
关于GB/T 29712焊缝超声检测验收等级标准的探讨
2014-01-10 01:29丁杰
无损检测 2014年11期
丁 杰
(上海材料研究所,上海 200437)
根据全国焊接标准化技术委员会标准制定修订的工作指导,新版GB/T 11345系列标准于2014年6月1日正式实施。新版GB/T 11345系列标准内容上代替GB/T 11345—1989,形式上与国际标准保持一致,拆分成三个国家标准,分别等同采用或修改采用相应的焊缝超声检测国际标准[1]。
标准具体替代情况为:GB/T 11345—2013《焊缝无损检测 超声检测 技术、检测等级和评定》修改采用ISO 17640:2010;GB/T 29711—2013《焊缝无损检测 超声检测 焊缝中的显示特征》等同采用ISO 23279:2010;GB/T 29712—2013《焊缝无损检测 超声检测 验收等级》修改采用ISO 11666:2010。
新发布的三个国家标准内容上相互引用,完整地体现了进行焊缝超声检测所需的全部步骤。GB/T 29712—2013标准规定了焊缝超声检测的验收等级评定,是判定所检焊缝是否合格的重要依据。GB/T 29712—2013 的验收 评定内 容,与GB/T 11345—1989中的验收评定内容相比,从评定思路、执行过程和判定结果等方面来看,都是完全不一致的。无损检测工作者使用本标准,需要从全新的角度认识该标准的体系框架,理解该标准的内容,才能在具体检测中运用好该标准,得出正确的结论。
笔者试图从上述角度出发,提出自己对本标准的理解,为无损检测工作者理解和执行该标准提供参考。
1 ISO 标准中焊缝无损检测体系概况
ISO 5817《钢的熔焊接头 缺陷质量分级指南》采用ISO 6520-1 规定的不连续定义及其数字代号,将焊缝质量等级分为三个质量等级,分别用符号B、C和D 表示。质量等级B对应最高质量要求,质量等级C对应一般质量要求,质量等级D 对应最低质量要求[2]。这种分级方法类似于国内焊缝质量等级一级、二级和三级。设置不同的焊缝质量等级,其目在于控制焊接工艺过程及参数,采用适当的检测方法获得不同程度可靠的焊缝质量。焊缝质量等级的选择应由标准应用者、设计者、生产商、用户和/或其他参与方共同进行协商并以合同的形式明确。
ISO 5817标准未规定不连续的具体无损检测方法。焊缝质量等级与无损检测方法及其验收要求的对应关系由ISO 17635《焊缝无损检测 金属材料熔焊总则》明确规定。该标准从焊接质量管理目的出发,基于焊缝质量等级、材质(母材和焊材)、接头类型和尺寸、焊接工艺、构件结构和预计检出缺欠的类型和走向等方面,对焊缝无损检测方法选择和结果评定做出相应规定。该标准的规范性附录C规定了不同焊缝质量等级和不同无损检测方法及其验收等级之间的对应关系。检测人员可以根据已知的焊缝质量等级,选择确定的无损检测方法及其验收等级[3]。
