概率(由生产现场统计得到),其中G 表示结果事件和中间事件,C 和D 表示基本事件,C 代表人为因素引起的不良,D 表示非人为因素引起的不良。加“* ”为点焊不良产生的主要原因。
从上面故障树可以看出,漆皮不脱落的主要原因是点焊机故障引起的,占其中漆皮不脱落的80%;而点焊机故障主要是点焊机设备调整状态不良,占比75%;在点焊机调整方面问题主要有几个方面:点焊温度设定不良、电极压力调整不良、积分器和判定器值设置不良、换向器铜夹头调整不良、主电极头位置调整不良等几个方面,如图中加“* ”所示。
对于其他点焊不良现象,限于篇幅,不做详细分析,只是列出不良现象和对应的原因,如表1 所示。
答:那我不禁要问,用粗暴手段将3名游客强行驱离酒店,其中还有两名老人,一名老人有病在身,带着药,警察将他们丢弃在荒郊野外的坟场,深更半夜,当时气温在10℃以下。他们的生命安全受到威胁,尊严受到伤害。瑞典的《警察法》允许这样做吗?瑞典的《警察法》有这么不人道、不道德吗?瑞典的法律有这样不尊重人的基本权利的吗?!

图7 换向器点焊漆皮不脱落FTA 故障分析树

续 表
3 微型电机换向器点焊的质量不良改进对策
根据表1 所示的三极钩型换向器点焊不良项目原因分析,产生换向器点焊不良的主要原因是点焊温度检查频度不够、电极压力测量方法不当、积分器和判定器设置检查频度不够、换向器铜夹头调整不良和磨损变松、电极头位置调整不良等。因此,加强点焊的质量控制和改进点焊工序质量水平,要从管理和技术等方面进行改进。
3.1 点焊作业管理方面要加强检查
换向器点焊作业是转子加工生产的关键、特殊工序,其质量好坏严重影响电机的性能发挥,而且后工序不容易检出。因此,对本工序要严格检查、严格遵守作业规定,班组长、维修技工、操作工分工明确,各负其责,降低不良发生和防止不良流到下工序。
1)设定点焊机生产条件和参数(电极压力、电流、时间等),遵守点焊工序的检查频度和记录要求,严格要求员工按照点焊作业规程进行作业,严格“始业点检”制度、电极清扫频度和方法。
2)强化操作员工的“自检”纪律,操作员对设备工作状态检查,对点焊后质量状况定期检查,工位处设置用于检查用的显微镜或放大镜。严格规定“点焊火花、转子插入失误、两次点焊等”一律作不良处理,对点焊通电检测报警的转子要区分放置,要由班长再检查或重点处理。点焊时,员工要确保将始末线钩子放在电极第二极进行焊接。
3)提高修理员的点焊机调整与维护水平。加强设备修理员的培训,提高对点焊不良现象的设备故障判定和调整能力。
4)在换向器点焊工位之后设立专门的外观检查工位,检查钩子点焊的质量状况,要运用5 倍放大镜进行观察检查。
3.2 针对点焊设备技术参数方面的改进
3.2.1 换向器点焊设备技术参数方面的改进
表2 是工厂生产技术人员通过计算、试验和长期大量实际生产归纳、总结做成的,是指导班长、维修技工和操作员工进行点焊机的夹具和电极选用、各种参数设定指导性文件。点焊机生产具体参数必须根据不同的转子(换向器和漆包圆铜线不同)型号分别设定,这需要微型电机工厂根据各自的产品来制定。表2 所列点焊条件必须规定的几个大项内容,说明如下。
(2)绕线规格分为三类(也可以分得更细),它决定了电极头型号、电极压力、点焊热量值,表中的第二极则是指绕线始末线收线极,第一、三极则是挂单线的钩子极。
(3)点焊机换向器夹头型号由转子型号(换向器直径)决定。
(4)电极头形式多样。电极端部形状分平面型和圆弧型。根据漆包圆铜线线径不同,电极端面倾斜角度也会变化,例如:细线为负角度、中线为零角度、粗线为正角度,负角度可使钩子的弯折处打压更紧贴,防止细线在折弯处能活动,正角度则相反,会使钩子前端打压紧贴,折弯处防止粗线打压太扁而短线。粗线(0.25 mm 以上)则采用台阶型电极形式,台阶高度由电线线径决定。电极头形式如图8 所示。

