
循环水冷却塔振动大及温差小的问题分析与处理
2013-12-07 01:13:44黄成
中国设备工程 2013年8期
黄 成
(宝钢集团八钢公司能源中心制氧厂,新疆 乌鲁木齐 830022)
一、概述
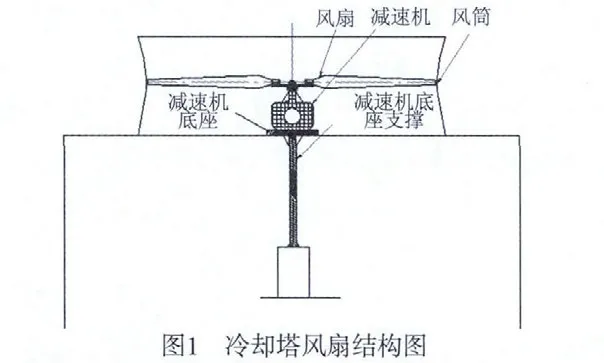
2套20 000m3/h制氧机组循环水冷却塔组自2005年投产以来,钢结构逆流玻璃钢冷却塔共8台风机振动逐年升高。经过常年使用,冷却塔进回水温差偏小,所需风扇的投运数量增加,造成能耗增加,影响到制氧机组各设备的正常运行。
二、故障现象及原因分析
1.冷却塔塔体振动偏高
(1)冷却塔投运7年,减速机钢板底座腐蚀严重,其厚度由10mm变薄至7mm,底座与立柱的加强筋由10mm变薄至6mm,刚性变差。
(2)立柱的顶部,已受振变形,减速机底座与电机基础的高度差加大影响联轴器对中精度,造成各风机振动逐年升高。
(3)冷却塔由8台冷却塔风机组成,呈两排对置。原设计没有风机之间的隔板,所以当1#风机停运、2#风机运行时,2#风机抽风造成1#风机倒转。并且由于1#风机倒吸塔外冷空气,使风筒内壁结霜,风扇与风筒间隙变小,造成风扇旋转时刮擦风筒,振动变大。
2.进回水温差偏小
(1)塔内有喷淋管断裂、喷头脱落现象共20处,影响换热效果。
(2)塔内存在1/4填料破损,循环水流经填料时,阻力减小,流道缩短,影响换热效果。
三、改进措施
1.减振措施
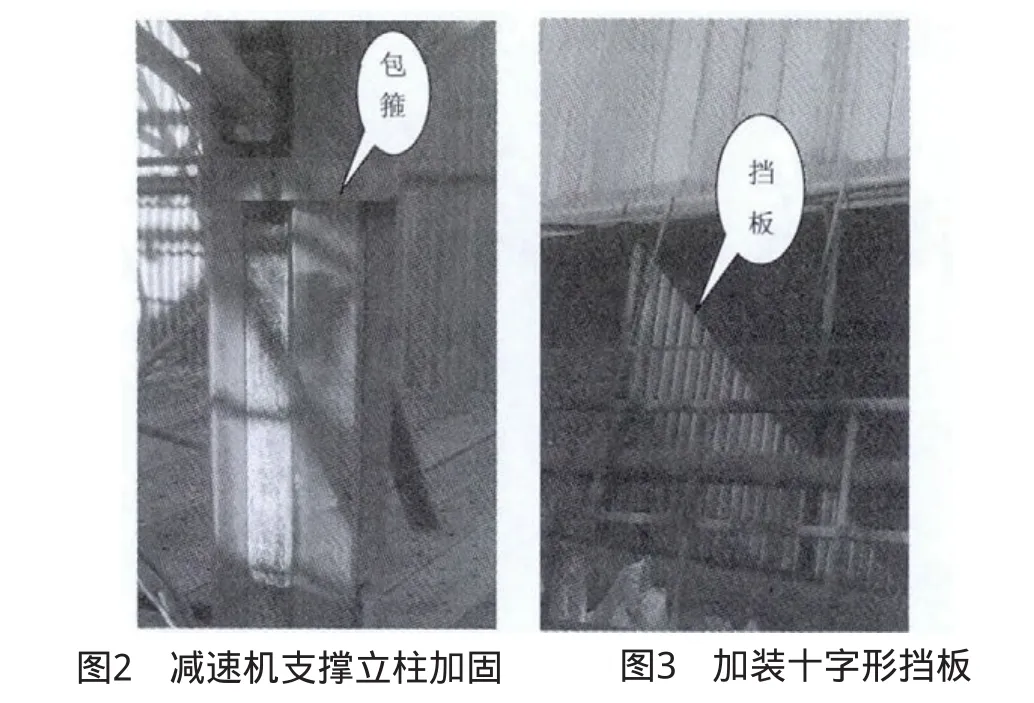
(1)立柱加固。在原立柱上对称方向焊接2对12型槽钢,采取500mm间断焊接,1 000mm隔段包箍的方式(见图2)。保障整体刚性。
(2)减速机底座加固。切除原底座钢板,更换厚12mm钢板,找平焊接。立柱与底座的加强筋用12型槽钢对称4面进行支撑。
重制钢结构进行两底一面沥青漆防腐处理。
2.加强冷却效果措施
(1)修复脱落喷头,并对喷淋管进行强化处理,在管道受力集中的地方,用玻璃纤维进行胶粘加固。
(2)更换破损填料。更换时需注意:①尽量选择与原同型号的填料,不打乱其流道曲线。②新更换的填料尽量靠下靠内,便于检修。
(3)加装“十字形”隔水吸风挡板,提高各冷却塔吸风能力(图3)。
四、实施效果
第一,解决了冷却塔各投用风扇振动大的问题。冷却塔各风机振幅由改造前水平方向13.4~6.7mm/s下降到8.7~2.3mm/s;垂直方向由原9.7~5.7mm/s下降到4.8~1.6mm/s,满足生产要求。
第二,解决了冷却塔进回水温差偏小的问题。改造前进回水温差7℃,改后上升到11℃,满足生产要求。
猜你喜欢
山东冶金(2022年1期)2022-04-19 13:40:50
机械管理开发(2020年5期)2020-07-07 11:23:12
中国水利水电科学研究院学报(2018年3期)2018-07-20 06:18:24
四川水力发电(2018年3期)2018-03-26 10:08:34
电站辅机(2017年3期)2018-01-31 01:46:40
山东工业技术(2016年15期)2016-12-01 05:31:50
设备管理与维修(2016年7期)2016-04-23 06:51:31
设备管理与维修(2016年7期)2016-04-09 03:17:19
西藏科技(2015年3期)2015-09-26 12:11:11
筑路机械与施工机械化(2015年11期)2015-07-01 16:28:46