以超声检测为例,ISO 17635规定了检测标准为ISO 17640,验收标准为ISO 11666。根据焊缝质量等级的不同,ISO 17635规定了不同的验收等级。如果合同约定还要对焊缝中的显示特征进行分类,主要区分平面型显示和非平面型显示,则还需要执行ISO 23279。ISO 焊缝超声检测体系框图如图1。
2 验收等级的比较
GB/T 11345—1989中的验收评定内容与GB/T 29712—2013中的相应内容比较,详见表1。从表1中可以看出,新旧焊缝超声检测的验收内容有了很大的变动,具体执行中也有着很大的区别。
3 新观念
GB/T 29712—2013 标准中出现了一些新观念,这些观念与传统的提法和做法有差别。笔者归纳了标准中出现的新观念,辅以个人的理解,详见表2所示。
标准中的“群显示”概念是一个全新提法。引入该概念后,将进一步严格控制焊缝质量。
首先,群显示的组合长度计算中,加入了两显示的X方向间距dx。比如,发现两超过记录等级的合格显示,显示1的长度为10mm,显示2的长度为15mm,只要两显示水平间距数值不超过30mm,且Y和Z方向间距满足相应要求,就可把两显示纳入群显示范围。此举大大增加了群显示的长度数值。
其次,相邻合格显示判定为群显示后,群显示还应按照附录A 再次进行验收判定。随着群显示的组合长度大大增加,按照附录A 的要求,合格的验收等级数值将变得严格,群显示极有可能判定为不合格。此举将大大降低游离在验收等级边缘(记录等级只比验收等级低4dB)的合格显示出现的频次。

图1 ISO 标准中焊缝超声检测体系

表1 GB/T 29712-2013和GB/T 11345-1989中验收评定的内容比较
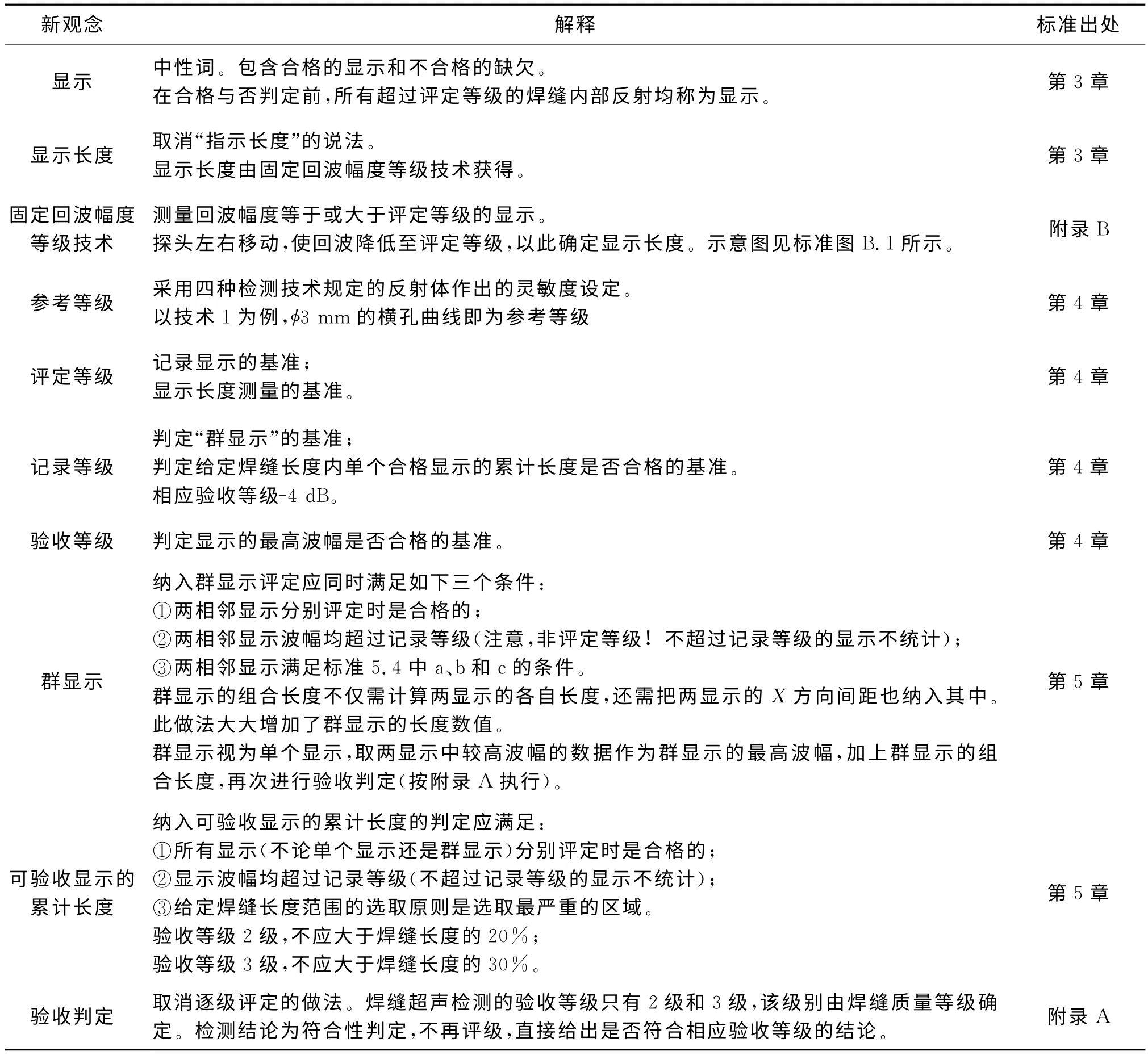
表2 GB/T 29712-2013中的新观念汇总
4 验收评定的顺序
笔者根据GB/T 29712的内容要求,按照使用标准的角度,建立了验收评定的流程图,如图2所示(图中Hd1max为最高回波波幅,T1为评定等级),供检测人员参考。
步骤1:基于焊缝质量等级,确定验收等级。检测人员可按照焊缝的技术要求确定。
步骤2:确定设定参考等级的检测技术。以应用检测技术1为例,用3mm 横孔制作曲线,即为参考等级。
步骤3:按照验收等级,确定评定等级,详见GB/T 29712中表A.1。