表2 换向器点焊工艺条件表
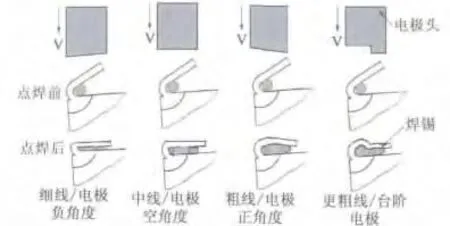
图8 换向器钩子点焊电极头几种形式
(5)电极点焊压力大小是以能把换向器钩子预压到位并将漆包圆铜线漆皮压破、又不使电线过度压扁来确定其值大小。由于电极压力大小影响电极头和钩子之间的接触电阻,会影响通电电流值的设定,故其值与电极电流值设定协调进行,保证钩子压贴合并漆皮熔化剥离。因为第二极是始末两条线,要使两条线都能压扁,所以第二极的压力要比第一、三极的压力大。粗线点焊头压力要比细线大。
(6)电极点焊电流大小由漆包线漆皮熔化长度来决定。钩子处漆包线漆皮熔化长度以0.5 ~2.0 mm 为宜(如图5 中良品样本图),太短可能出现漆皮不脱落,太长绕组电线交叉处易短路。第二极需要熔化两条线的漆皮,其电流值要比第一、三极大些。粗线的漆皮厚度要比细线厚,点焊电流值要比细线设定大。焊接周期是周波数(一个周波为0.01 s)的整倍数。
3.2.2 点焊机调整方法的改进
(1)电极头长度是根据换向器型号选用不同长度电极,电极长度与电极压力密切相关,影响电极运动行程,可导致电极钩子被压入过深而断线。电极头长度一般设计成可调整的,根据点焊换向器不同确定电极头长度。为了方便电极头长度设定,可设计一套电极长度规,如图9 所示。

图9 电极头长度设定规与电极基座图
(2)电极压力测定方法的改进。点焊电极的压力对焊接质量影响非常大,电极组是一些运动组件,故电极头点焊压力会在生产过程中发生变化,电极头压力要按照规定每天定期进行检测。检查方法应标准统一:手动操作将电极头压下与换向器钩子接触,用干电池、小灯泡接通形成电流回路,将拉力表通过细绳拉动电极基座,观察小灯泡闪亮闪灭时拉力计的读数,观察几次数字变化不大,此时该读数即为电极头的压力值,拉力值必须符合表4 要求,并试点焊质量满足要求。点焊头每天工作完后要拆下磨去头部氧化部分,维持点焊头的工作状态。
(3)换向器铜夹头的调整包括两个方面。一是换向器与夹头中心位对正(图3),这在点焊机调整非常重要,调整不好会导致换向器片擦伤或撞头、损坏夹头。二是换向器夹头的松紧度,太紧太松都不行,太紧会使换向器片产生压痕或变形,太松会出现换向器圆度和段差不良及夹头与换向器片之间产生热量导致塑料芯熔不良。判定标准是在夹头收紧换向器时,用手轻轻转动铁心,能够转动有摩擦即可。检查频度一般0.5 次/h。夹头点焊十万次后必须报废。
(4)加装点焊清洁频度控制器。点焊作业容易产生污物(如塑料丝、熔化的漆皮等),污染夹头和电极头,严重影响点焊质量(通电不良),作业员必须定期清扫电极头和夹头,在点焊机加装计数报警装置提醒员工点焊了50 个换向器必须清洁,员工清洁后复位计数器方可继续进行点焊,防止人为失误。
(5)为了改进换向器钩子点焊质量,减少通电不良和断线不良,对换向器的钩子内壁预先涂覆焊锡,并用模具进行“星打”,使钩子内壁焊锡凹凸不平并有尖刺。因为焊锡比铜线软,点焊时不易打断电线,同时由于锡层表面有凹凸不平和尖刺,预压时容易对漆皮产生破坏,对防止虚焊有帮助,在通电时圆铜线和钩子由锡焊接起来,可以防止铜线在钩子内松动。
4 结 语
换向器点焊技术在微型电机生产中应用越来越广泛,因此对换向器点焊的质量控制和改进越来越重视。由于换向器点焊涉及电气、机械等方面的技术,比较复杂,而且点焊不良项目种类很多,所以换向器点焊质量控制方面要多方面考虑分析。要减少点焊不良发生和防止不良流到下工序,需要从管理及技术两方面进行持续不断改进,完善管理制度、细化点焊工艺技术要求,微型电机换向器点焊质量问题是可以控制,点焊质量水平也是能够改进提高的。
[1] 熊绍志.钩型换向器在点焊中常见问题及解决办法[J]. 微特电机.2009,37(3):60-61.
[2] 张晓军,吴应龙.关于电机转子换向器点焊机的研究[J].电动工具,2009,(1):1-5.
[3] 陈昭明.换向器点焊的工艺分析[J]. 微电机,1994,27(2):41-43.
[4] 陈昭明. 微型电机换向器点焊质量的控制[J]. 微特电机,1993,21(2):36-39.
猜你喜欢
一重技术(2021年5期)2022-01-18
哈尔滨铁道科技(2020年1期)2020-07-27
中国设备工程(2020年19期)2020-01-20
快乐语文(2018年15期)2018-11-29
上海大中型电机(2018年3期)2018-09-22
制造技术与机床(2017年2期)2017-05-04
小朋友·快乐手工(2017年3期)2017-04-26
中华戏曲(2017年2期)2017-02-16
金山(2016年5期)2016-05-30
现代冶金(2015年4期)2015-02-06