步骤4:显示测长方法详见GB/T 29712中附录B。
步骤5:比较显示长度和板厚的关系,确定单个显示是否合格,详见GB/T 29712中表A.1。
步骤6:单个合格显示的最高波幅是否超过记录等级。如超过,应考虑是否群显示的评定范围,详见GB/T 29712中5.4。
步骤7:确定群显示是否合格,详见GB/T 29712中表A.1。
步骤8:给定焊缝长度范围内,各类合格显示(包括单个显示和群显示)的累计长度是否合格,详见GB/T 29712中5.5。
GB/T 29712的验收判定是针对整条焊缝进行判定的。如果不满足步骤5、7或8的内容,则判定所检焊缝不符合验收等级要求;所有步骤均满足要求,则可判定所检焊缝符合验收等级要求。
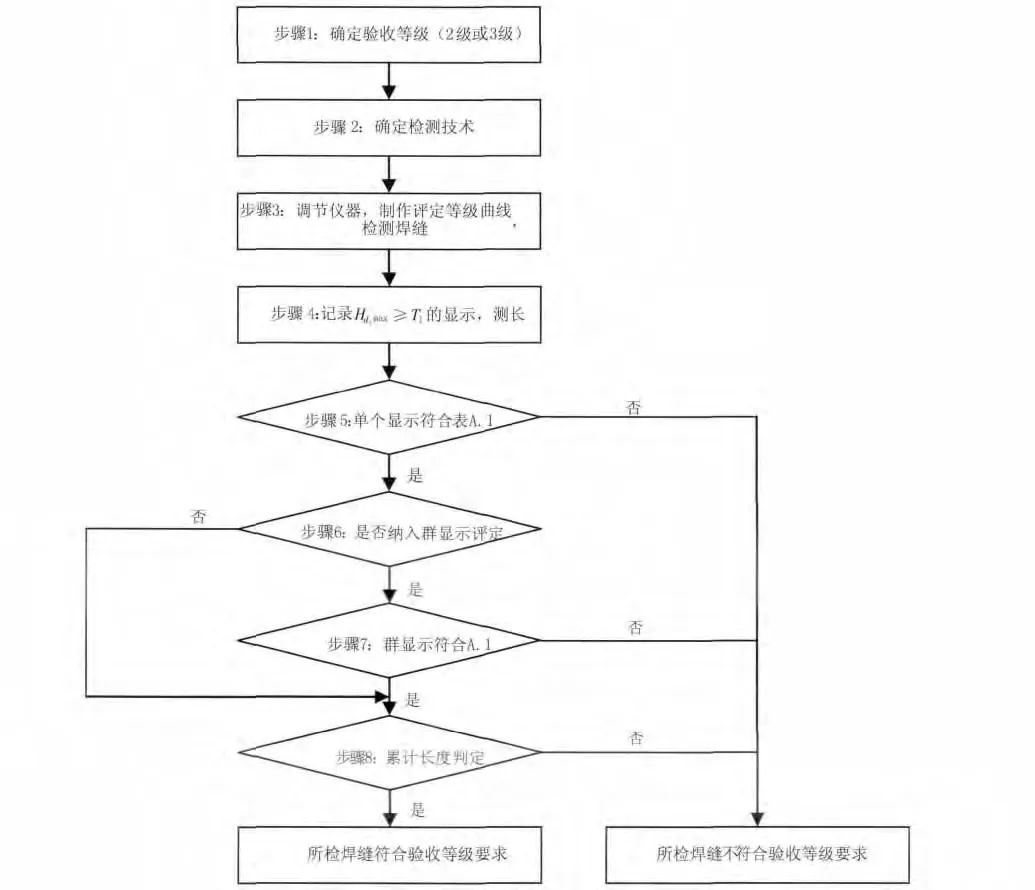
图2 验收评定流程图
5 结语
新版GB/T 11345系列标准的技术内容与焊缝超声检测国际标准保持一致,有利于国际无损检测检测交流合作,其中GB/T 29712验收等级标准最大程度地体现了这一变化趋势。希望此文能帮助无损检测工作者了解并正确运用该标准。
[1]庄志强,丁杰,姜炜.新版GB/T 11345标准的主要内容及与旧版本的比较[J].无损检测,2013,35(6):63-65,68.
[2]ISO 5817 Welding-Fusion-welded joints in steel,nickel,titanium and their alloys(beam welding excluded)-Quality levels for imperfections[S].
[3]ISO 17635 Non-destructive testing of welds-General rules for fusion welds in metallic materials[S].
猜你喜欢
建材发展导向(2021年6期)2021-06-09
小学生学习指导(低年级)(2020年10期)2020-11-26
数学小灵通(1-2年级)(2020年9期)2020-10-27
金属加工(热加工)(2020年12期)2020-02-06
制造技术与机床(2018年12期)2018-12-23
作文大王·低年级(2017年11期)2017-12-05
小学生学习指导(低年级)(2017年12期)2017-11-22
数学小灵通(1-2年级)(2017年5期)2017-06-05
制造业自动化(2017年2期)2017-03-20
大江南北(2016年8期)2016-02-27
